1.本发明涉及建材制造技术领域,特别是涉及一种透水砖制造设备及其制造工艺。
背景技术:
2.随着城市水资源的不断匮乏,人们对生活环境的人性化追求,透水砖走进人们的视野。透水砖也叫渗水砖,是一种具有高效透水性能的砖块,作为一种绿色环保型的建材,得到广泛使用。
3.但是现有的透水砖制作原料都比较昂贵,并且随着使用时间的加长,容易出现断裂、破损等情况。
4.另外随着城镇化假设的加快,产生的建筑的废料越来越多,大多数建筑废料都直接进行掩埋,未能很好的二次利用,造成资源的浪费。
技术实现要素:
5.本发明主要解决的是现有的透水砖制作原料昂贵,容易出现断裂、破损等问题以及城市建设的建筑废料不能很好的利用,造成资源浪费的问题。
6.为解决上述问题,本发明采用的一个技术方案是:提供一种透水砖的制造设备,包括:原料混合机、搅拌机、制砖机、成型机、烘干窑、质量检测机、若干斜向传送带和若干水平传送带;所述搅拌机分别与所述原料混合机和所述制砖机通过所述斜向传送带连接;所述成型机分别与所述制砖机和所述烘干窑通过所属水平传送带连接;所述烘干窑与所述质量检测机通过所述水平传送带连接。
7.进一步,所述原料混合机和所述搅拌机中均设置有若干搅拌臂,所述搅拌臂分别与所述原料混合机和所述搅拌机底部中心点通过转动杆连接。
8.进一步,所述制砖机包括底座、模具机构、打孔机构、防滑设置机构和若干转送板;所述模具机构、所述打孔机构和所述防滑设置机构均设于所述底座上,所述打孔机构位于所述模具机构和所述防滑设置机构中间;所述打孔机构与所述模具机构和所述防滑设置机构中间位于所述底座上分别设有所述转送板。
9.进一步,所述质量检测机包括抗压检测机构和透水率检测机构;所述抗压检测机构用于检测透水砖的抗压强性能,所述透水率检测机构用于检测所述透水砖的透水率。
10.一种透水砖的制造工艺,包括以下步骤:准备原料:获取若干份建筑废料、若干份页岩、若干份水泥和若干份防裂纤维,对所述建筑废料和所述页岩执行粉筛操作;将所述建筑废料、所述页岩、所述水泥和所述防裂纤维按照一定比例混合得到混合原料;加工原料:将所述混合原料与清水按照一定比例混合,执行搅拌操作,得到制砖备
用料;制作砖坯:对所述制砖备用料执行制砖操作,得到待定型砖坯;砖坯定型:通过所述成型机对所述待定型砖坯执行定型操作,得到定型砖坯,定型压力为25
‑
35mpa;烘干:通过所述烘干窑对所述定型砖坯执行烘干冷却操作,得到干透水砖,烘干温度为180
‑
200℃,烘干时间为20
‑
30小时,冷却4
‑
6小时;质量检测:对所述干透水砖执行质量检测操作,得到成品透水砖。
11.进一步,所述加工原料的步骤进一步包括:将所述混合原料与清水按照质量比1:0.8进行混合,放入搅拌机搅拌,搅拌工序为搅拌15
‑
25分钟后,暂停5
‑
10分钟,继续搅拌15
‑
25分钟,停止搅拌得到所述制砖备用料,搅拌机搅拌速率为180
‑
300转/分钟。
12.进一步,所述制砖机制砖的步骤进一步包括:将所述制砖备用料放入所述制砖机,通过所述模具机构将所述制砖备用料和塑料框架混合并执行切割操作,得到初始砖坯;通过所述打孔机构对所述初始砖坯执行打孔操作,得到打孔砖坯;通过所述防滑设置机构对所述打孔砖坯执行涂抹防滑层操作,得到所述待定型砖坯。
13.进一步,所述质量检测的步骤进一步包括:将所述杆透水砖放入所述所述质量检测及,通过所述抗压检测机构对所述干透水砖执行抗压检测操作;通过所述透水率检测机构对所述干透水砖执行透水率检测操作;抗压强度合格标准为30
‑
35mpa,透水率合格标准为常温15
‑
20cm/s。
14.进一步,所述混合原料的组成成分:建筑废料50
‑
60份、页岩10
‑
15份、水泥20
‑
30份、防裂纤维10
‑
20份。
15.进一步,所述防裂纤维的组成成分:碳纤维7
‑
10%、再生纤维素纤维9
‑
11%、聚丙烯纤维18
‑
22%、玻璃纤维20
‑
23%、聚四氟乙烯纤维12
‑
16%、石墨烯纤维22
‑
26%。
16.本发明的有益效果是:本发明将城市建设产生的建筑废料进行二次利用,提升了资源的利用率,同时降低了透水砖的生产成本;在透水砖的制作过程中加入防裂纤维,提升了透水砖的质量;全自动制砖流程,提升透水砖制作工作效率。
附图说明
17.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
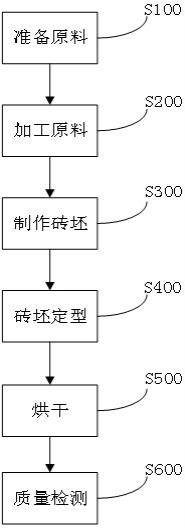
18.图1是本发明实施例1和实施例2中一种透水砖制造工艺的流程图;图2是本发明实施例3中一种透水砖制造设备的结构示意图。
19.附图中各部件的标记如下:1、原料混合机;2、斜向传送带;3、搅拌机;4、制砖机;5、水平传送带;6、成型机;7、烘干窑;8、质量检测机;41、底座;42、模具机构;43、打孔机构;44、防滑设置机构;45、转送板;81、抗压检测机构;82、透水率检测机构。
具体实施方式
20.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“粉筛”、“混合”、“定型”、“砖坯”、“透水率”等术语应做广义理解。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
22.实施例1本发明实施例提供一种透水砖的制造工艺,请参阅图1,包括以下步骤:s100、准备原料:获取若干份建筑废料、若干份页岩、若干份水泥、若干份碳纤维、若干份再生纤维素纤维、若干份聚丙烯纤维、若干份玻璃纤维、若干份聚四氟乙烯纤维和若干份石墨烯纤维。
23.将建筑废料中的金属制品通过建筑废料分离装置分离开,并且通过网筛筛选出直径为5毫米的建筑废料颗粒,备用。
24.将页岩通过页岩粉碎机粉碎成直径为3毫米的页岩颗粒,备用。
25.按照碳纤维7%、再生纤维素纤维9%、聚丙烯纤维18%、玻璃纤维20%、聚四氟乙烯纤维12%、石墨烯纤维22%比例混合得到防裂纤维。
26.按照建筑废料颗粒50份、页岩颗粒10份、水泥20份和防裂纤维10份的比例混合,放入原料混合机1中进行混合得到混合原料。
27.s200、加工原料:将混合原料通过斜向传送带2传送至搅拌机3,再向搅拌机3中加入清水,混合原料与清水的比例为1:0.8,设置搅拌机3的搅拌速率为180转/分钟,搅拌机3工作15分钟后,暂停5分钟,让混合原料与清水充分混合,再搅拌15分钟后停止搅拌,得到制砖备用料。
28.s300、制作砖坯:通过斜向传送带2将制砖备用料放入制砖机4中进行加工,通过模具机构42将制砖备用料和放置在模具机构内的塑料框架混合,夯实并切割,得到初始砖坯;通过打孔机构43对初始砖坯进行打孔,打孔位置和通孔大小根据需求设定,得到打孔砖坯;通过防滑设置机构44对打孔砖坯的正面涂抹防滑层,得到待定型砖坯。
29.s400、砖坯定型:根据需求,在成型机6中设置透水砖形状,设定成型机6的压力为25mpa,通过水平传送带5将待定型砖坯送入成型机6,成型机6通过振动挤压,得到定型砖坯。
30.s500、烘干:通过水平传送带5将定型砖坯放入烘干窑7中进行烘干,设定烘干窑7内的温度为180℃,烘干20小时后,降温冷却4小时,得到干透水砖。
31.s600、质量检测:通过水平传送带5将干透水砖送至质量检测机8,通过抗压检测机构81检测干透水砖的抗压性能,通过透水率检测机构82检测干透水砖的透水率,在常温下,若透水率达到
15cm/s且抗压强度为30mpa,则当前透水砖合格;否则透水砖不合格。
32.通过本制作工艺制作的透水砖成本低廉,透水率和抗压能力强,且全自动工艺,提升工作效率。
33.实施例2本发明实施例提供一种透水砖的制造工艺,请参阅图1,包括以下步骤:s100、准备原料:获取若干份建筑废料、若干份页岩、若干份水泥、若干份碳纤维、若干份再生纤维素纤维、若干份聚丙烯纤维、若干份玻璃纤维、若干份聚四氟乙烯纤维和若干份石墨烯纤维。
34.将建筑废料中的金属制品通过建筑废料分离装置分离开,并且通过网筛筛选出直径为10毫米的建筑废料颗粒,备用。
35.将页岩通过页岩粉碎机粉碎成直径为5毫米的页岩颗粒,备用。
36.按照碳纤维10%、再生纤维素纤维11%、聚丙烯纤维22%、玻璃纤维23%、聚四氟乙烯纤维16%、石墨烯纤维26%比例混合得到防裂纤维。
37.按照建筑废料颗粒60份、页岩颗粒15份、水泥30份和防裂纤维20份的比例混合,放入原料混合机1中进行混合得到混合原料。
38.s200、加工原料:将混合原料通过斜向传送带2传送至搅拌机3,再向搅拌机3中加入清水,混合原料与清水的比例为1:0.8,设置搅拌机3的搅拌速率为300转/分钟,搅拌机3工作25分钟后,暂停10分钟,让混合原料与清水充分混合,再搅拌25分钟后停止搅拌,得到制砖备用料。
39.s300、制砖机制砖:通过斜向传送带2将制砖备用料放入制砖机4中进行加工,通过模具机构42将制砖备用料和放置在模具机构内的塑料框架混合,夯实并切割,得到初始砖坯;通过打孔机构43对初始砖坯进行打孔,打孔位置和通孔大小根据需求设定,得到打孔砖坯;通过防滑设置机构44的网状模具在打孔砖坯表面压印出防滑层,得到待定型砖坯。
40.s400、成型机定型:根据需求,在成型机6中设置透水砖形状,设定成型机6的压力为35mpa,通过水品传送带5将待定型砖坯送入成型机6,成型机6通过振动挤压,得到定型砖坯。
41.s500、烘干:通过水平传送带5将定型砖坯放入烘干窑7中进行烘干,设定烘干窑内的温度为200℃,烘干30小时后,降温冷却6小时,得到干透水砖。
42.s600、质量检测:通过水平传送带5将干透水砖送至质量检测机8,进行透水率和抗压强度检测,在常温下,若透水率达到20cm/s且抗压强度为35mpa,则当前透水砖合格;否则透水砖不合格。
43.实施例3为了实现上述实施例1和实施例2的透水砖的制造工艺,本发明实施例提供一种透水砖的制造设备,请参阅图2,包括:
原料混合机1、搅拌机3、制砖机4、成型机6、烘干窑7、质量检测机8、若干斜向传送带2和若干水平传送带5;搅拌机3分别与原料混合机1和制砖机4通过斜向传送带2连接;成型机6分别与制砖机4和烘干窑7通过所属水平传送带5连接;烘干窑7与质量检测机8通过水平传送带连接。
44.原料混合机1和搅拌机3中均设置有若干搅拌臂,搅拌臂分别与原料混合机1和搅拌机3底部中心点通过转动杆连接。
45.制砖机4包括底座41、模具机构42、打孔机构43、防滑设置机构44和若干转送板45;模具机构42、打孔机构43和防滑设置机构44均设于底座41上,打孔机构43位于模具机构42和防滑设置机构44中间;打孔机构43与模具机构42和防滑设置机构44中间位于底座41上分别设有转送板45。
46.质量检测机8包括抗压检测机构81和透水率检测机构82;抗压检测机构81用于检测透水砖的抗压强性能,透水率检测机构82用于检测透水砖的透水率。
47.上述本发明实施例公开实施例序号仅仅为了描述,不代表实施例的优劣。
48.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。