1.本实用新型涉及瓷砖包装领域,特别是指一种用于瓷砖码垛的机器人夹具及瓷砖码垛设备。
背景技术:
2.码包机是一种机电一体化的产品,可以集成在任何生产线中,尤其是自动化立体仓库设备中,为生产现场提供智能化、机器人化、网络化支持,主要功能是完成对胶块、箱体和瓶体等各种产品的码垛。
3.目前,现有陶瓷行业的机械手码包机夹具,一般夹取单片瓷砖(未包装)和码包整包瓷砖(包装好)的夹具通过两种不同结构夹具来实现,而且在夹取不同片数或不同规格的瓷砖时需要调节夹具的夹取位置来实现的,包装设备机械手在夹取片式或箱式瓷砖时,只能根据固定的片数或包数夹取,如果改变片数或包数时只能通过调节夹具的尺寸来实现,而且平板式夹板容易造成片状的瓷砖在夹取后,底部散开成扇形,造成瓷砖码垛时松散。
4.因此,提供一种能实现不同规格,不同包数或片数的砖包时不需要更换夹具来实现码包的码垛机器人夹具十分有必要。
技术实现要素:
5.为了解决现有夹具在夹取片式或箱式瓷砖进行码垛时夹持效果差,不便于转产的不足,本实用新型提供了一种用于瓷砖码垛的机器人夹具,能实现在码放不同规格,不同包数或片数的砖包时自动调节来进行码包,且不会出现夹取片状的瓷砖时,底部散开成扇形,瓷砖码垛松散的情况。
6.本实用新型采取的技术方案如下:
7.一种用于瓷砖码垛的机器人夹具,包括安装板以及夹持组件,所述夹持组件设置于安装板下方,还包括调节装置,所述调节装置可拆卸连接于安装板上方边部,所述夹持组件包括固定夹板、活动夹板以及多个往复式直线驱动装置,所述固定夹板固定连接于安装板下方,所述活动夹板可拆卸连接于往复式直线驱动装置,所述活动夹板与固定夹板形成夹持空间,所述往复式直线驱动装置与调节装置相连。
8.作为优选,所述夹持组件还包括多组安装座,所述安装座包括导向杆以及设置于导向杆两端的端头,所述端头可拆卸连接于安装板,所述导向杆可拆卸连接于端头,所述活动夹板通过导向杆活动连接于安装座。
9.作为优选,所述固定夹板与活动夹板相对的两个侧面均设置有缓冲垫,所述缓冲垫可拆卸连接于固定夹板与活动夹板,所述缓冲垫为带斜面的缓冲垫,所述缓冲垫沿远离安装板的方向逐渐变厚。
10.作为优选,所述往复式直线驱动装置包括活塞杆以及气缸,所述活塞杆一端与气缸相连,所述活塞杆另一端与活动夹板相连,所述气缸可拆卸连接于安装板。
11.作为优选,所述调节装置包括调节阀以及调节支架,所述调节支架可拆卸连接于
安装板,所述调节阀可拆卸连接于调节支架。
12.作为优选,所述安装板四条侧边均固定连接有挡板,所述挡板的高度低于固定夹板以及活动夹板,所述挡板互相连接围成矩形方框。
13.作为优选,所述挡板外侧可拆卸连接有检测装置,所述检测装置在水平面上的投影位于固定夹板与活动夹板在水平面上的投影之间贴近固定夹板投影的位置。
14.作为优选,所述安装板上方设置有连接件,所述连接件位于安装板中部,所述连接件可拆卸连接于安装板,所述连接件为机器人连接法兰。
15.作为优选,所述安装板上方可拆卸连接有多个控制阀,所述控制阀与气缸相连且一一对应,所述控制阀具体为电磁阀。
16.本实用新型还公开了一种应用上述机器人夹具的瓷砖码垛设备,包括多个承托倾斜装置、码包机器人、多个水平捆轧机、多条链式输送线、栈板取放机器人、第一栈板输送部件、栈板库部件、第二栈板输送部件以及汇流输送线,所述多个承托倾斜装置分别与多条链式输送线对接,所述码包机器人设置于相邻两个承托倾斜装置之间,所述多个水平捆轧机分别设置于承托倾斜装置与链式输送线的连接处,所述栈板取放机器人设置于多条链式输送线之间用于抓取栈板后放置在所述链式输送线上,所述码包机器人将砖包抓取放置在所述栈板上码成砖垛,所述水平捆轧机用于码垛结束后在所述承托倾斜装置上方对砖垛进行捆扎,所述第一栈板输送部件、栈板库部件以及第二栈板输送部件依次连接,所述汇流输送线设置于链式输送线与第二栈板输送部件之间,所述链式输送线靠近第二栈板输送部件的一端与汇流输送线对接,所述码包机器人包括码包机器人基座、工业机器人以及机器人夹具,所述工业机器人为六轴工业机器人,所述机器人夹具设置于工业机器人手臂末端。
17.有益效果
18.1.本实用新型提出的一种用于瓷砖码垛的机器人夹具,包括安装板、调节装置以及夹持组件,其中夹持组件设置于安装板下方,调节装置可拆卸连接于安装板上方边部,夹持组件包括固定夹板、活动夹板以及多个往复式直线驱动装置,固定夹板固定连接于安装板下方,活动夹板可拆卸连接于往复式直线驱动装置,活动夹板与固定夹板形成夹持空间受往复式直线驱动装置调节,往复式直线驱动装置与调节装置相连且受调节装置节制,使得夹具可以根据待夹取的物品的尺寸自动调整,在码放不同规格,不同包数或片数的砖包时自动调节来进行码包,且不会出现夹取片状的瓷砖时,底部散开成扇形,瓷砖码垛松散的情况;
19.2.通过在固定夹板与活动夹板相对的两个侧面均设置有缓冲垫,缓冲垫可拆卸连接于固定夹板与活动夹板,缓冲垫为带斜面的缓冲垫,缓冲垫沿远离安装板的方向逐渐变厚,使得固定夹板与活动夹板对于待夹取物品的夹持更加稳固,有利于提升夹取过程的安全性;
20.3.通过在挡板外侧可拆卸连接有检测装置,检测装置在水平面上的投影位于固定夹板与活动夹板在水平面上的投影之间贴近固定夹板投影的位置,在夹取砖包时,可以铜鼓检测装置判定砖包是否夹稳,在出现意外情况,固定夹板与活动夹板之间夹取的物品掉落时,检测装置可以及时发现,避免意外扩大,引发更严重的后果。
附图说明
21.图1是本实用新型实施例一的结构示意图;
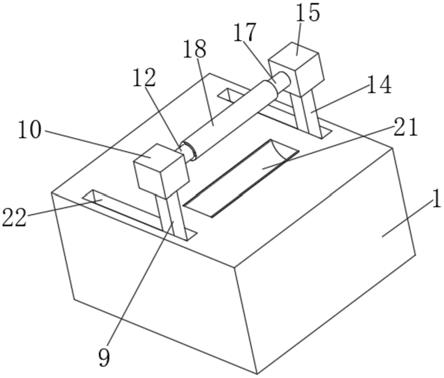
22.图2是本实用新型取下挡板后安装板下方的结构示意图;
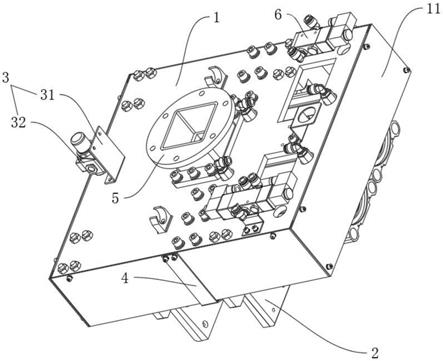
23.图3本实用新型中气管、控制阀、调节阀以及气缸连接关系示意图;
24.图4是本实用新型的实施例二的结构示意图;
25.图5是本实用新型的实施例二中承托倾斜装置的结构示意图;
26.图6是本实用新型的实施例二中链式输送线的结构示意图;
27.图7是本实用新型的实施例二中第一栈板输送部件的结构示意图;
28.图8是本实用新型的实施例二中栈板库部件的结构示意图;
29.图9是本实用新型的实施例二中第二栈板输送部件的结构示意图;
30.图10是本实用新型中实施例二中栈板顶升部件的顶升高度示意简图。
31.其中,各附图标记所指代的技术特征如下:
32.1、安装板;11、挡板;2、夹持组件;21、固定夹板;22、活动夹板;23、往复式直线驱动装置;231、活塞杆;232、气缸;24、安装座;241、导向杆;242、端头;25、缓冲垫;3、调节装置;31、调节支架;32、调节阀;4、检测装置;5、连接件;6、控制阀;7、气管;100、承托倾斜装置;101、砖包;102、砖垛;103、栈板;104、栈板垛;110、拍齐组件;111、扶垛架;112、对中板;113、调节组件;120、顶升组件;130、导向输送组件;140、驱动组件;150、承托基座;200、码包机器人;201、码包机器人基座;202、工业机器人;203、机器人夹具;300、水平捆轧机;400、链式输送线;401、输送机架;402、链式输送电机;403、链条;404、对齐部件;405、传动部件;406、导向部件;500、栈板取放机器人;600、第一栈板输送部件;601、第一栈板输送机架;602、第一栈板挡架;603、第一栈板输送线;604、第一栈板输送电机;700、栈板库部件;701、栈板库机架;702、栈板顶升部件;703、栈板库输送线;704、栈板夹持部件;705、栈板库输送电机;800、第二栈板输送部件;801、第二栈板输送机架;802、第二栈板输送线;803、第二栈板输送电机;900、汇流输送线;p1、位置一;p2、位置二。
具体实施方式
33.在下文的具体实施方式中,将参照构成本说明书一部分的附图。在不偏离在此展示的实用新型主题的原理和范围的情况下,在本文中大致描述的以及附图中所图示的本实用新型的各方面可以在宽泛的配置变化中进行排列、替换、组合和分拆,所有这些排列、替换、组合和分拆均落入本实用新型的范围之内。
34.实施例一:
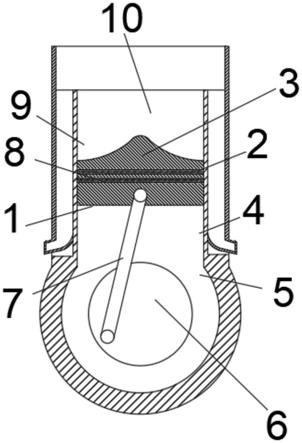
35.如图1至图3所示,本实用新型公开了一种用于瓷砖码垛的机器人夹具,包括安装板1、夹持组件2以及调节装置3,夹持组件2可拆卸连接于安装板1下方,调节装置3可拆卸连接于安装板1上方边部。
36.夹持组件2包括固定夹板21、活动夹板22、多个往复式直线驱动装置23以及多组安装座24,在本实施例中往复式直线驱动装置23共有两个,安装座24共有两组,固定夹板21固定连接于安装板1下方,活动夹板22可拆卸连接于往复式直线驱动装置23,活动夹板22与固定夹板21形成夹持空间受往复式直线驱动装置23调节。
37.固定夹板21与活动夹板22相对的两个侧面均设置有缓冲垫25,缓冲垫25可拆卸连
接于固定夹板21与活动夹板22,缓冲垫25为带斜面的缓冲垫25,缓冲垫25沿远离安装板1的方向逐渐变厚,往复式直线驱动装置23包括活塞杆231以及气缸232,固定夹板21与活动夹板22中部均开有供活塞杆231穿过的通孔,活塞杆231穿过固定夹板21与活动夹板22且一端与气缸232固定连接在一起,活塞杆231另一端与活动夹板22可拆卸连接在一起,气缸232可拆卸连接于安装板1。
38.调节装置3包括调节阀32以及调节支架31,调节支架31可拆卸连接于安装板1上方边部,调节阀32可拆卸连接于调节支架31,往复式直线驱动装置23与调节装置3相连且受调节装置3节制。
39.夹持组件2还包括多组安装座24,在本实施例中,安装座24共有两组,安装座24包括导向杆241以及设置于导向杆241两端的端头242,端头242可拆卸连接于安装板1,导向杆241可拆卸连接于端头242,固定夹板21与活动夹板22靠近边部的位置均开有供导向杆241穿过的通孔,导向杆241穿过固定夹板21与活动夹板22,活动夹板22通过导向杆241活动连接于安装座24。
40.安装板1四条侧边均固定连接有挡板11,挡板11的高度低于固定夹板21以及活动夹板22,挡板11互相连接围成矩形方框,挡板11外侧可拆卸连接有检测装置4,检测装置4在水平面上的投影位于固定夹板21与活动夹板22在水平面上的投影之间贴近固定夹板21投影的位置,检测装置为光电检测装置。
41.安装板1上方还设置有连接件5以及多个控制阀6,在本实施例中,控制阀6共有两个,连接件5位于安装板1中部,连接件5可拆卸连接于安装板1,连接件5为机器人连接法兰,控制阀6与气缸232相连且一一对应,控制阀6可拆卸连接于气缸232上方的顶板上,控制阀6具体为电磁阀,控制阀6、调节阀32以及气缸232通过气管7依次连接在一起。
42.本实施例的工作原理:首先通过连接件5将本装置与工业机器人连接;
43.在夹取瓷砖砖包前,控制阀6打开,在调节阀32的控制下,压缩气体通过气管7进入气缸232,气缸232开始工作,活塞杆231推动活动夹板22沿着导向杆241运动,调整固定夹板21与活动夹板22的位置,使得固定在固定夹板21与活动夹板22之间的缓冲垫25的距离大于待夹取瓷砖砖包的厚度,准备夹取瓷砖砖包;
44.在夹取瓷砖砖包时,通过调节阀32调整固定夹板21与活动夹板22的位置,使得固定夹板21与活动夹板22将瓷砖砖包夹紧,便于工业机器人运送;
45.在夹取瓷砖砖包后,检测装置4被瓷砖砖包遮挡,无法接收到光信号,检测装置4将瓷砖砖包被夹住的信息通过电信号的方式传递给工业机器人,工业机器人将瓷砖砖包运送到预定位置,调节阀32调整固定夹板21与活动夹板22的位置,使得固定夹板21与活动夹板22将瓷砖砖包松开,然后回到初始位置进行下一轮瓷砖砖包夹取;
46.在出现意外,瓷砖砖包从固定夹板21与活动夹板22之间掉落时,检测装置4重新接收到光信号,检测装置4将瓷砖砖包掉落的信息通过电信号的方式传递给工业机器人,工业机器人停止工作。
47.实施例二:
48.参照图4,本实施例公开了一种应用实施例一所涉及的机器人夹具的瓷砖码垛设备,包括多个承托倾斜装置100、码包机器人200、多个水平捆轧机300、多条链式输送线400、栈板取放机器人500、第一栈板输送部件600、栈板库700、第二栈板输送部件800以及汇流输
送线900,在本实施例中,承托倾斜装置100、水平捆轧机300以及链式输送线400的数量都为二且均沿同一直线对称设置,承托倾斜装置100分别与链式输送线400对接,码包机器人200设置于两个承托倾斜装置100之间,两个水平捆轧机300分别设置于承托倾斜装置100与链式输送线400的连接处,水平捆轧机300用于码垛结束后直接在承托倾斜装置100上方对砖垛102进行捆扎,第一栈板输送部件600、栈板库部件700以及第二栈板输送部件800依次连接,栈板取放机器人500设置于两条链式输送线400之间,两条链式输送线400通过栈板取放机器人500连通第二栈板输送部件800,汇流输送线900与链式输送线400靠近栈板取放机器人500的一端对接,码包机器人200包括码包机器人基座201、工业机器人202以及机器人夹具203,工业机器人202为六轴工业机器人,机器人夹具203可拆卸连接于工业机器人202手臂末端。
49.参考图4与图5,承托倾斜装置100包括拍齐组件110、顶升组件120、导向输送组件130、两个驱动组件140以及承托机座150,拍齐组件110、顶升组件120、导向输送组件130、以及两个驱动组件140均设置于承托机座150上,导向输送组件130位于承托机座150上方中部,顶升组件120位于导向输送组件130下方,拍齐组件110位于导向输送组件130周侧,拍齐组件110、顶升组件120以及导向输送组件130均与驱动组件140相连且受驱动组件140控制。拍齐组件110包括扶垛架111、对中板112、用于调整扶垛架111与对中板112位置的调节组件113以及限位板114,调节组件113还包括对中块1131,导向输送组件130远离链式输送线400的一侧以及运动方向的左右两侧均设有对中板112,扶垛架111位于对中板112远离导向输送组件130的一侧,扶垛架111位于导向输送组件130远离链式输送线400的一侧以及导向输送组件130远离码包机器人200的一侧,限位板114的竖直截面呈l形,限位板114位于导向输送组件130靠近链式输送线400的一侧,导向输送组件130具体为链式传送带,限位板114设置于导向输送组件130的两根链条之间,对中块1131位于远离码包机器人200的那块对中板112的外侧。
50.参考图6,链式输送线400包括输送机架401、链式输送电机402、链条403、对齐部件404、传动部件405以及导向部件406,链式输送电机402固定连接于输送机架401侧面,导向部件406设置于输送机架401中部,链条403通过导向部件406可拆卸连接于输送机架401,链条403通过传动部件405与链式输送电机402相连,对齐部件404固定连接于输送机架401,对齐部件404相对设置于链条403外侧。
51.参考图7,第一栈板输送部件600包括第一栈板输送机架601、第一栈板挡架602、第一栈板输送线603以及第一栈板输送电机604,第一栈板输送线603设置于第一栈板输送机架601上,第一栈板输送电机604与第一栈板输送线603相连且为第一栈板输送线603提供动力,第一栈板挡架602固定连接于第一栈板输送机架601,第一栈板挡架602位于第一栈板输送线603一侧。
52.参考图4与图8,栈板库7包括栈板库机架701、栈板顶升部件702、栈板库输送线703、栈板夹持部件704以及栈板库输送电机705,栈板库输送线703设置于栈板库机架701上,栈板库输送电机705与栈板库输送线703相连且为栈板库输送线703提供动力,栈板顶升部件702固定连接于栈板库机架701,栈板顶升部件702相对设置于栈板库输送线703中间下方,栈板夹持部件704固定连接于栈板库机架701,栈板夹持部件704设置于栈板库机架701两侧的位置。
53.参考图4与图9,第二栈板输送部件800包括第二栈板输送机架801、第二栈板输送线802以及第二栈板输送电机803,第二栈板输送线802设置于第二栈板输送机架801上,第二栈板输送电机803与第二栈板输送线802相连且为第二栈板输送线802提供动力。
54.本实施例的工作原理为:
55.s1、准备栈板:单块栈板103堆叠成的栈板垛104经叉车放到第一栈板输送部件600,栈板垛104通过第一栈板输送部件600进入栈板库后700,开始进行切分。第一栈板输送部件600配备有一个栈板垛运动提醒装置,用于提示栈板垛通过第一栈板输送部件600进入栈板库700这一过程;
56.s2、切分单个栈板:栈板顶升部件702将堆叠的栈板垛104向上顶升使其离开栈板库输送线703,然后栈板夹持部件704将栈板垛104中从栈板顶升部件702顶升方向上的第二个单个栈板103的位置夹持后,栈板垛104中位于最底层的栈板随所述栈板顶升部件702开始下降,附着在栈板顶升部件702的栈板下降到栈板库输送线703上,完成单个栈板的切分,栈板库700切分的单块栈板103经栈板库输送线703输送到第二栈板输送部件800的待取位置。该步骤中通过栈板顶升部件702和栈板夹持部件704配合工作,对栈板垛104进行切分。具体地,栈板顶升部件702由气缸驱动,栈板顶升部件702的顶升高度有两个,参照图10,一个顶升的高度位置是与栈板顶升部件702的夹具下端面持平的位置一p1,另外一个顶升的高度位置是栈板顶升部件702的夹具下方距离夹具下端面一个栈板103高度的位置二p2。栈板顶升部件702配备有一个余量检测装置,用于在栈板库700的栈板夹持部件704所夹持的栈板103只剩下最后一块时,提醒第一栈板输送部件600将单块栈板103堆叠成的栈板垛104输送到栈板库700,具体切分过程包括以下步骤:
57.s21、第一块栈板切分过程:栈板顶升部件702上升到位置二p2,栈板夹持部件704夹持栈板垛104,栈板顶升部件702下降回位的同时将所述第一块栈板103也带着下降到栈板库输送线703上,完成第一块栈板的切分;
58.s22、中间栈板切分过程:栈板顶升部件72上升到位置一p1,栈板夹持部件704释放栈板垛,栈板顶升部件702下降到位置二p2,栈板夹持部件704夹持栈板垛104,栈板顶升部件702下降回位的同时将此时栈板垛104中最底下的栈板103也带着下降到栈板库输送线703上,如此循环中间栈板切分过程,完成中间栈板的切分;
59.s23、最后一块栈板切分过程:栈板顶升部件702上升到位置一p1,栈板夹持部件704释放栈板垛,栈板顶升部件702下降回位的同时将所述最后一块栈板103也带着下降到栈板库输送线703上,完成最后一块栈板103切分。
60.s3、输送栈板:栈板库700切分的单块栈板103经栈板库输送线703输送到第二栈板输送部件800的待取位置后,栈板取放机器人500将单块栈板103从第二栈板输送部件800抓取并移送到链式输送线400,拍齐对中后再经由链式输送线400进入承托倾斜装置100,承托倾斜装置100开始对栈板103进位定位,具体定位过程为:首先限位板114将栈板103靠近链式输送线400一侧的位置通过自身的l形结构确定,然后扶垛架111中远离靠近链式输送线400的一个通过同位置的对中板112将栈板103远离链式输送线400一侧的位置确定,并与限位板114配合将栈板103在链式输送线400的运动方向上锁定,接着通过对中板112中靠近码包机器人200的那块将栈板103在靠近码包机器人200的位置通过抵接确定,最后通过对中块1131将栈板103在远离码包机器人200的位置通过抵接确定,并与限位板114配合将栈板
103在垂直于链式输送线400的运动方向上锁定。顶升组件120缩回使栈板103保持倾斜角度,并由倾斜方向的两侧扶垛架111向上伸出,保持在栈板103两侧边缘处于扶垛状态,等待码包机器人200进行瓷砖的砖包101码放;
61.s4、砖包101的码放以及捆扎:码包机器人200按预定规格将砖包101在倾斜状态栈板103上码放成砖垛102,在瓷砖砖垛102码放完成后,水平捆轧机300开始下降,水平捆轧机300下降到第一条带(砖垛上端位置),顶升组件120顶升,使砖垛102保持水平位置,水平捆轧机300开始捆轧第一条带,捆轧完成后,通过调节组件113改变扶垛架111的位置,使得扶垛架111与地面平齐,水平捆轧机300下降到第二条带(砖垛中间位置)进行捆扎,捆轧完成后,水平捆轧机300下降到第三条带(砖垛下端位置)进行捆扎,捆轧完成后,水平捆轧机300开始上升至上端(机器人工作区域安全高度上方),砖垛102捆扎完成;
62.s5、砖垛运输:捆扎好的砖垛102通过承托倾斜装置100的导向输送组件130进入链式输送线400,再经过链式输送线400的输送,通过汇流输送线900送入仓库;
63.s6、重复过程s1到s5,循环作业。
64.根据上述说明书的揭示和教导,本实用新型所属领域的技术人员还可以对上述实施方式进行变更和修改。因此,本实用新型并不局限于上面揭示和描述的具体实施方式,对实用新型的一些修改和变更也应当落入本实用新型的权利要求的保护范围内。此外,尽管本说明书中使用了一些特定的术语,但这些术语只是为了方便说明,并不对实用新型构成任何限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。