1.本发明涉及电路板技术领域,特别涉及一种无金属侧壁交叉盲槽板的生产方法。
背景技术:
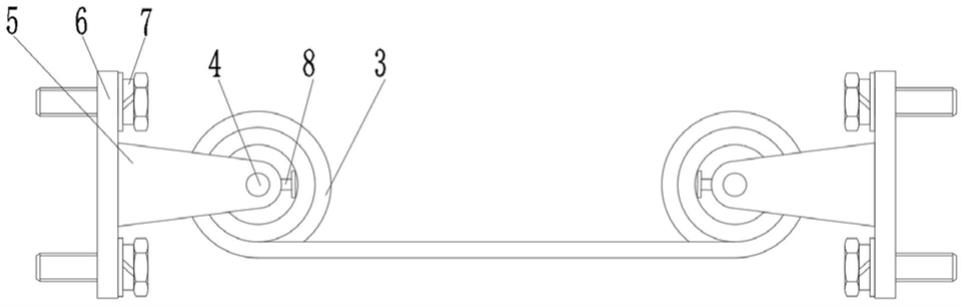
2.在目前的印制电路板行业内,盲槽板上的盲槽贯穿内层芯板。当盲槽内存在金属化孔时,参照图1,常规做法是先使用激光钻出盲槽后再钻出盲槽内的金属化孔,后经过沉铜以及全板电镀实现孔内金属化,因此盲槽的侧壁会不可避免地随着盲槽内孔一同金属化。在使用含玻纤类的芯板材料时,由于芯板材料内玻纤的吸光度小于树脂,盲槽侧壁会有轻微的玻纤凸出,后续沉铜再进行全板电镀时会存在尖端放电,导致盲槽侧壁出现较大的铜瘤突起,影响盲槽侧壁的平整度,最终导致槽体与器件装配效果较差。
技术实现要素:
3.本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种具有无金属侧壁交叉盲槽板的生产方法,能够实现盲槽侧壁的非金属化,避免含玻纤类材料产生的侧壁铜瘤问题。
4.根据本发明的第一方面实施例的具有无金属侧壁交叉盲槽板的生产方法,包括以下生产步骤:步骤a,在至少两片双面覆铜板制作出图形路线,在刻蚀出路线后经粘结片压合粘结形成多层板;步骤b,在多层板上制作出盲槽;步骤c,在多层板外层及所形成的盲槽中钻出通孔,进行沉铜以及全板电镀,多层板上形成贯穿整板和形成在盲槽中的金属化孔;步骤d,在盲槽槽底以及所有金属化孔侧壁上铺设防护层;步骤e,将含防护层的多层板经过减铜线,去除盲槽侧壁所镀上的铜层;步骤f,褪除防护层,去除盲槽槽底和金属化孔侧壁上的防护层,形成交叉盲槽板。
5.根据本发明实施例的具有无金属侧壁交叉盲槽板的生产方法,至少具有如下有益效果:克服了盲槽在含有金属化孔时无法实现侧壁非金属化的技术问题,消除玻纤材料中盲槽侧壁因金属化产生铜瘤的缺陷,提高盲槽与后续元器件的可装配性,还消除了侧壁金属化所带来的镀铜厚度不均的隐患,显著提高了盲槽的尺寸精度。
6.根据本发明的一些实施例,在步骤d中,防护层为阻焊油墨,在所有金属化孔以及盲槽槽底覆盖阻焊油墨。
7.根据本发明的一些实施例,在步骤d中,盲槽槽底阻焊油墨覆盖面与盲槽槽底边缘相间2mil,金属化孔在多层板外层的孔口位置处阻焊油墨覆盖面比孔口面大5mil。
8.根据本发明的一些实施例,在步骤f中,将减铜后的盲槽板进行褪阻焊,去除盲槽槽底以及金属化孔孔内的阻焊油墨。
9.根据本发明的一些实施例,在步骤d中,防护层为湿膜,在所有金属化孔以及盲槽槽底覆盖湿膜。
10.根据本发明的一些实施例,步骤c中,沉铜控制形成的金属铜层厚度在5μm,在步骤e中,过减铜线的减铜厚度按5μm进行控制,去除盲槽侧壁镀上的铜层。
11.根据本发明的一些实施例,步骤b中,使用激光铣盲槽工艺制作出盲槽:先采用负片光成像刻蚀掉上层双面覆铜板中第一层金属层盲槽位置的铜,在漏出芯板介质后激光铣出盲槽。
12.根据本发明的一些实施例,还包括步骤g,将交叉盲槽板的板面打磨平整。
13.根据本发明的一些实施例,还包括步骤h,采用全板电镀将金属层进行加厚。
14.本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
15.本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
16.图1为原交叉盲槽板的结构示意图;
17.图2为本发明实施例中步骤a的加工过程示意图;
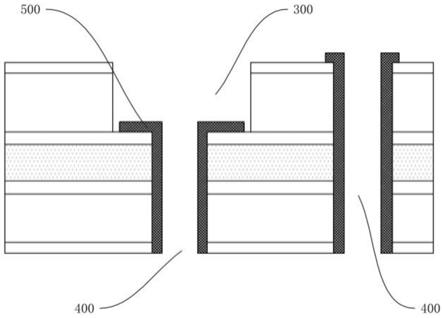
18.图3为本发明实施例中步骤b的加工过程示意图;
19.图4为本发明实施例中步骤c的加工过程示意图;
20.图5为本发明实施例中步骤d的加工过程示意图;
21.图6为本发明实施例中步骤e的加工过程示意图;
22.图7为本发明实施例中步骤f的加工过程示意图。
23.附图标注:
24.双面覆铜板100、粘结片200、盲槽300、金属化孔400、金属铜层500、防护层600。
具体实施方式
25.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
26.在本发明的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
27.在本发明的描述中,若干的含义是一个或者多个,多个的含义是两个或两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
28.本发明的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本发明中的具体含义。
29.以下对本发明实施例的交叉盲槽板的生产方法进行说明。
30.本发明盲槽实现侧壁非金属化的盲槽板制作,在加工出盲槽后钻出盲槽内的通孔,采用电镀沉铜工艺实现盲槽和槽内通孔金属化,将需要保留金属侧壁和金属面的部分
覆盖上防护层,经过减铜线后褪去防护层,实现盲槽侧壁非金属化。
31.其生产流程如下:
32.双面覆铜板制作并压合粘结形成电路板
→
电路板开槽及钻孔
→
沉铜
→
槽底及金属化孔覆盖防护层
→
减铜
→
去防护层
→
板面打磨。
33.参照图2至图7,通过以上流程,其具体的生产实施方式如下:
34.步骤a,在至少两片双面覆铜板100上制作图形路线,在刻蚀出路线后经粘结片200压合形成多层板,该多层板可以由两片、三片或三片以上的双面覆铜板100压合而成,本实施例中多层板由两片双面覆铜板100制作而成;
35.步骤b,在多层板上制作出盲槽300,利用铣槽工艺,打穿上层双面覆铜板100中的最外层铜层和介质层,第二层铜层形成盲槽300的底部,当然还可根据多层板的盲槽设计要求合理设计盲槽300深度;
36.步骤c,在多层板外层及所形成的盲槽300中钻出通孔,并进行沉铜以及全板电镀,在通孔侧壁以及盲槽300上镀上一层金属铜层500,多层板上形成贯穿整板和形成在盲槽300中的金属化孔400,其中,金属化孔400是指侧壁金属化的通孔,贯穿整板以及盲槽300内的金属化孔400可根据要求合理设计;
37.步骤d,在盲槽300槽底以及所有金属化孔400侧壁上铺设防护层600,防护层600将需要保留金属层的部分保护住,使得需要去金属化的盲槽300侧壁露出,对盲槽300槽地和金属化孔400侧壁起到保护作用;
38.步骤e,使含防护层600的多层板经过减铜线,减铜线除去盲槽300侧壁所镀上的金属铜层500,令原铣槽侧壁重新显现,实现盲槽300侧壁非金属化;
39.步骤f,褪除防护层600,去除盲槽300槽底和金属化孔400侧壁上的防护层600,盲槽300槽底和金属化孔400侧壁上的金属铜层500重新出现在多层板上,形成交叉盲槽板,从而生产出不带金属侧壁盲槽300的盲槽板。
40.需要说明的是,经过减铜线时,减铜深度与电镀厚度相对应,在本实施例中,步骤c中的沉铜电镀形成的金属铜层在5μm左右,而步骤e中减铜线相应的减铜厚度按5μm进行控制,去除盲槽侧壁镀上的铜层,其电镀形成的铜层厚度应与减铜线的减铜深度相同。
41.步骤e
‑
f为本生产方法中盲槽侧壁铜层的去除过程,可根据防护层的设置不同分为两种不同的方式,具体如下:
42.方式一:将所有金属化孔和盲槽槽底覆盖上阻焊油墨在进行减铜,阻焊油墨是一种良好的保护剂,具有良好的耐化学药品性、耐溶剂性、耐热性和绝缘性,可防止减铜溶剂对金属铜层的影响,在减铜完成后可通过其他naoh等溶剂除去;
43.方式二:采用湿膜替换阻焊油墨作为金属化孔和盲槽槽底位置的防护层,在减铜完成后取出湿膜便可实现盲槽侧壁的去金属化。
44.以上两种方法均能够克服盲槽内含有金属化孔的交叉盲槽板不能实现侧壁金属化的技术问题。
45.在本发明优选的一些实施例中,步骤d中盲槽槽底阻焊油墨覆盖面与盲槽槽底边缘相间2mil,避免下一步去除盲槽侧壁金属铜层时药水流通不佳,金属化孔在多层板外层的孔口位置处阻焊油墨覆盖面比孔口面大5mil,能够完全覆盖金属化孔的孔口处,避免下一步减铜过程中孔内金属层与表层或盲槽槽底上的金属铜层断开。
46.在步骤b中,为更好配合无金属侧壁盲槽的生产过程,使用以下激光盲槽工艺制作出盲槽:先采用负片光成像刻蚀掉上层双面覆铜板中第一层金属层盲槽位置相同位置处的铜,在漏出芯板介质后激光铣出盲槽,使得上片双面覆铜板中位于内板上的内层铜显露出形成盲槽的槽底。
47.在后续的步骤中,还可包括步骤g和步骤h。其中步骤b,将交叉盲槽板的板面打磨平整,形成平整度良好的交叉盲槽板;步骤h,采用全板电镀将金属层进行加厚,后续再常规外层制作线路即可完成整个交叉盲槽板的制作。
48.上面结合附图对本发明实施例作了详细说明,但是本发明不限于上述实施例,在所属技术领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下作出各种变化。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。