1.本发明涉及毛毡板加热领域,具体涉及一种用于毛毡板材的双面立体加热装置及其加热毛毡板的方法。
背景技术:
2.以往汽车内饰件只采用塑料材料制作加工,没有采用毛毡板材加工汽车内饰件。毛毡板材是一种主要原料为麻纤维的复合板材,在加热后会变得很软,强度较低,受力容易变形损坏,破坏毛毡板材本身的特性,不易热加工操作,毛毡板材不加热到一定温度很难与其他塑料材料进行复合形成一体,所以目前采用毛毡板材加热后制作汽车内饰件,是目前一大业内难点。
技术实现要素:
3.为了解决上述技术问题,本发明提出了一种用于毛毡板材的双面立体加热装置及其加热毛毡板的方法,设计巧妙,使用方便,能够把毛毡板材加热到预计温度,满足热加工要求。
4.本发明的技术方案:一种用于毛毡板材的双面立体加热装置,它包括箱体、移动门、加热灯管,箱体是矩形框架,矩形框架包括上框架、下框架、侧边框,上框架的两端分别通过侧边框连接下框架的两端,矩形框架的内部后侧安装有后挡板,矩形框架的内部前侧安装有移动门,若干加热灯管安装在后挡板的前侧且位于矩形框架内部,所述矩形框架内设计有双工位,双工位分别是左工位和右工位,所述移动门是单工位门,移动门滑动安装在双工位的矩形框架的内部前端,所述的后挡板上面安装有若干定位机构,定位机构包括定位导柱、气缸,气缸安装在后挡板外侧上方,气缸的伸缩杆前端安装有定位导柱,定位导柱前端贯穿后挡板伸入矩形框架内部,定位导柱前端从加热灯管之间穿过;所述的移动门内侧也安装有若干加热灯管;所述的矩形框架、后挡板和移动门之间形成一个加热腔室;并且在箱体的左工位、右工位的后挡板以及移动门上从上往下分别安装了若干个红外温度传感器。
5.所述的矩形框架内部还设计网格框架,网格框架安装在后挡板的前侧且网格框架位于加热灯管的外侧,定位导柱前端从加热灯管之间穿过后并穿过网格框架;所述的移动门的内侧也安装有网格框架且且网格框架位于加热灯管的外侧。
6.所述的移动门通过链式移动机构可移动安装在矩形框架上,所述链式移动机构包括电机、主动链轮、从动链轮、链条、连接板、滑块滑轨机构,移动门上端通过滑块滑轨机构滑动安装在上框架下面,移动门下端通过滑块滑轨机构滑动安装在下框架上面,电机安装在上框架上面一侧位置且电机一侧驱动连接有主动链轮,上框架上面另一侧位置通过链轮座旋转安装有从动链轮,链条从主动链轮和从动链轮外侧绕过,链条的下边链条通过连接板连接在移动门的上端。
7.所述的后挡板是可前后移动的安装在矩形框架内,后挡板上端通过滑块滑轨机构
滑动安装在上框架下端,后挡板外侧上下两端还分别安装有上调节机构和下调节机构,上调节机构包括竖板、螺栓、两个螺母和连接块,竖板上端对应连接在上框架的后端,竖板下端开有通孔,连接块安装在后挡板的外侧上端,连接块中间开有丝孔,螺栓穿过竖板的通孔后旋入连接块的丝孔内,两个螺母旋在螺杆上且两个螺母分别位于竖板的两侧位置,两个螺母旋转压紧在竖板上;下调节机构包括竖板、螺栓、两个螺母和连接块,竖板下端对应连接在下框架的后端,竖板上端开有通孔,连接块安装在后挡板的外侧下端,连接块中间开有丝孔,螺栓穿过竖板的通孔后旋入连接块的丝孔内,两个螺母旋在螺杆上且两个螺母分别位于竖板的两侧位置,两个螺母旋转压紧在竖板上。
8.所述的若干定位机构设计为上下两排且两排定位机构水平安装在后挡板的靠上位置,上排安装有4个定位机构,下排安装有2个定位机构,下排的2个定位机构分别对应位于上排的定位机构的两侧的定位机构下方。
9.所述的定位导柱的前端设计钩挂头,钩挂头包括粗圆柱、细圆柱、环槽、圆锥头,粗圆柱的一端安装在定位导柱的前端,粗圆柱的另一端连接细圆柱,细圆柱前端还安装有圆锥头,细圆柱上靠近圆锥头位置还设计有环槽。
10.所述的箱体的左工位、右工位的后挡板以及移动门上从上往下分别安装了用于对产品的正反面温度进行实时探测的若干个红外温度传感器,所述红外温度传感器均匀安装在左工位、右工位的后挡板外侧以及移动门外侧,后挡板和移动门上对应红外温度传感器设计有目标温度检测孔,每个红外温度传感器对应一个温控区域,每个温控区域都是独立控制的温控区域。
11.一种采用所述的一种用于毛毡板材的双面立体加热装置加热毛毡板的方法,1)首先根据毛毡板的形状选择对应的定位机构动作,通过定位机构的气缸把定位导柱伸入加热腔室内,用于毛毡板材的双面立体加热装置的双工位全部动作到位后,移动门遮挡在右工位,左工位就处于打开状态。
12.2)把毛毡板钩挂在左工位的定位导柱的钩挂头上,移动门在链式移动机构作用下从右工位移动到左工位,此时左工位的加热腔形成。
13.3)开始加热,左工位的加热灯管和移动门上的加热灯管同时加热毛毡板,加热过程要求25秒内达到目标温度180
‑
210℃,然后进入保温过程,保温时目标温度180
‑
210℃,保温时间是5
‑
120秒。
14.4)在步骤3中的左工位的毛毡板进行加热的同时,右工位的定位导柱的钩挂头上进行钩挂待加热的毛毡板,时间要求20
‑
25秒内完成。
15.5)左工位的毛毡板在完成步骤3中加热过程和保温过程后,停止加热,移动门在4秒内移动到右工位。
16.6)移动门再次移动到位后,右工位开始加热,重复步骤3操作;同时左工位开始出料并上料,把加热好的毛毡板速度取出后,并把待加热的毛毡板再次钩挂在左工位的钩挂头上面,取料上料时间要求20
‑
25秒内完成;如此往复操作,形成毛毡板不间断加热加工。
17.所述的步骤3中左工位的加热灯管和移动门上的加热灯管同时加热毛毡板时,箱体的左工位和移动门上的红外温度传感器中每个传感器测量的对应温控区域的最大值以及在保温过程中的实时值与该温控区域的目标温度值之间的差值不超过
±
5℃;所述的保温时间可设置为10秒、20秒、30秒、45秒、60秒、90秒、120秒。
18.所述的加热灯管是短波加热灯管。
19.本发明的优点是装置结构,设计合理,使用方便,满足客户要求,通过前后同时加热方式,快速加热毛毡板达到预计温度且不使毛毡板加热损坏;根据本装置配合自有的加热操作方式,加热效果好,效率高,双面立体加热使毛毡板加热不变形。
附图说明
20.图1是本发明的前视图。
21.图2是本发明的后视图。
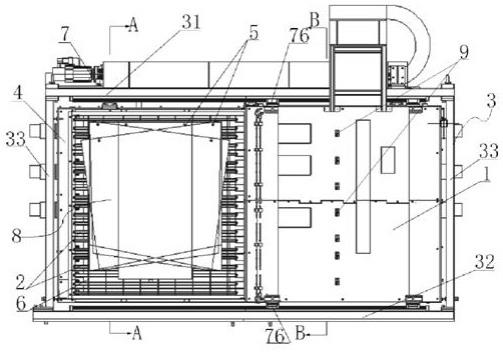
22.图3是本发明图1中aa向的剖视图。
23.图4是图3中局部放大示意图。
24.图5是本发明图1中bb向的剖视图。
25.图6是图5中局部放大示意图。
26.图7是本发明的移动门的链式移动机构示意图。
27.图8是图7的俯视图。
具体实施方式
28.参照附图1
‑
8,一种用于毛毡板材的双面立体加热装置,它包括箱体、移动门1、加热灯管2,箱体是矩形框架3,矩形框架3包括上框架31、下框架32、侧边框33,上框架31的两端分别通过侧边框33连接下框架32的两端,矩形框架3的内部后侧安装有后挡板4,矩形框架3的内部前侧安装有移动门1,若干加热灯管2安装在后挡板4的前侧且位于矩形框架3内部,所述矩形框架3内设计有双工位,所述移动门1是单工位门,移动门1滑动安装在双工位的矩形框架3的内部前端,所述的后挡板4上面安装有若干定位机构5,定位机构5包括定位导柱51、气缸52,气缸52安装在后挡板4外侧上方,气缸52的伸缩杆前端安装有定位导柱51,定位导柱51前端贯穿后挡板4伸入矩形框架3内部,定位导柱51前端从加热灯管2之间穿过;所述的移动门1内侧也安装有若干加热灯管2;所述的矩形框架3、后挡板4和移动门1之间形成一个加热腔室10;并且在箱体的左工位、右工位的后挡板4以及移动门1上从上往下分别安装了若干个红外温度传感器9。
29.所述的箱体的左工位、右工位的后挡板4以及移动门1上从上往下分别安装了用于对产品的正反面温度进行实时探测的若干个红外温度传感器9,所述红外温度传感器9均匀安装在左工位、右工位的后挡板4外侧以及移动门1外侧,后挡板4和移动门1上对应红外温度传感器设计有用于红外温度传感器发射检测信号穿过后挡板和移动门的目标温度检测孔,穿过目标温度检测孔后可以对目标温度进行检测,每个红外温度传感器对应一个温控区域,每个温控区域都是独立控制的温控区域。本发明中左工位、右工位以及移动门分别设计7个红外传感器,左工位、右工位以及移动门内侧分别水平设计有21个短波加热灯管,每3个相邻加热灯管为一个独立的温控区域且对应一个红外传感器。独立温控区域配置一个红外温度传感器监控,可以有效防止局部温差过大,避免毛毡板加热温度不均匀,加热损坏。
30.所述的加热灯管2是短波加热灯管2。可以采用heraeus中波灯管,加热灯布置要求使1100
✖
1300面积加热。
31.所述的矩形框架3内部还设计网格框架6,网格框架6安装在后挡板4的前侧且网格
框架6位于加热灯管2的外侧,定位导柱51前端从加热灯管2之间穿过后并穿过网格框架6;所述的移动门1的内侧也安装有网格框架6且且网格框架6位于加热灯管2的外侧。网格框架设计能够防止产品不小心接触加热灯管,即保护灯管,也保证产品不会触碰灯管被局部烫坏。
32.所述的移动门1通过链式移动机构7可移动安装在矩形框架3上,所述链式移动机构7包括电机71、主动链轮72、从动链轮73、链条74、连接板75、滑块滑轨机构76,移动门1上端通过滑块滑轨机构76滑动安装在上框架31下面,移动门1下端通过滑块滑轨机构76滑动安装在下框架32上面,电机71安装在上框架31上面一侧位置且电机71一侧驱动连接有主动链轮72,上框架31上面另一侧位置通过链轮座旋转安装有从动链轮73,链条74从主动链轮72和从动链轮73外侧绕过,链条74的下边链条74通过连接板75连接在移动门1的上端。移动门设计可以在矩形框架内部前侧左右滑动,电机运行带动主动链轮旋转,主动链轮通过链条带动从动链轮旋转,链条运行时,则安装在链条上一侧的连接板跟着链条一起移动,连接板下端安装在移动门上面,则连接板拉者移动门一起移动,电机带着链条往复运动则带着移动门往复移动,实现每一次移动更换工位在4秒内完成。
33.所述的后挡板4是可前后移动的安装在矩形框架3内,后挡板4上端通过滑块滑轨机构76滑动安装在上框架31下端,后挡板4外侧上下两端还分别安装有上调节机构41和下调节机构42,上调节机构41包括竖板411、螺栓412、两个螺母413和连接块414,竖板411上端对应连接在上框架31的后端,竖板411下端开有通孔,连接块414安装在后挡板4的外侧上端,连接块414中间开有丝孔,螺栓412穿过竖板411的通孔后旋入连接块414的丝孔内,两个螺母413旋在螺栓412上且两个螺母413分别位于竖板411的两侧位置,两个螺母413旋转压紧在竖板411上;下调节机构42包括竖板、螺栓、两个螺母和连接块,竖板下端对应连接在下框架32的后端,竖板上端开有通孔,连接块安装在后挡板4的外侧下端,连接块中间开有丝孔,螺栓穿过竖板的通孔后旋入连接块的丝孔内,两个螺母旋在螺栓上且两个螺母分别位于竖板的两侧位置,两个螺母旋转压紧在竖板上。上调节机构和下调节机构时对称安装设计,后挡板是可滑动悬挂在矩形框架的后侧,上调节机构和下调节机构可以对后挡板在矩形框架内的位置进行调节,从而调节安装在后挡板上的加热灯管与待加热毛毡板的距离,调整加热灯管对毛毡板的加热效果,保证毛毡板最佳加热效果。
34.所述的若干定位机构5设计为上下两排且两排定位机构5水平安装在后挡板4的靠上位置,上排安装有4个定位机构5,下排安装有2个定位机构5,下排的2个定位机构5分别对应位于上排的定位机构5的两侧的定位机构5下方。定位机构的数量位置设计是为了保证针对不同产品形状的毛毡板进行有效钩挂,如图1中示出,可以看出不同结构毛毡板钩挂示意,保证毛毡板处于有效加热范围,便于放料、取料。
35.所述的定位导柱51的前端设计钩挂头510,钩挂头510包括粗圆柱511、细圆柱512、环槽513、圆锥头514,粗圆柱511的一端安装在定位导柱51的前端,粗圆柱511的另一端连接细圆柱512,细圆柱512前端还安装有圆锥头514,细圆柱512上靠近圆锥头514位置还设计有环槽513。钩挂头设计是为了更好的钩挂毛毡板,既要防止脱落,也要便于后续取料。
36.一种采用所述的一种用于毛毡板材的双面立体加热装置加热毛毡板的方法,1)首先根据毛毡板8的形状选择对应的定位机构5动作,通过定位机构5的气缸52把定位导柱51伸入加热腔室10内,用于毛毡板材的双面立体加热装置的双工位全部动作到
位后,移动门1遮挡在右工位,左工位就处于打开状态。
37.2)把毛毡板8钩挂在左工位的定位导柱51的钩挂头510上,移动门1在链式移动机构7作用下从右工位移动到左工位,此时左工位的加热腔形成。
38.3)开始加热,左工位的加热灯管2和移动门1上的加热灯管2同时加热毛毡板8,加热过程要求25秒内达到目标温度180
‑
210℃,然后进入保温过程,保温时目标温度180
‑
210℃,保温时间是5
‑
120秒。
39.4)在步骤3中的左工位的毛毡板8进行加热的同时,右工位的定位导柱51的钩挂头510上进行钩挂待加热的毛毡板8,时间要求20
‑
25秒内完成。
40.5)左工位的毛毡板8在完成步骤3中加热过程和保温过程后,停止加热,移动门1在4秒内移动到右工位。
41.6)移动门1再次移动到位后,右工位开始加热,重复步骤3操作;同时左工位开始出料并上料,把加热好的毛毡板8速度取出后,并把待加热的毛毡板8再次钩挂在左工位的钩挂头510上面,取料上料时间要求20
‑
25秒内完成;如此往复操作,形成毛毡板8不间断加热加工。
42.所述的步骤3中左工位的加热灯管2和移动门1上的加热灯管2同时加热毛毡板8时,箱体的左工位和移动门上的红外温度传感器中每个传感器测量的对应温控区域的最大值以及在保温过程中的实时值与该温控区域的目标温度值之间的差值不超过
±
5℃;所述的保温时间可设置为10秒、20秒、30秒、45秒、60秒、90秒、120秒。
43.本发明的装置,采用短波加热灯管配合前后同时加热方式,毛毡板采用钩挂的方式,形成毛毡板双面立体方式加热,能够把厚度为2.0
‑
3.2mm的毛毡板,快速加热到指定温度,还能保证毛毡板的特性,双工位作业,合理利用时间,提高效率。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。