1.本实用新型涉及跳动量检测技术领域,尤其涉及一种薄壁轴管跳动量检测装置。
背景技术:
2.轴管是传动轴总成的零部件之一,径向跳动量可以用来判断轴管各处的变形情况,同时也是轴管类零件精度质量的重要衡量指标。径向跳动误差的检测通常是用两端装夹机构的连线来体现基准轴线,在被测表面的法线方向,使检测机构的检测头与被测表面接触。现有的跳动量检具多为人工放置和取出工件,检测不合格的零件也需要人工分拣,自动化程度低;且检测时只能检测单个截面的径向圆跳动误差,不能检测多个截面;检测机构更不能连续移动来检测工件的全跳动误差。
技术实现要素:
3.本实用新型的目的在于提供一种薄壁轴管跳动量检测装置,以解决现有技术中存在的检测不合格的零件需要人工分拣和自动化程度低的技术问题。
4.本实用新型为解决上述技术问题所采用的技术方案是:一种薄壁轴管跳动量检测装置,包括底座,底座上长度方向一侧设有用于自动推出轴管的送料机构,底座上长度方向另一侧设有移料构件,所述移料构件包括设在底座上的两个与底座宽度方向平行的移料滑轨、设在两个移料滑轨之间的固定组件和设在移料滑轨的滑座上的用于装夹轴管两端的装夹组件;
5.所述固定组件设在移料滑轨一端位置处,移料滑轨的另一端设有用于检测轴管跳动量的检测机构,所述底座上固定组件和检测机构之间位置处依次开有废料槽和出料槽;
6.所述固定组件包括通过气缸设在底座上的两个竖向定位块、可升降设在定位块上方位置处的固定块和设在底座上定位块远离检测机构一侧的限位块,所述定位块用于放置送料机构推出的轴管,所述限位块用于限制定位块的上下移动的位置;
7.所述装夹组件包括设在移料滑轨的滑座上的进给滑轨、设在进给滑轨的滑块上的竖向支撑座、设在支撑座内的夹头,所述支撑座在进给滑轨上的滑动方向与进给滑轨在移料滑轨上的滑动方向相垂直。
8.进一步的,所述检测机构包括设在底座上与装夹组件的滑动方向相垂直的检测滑轨、设在检测滑轨上的两个滑台、设在滑台上的支架和设在支架上靠近出料槽一端的竖向检测传感器,两个滑台在检测滑轨上的滑动方向相反。
9.进一步的,所述送料机构包括设在底座上位于固定组件对侧位置处的竖向导料槽、设在底座上导料槽远离固定组件一侧的推料气缸和与推料气缸的活塞杆相连的推杆,导料槽包括长条形料槽和设在料槽底部的落料块,落料块上开有用于放置轴管的半圆通槽,所述推杆用于推动位于落料块上的轴管。
10.进一步的,所述导料槽与固定组件之间的最短距离大于装夹组件沿夹头轴线方向的长度。
11.进一步的,一侧进给滑轨的滑块上还设有驱动电机,所述驱动电机的输出轴与夹头相连。
12.进一步的,所述定位块上部和固定块下部均开有半圆通槽,定位块和固定块用于定位夹紧轴管,所述半圆通槽的轴线方向与装夹组件的滑动方向相垂直。
13.根据上述技术方案,本实用新型的有益效果是:
14.(1)本实用新型提供的轴管跳动量检测装置设有自动送料机构,通过导料槽存放轴管,并采用推杆将轴管自动推到固定位置处,自动化程度高。
15.(2)采用移料构件将位于固定组件位置处的轴管移送到检测工位,检测完成后轴管的自动落料到出料槽,检测不合格的轴管通过移料组件移送到废料槽位置处,实现了对合格零件和不合格零件的自动分拣,自动化程度高。
16.(3)检测滑轨上通过支架设有两个移动方向相反的检测传感器,可以连续移动来检测轴管的全跳动误差,两个检测传感器分别从轴管的两端移动到中间进行检测,缩短了检测时间,检测效率高。
附图说明
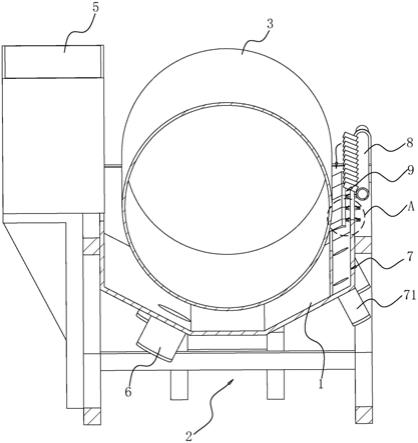
17.图1为本实用新型的结构示意图;
18.图2为本实用新型的导料槽示意图;
19.图3为本实用新型的推杆和轴管示意图;
20.图4为本实用新型的固定组件示意图。
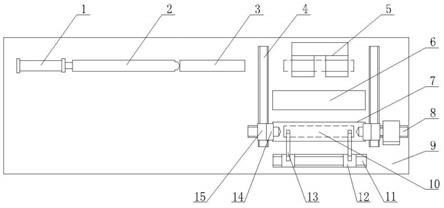
21.图中标记:1、推料气缸,2、推杆,3、导料槽,4、移料滑轨,5、固定组件,501、固定块,502、定位块,503、气缸,504、限位块,6、废料槽,7、出料槽,8、进给滑轨,9、底座,10、轴管,11、检测滑轨,12、滑台,13、支架,14、夹头,15、支撑座。
具体实施方式
22.下面结合附图及具体实施例对本实用新型作进一步的详细说明。
23.如图1
‑
4所示,一种薄壁轴管跳动量检测装置,包括底座9,底座9上长度方向一侧设有用于自动推出轴管10的送料机构,底座9上长度方向另一侧设有移料构件。所述移料构件包括设在底座9上的两个与底座9宽度方向平行的移料滑轨4、设在两个移料滑轨4之间的固定组件5和设在移料滑轨4的滑座上的用于装夹轴管10两端的装夹组件。
24.所述固定组件5设在移料滑轨4一端位置处,移料滑轨4的另一端设有用于检测轴管10跳动量的检测机构,所述底座9上固定组件5和检测机构之间位置处依次开有废料槽6和出料槽7。废料槽6下方位置处设有废料箱,出料槽7下部设有倾斜的导轨,导轨的下部与传送带相连。出料槽7位于靠近检测机构位置处,出料槽7上方位置即检测工位。检测完成后,两个夹头4相互远离移动,轴管10自动落料到出料槽7,并顺着导轨落到传送带上。
25.所述固定组件5包括通过气缸503设在底座9上的两个竖向定位块502、可升降设在定位块502上方位置处的固定块501和设在底座9上定位块502远离检测机构一侧的限位块504。所述定位块502用于放置送料机构推出的轴管10,所述限位块504为倒l形结构,限位块504用于限制定位块502的上下移动的位置。气缸503竖向设在底座9下部,气缸503的输出轴与定位块502的底部相连,底座9对应位置处开有用于贯通定位块502的通槽。
26.所述定位块502上部和固定块501下部均开有半圆通槽,定位块502和固定块501用于定位夹紧轴管10,所述半圆通槽的轴线方向与装夹组件的滑动方向相垂直。轴管10被送料机构送到定位块502上之后,固定块501下移固定住轴管10,之后装夹组件固定住轴管10的两端,固定块501上移,定位块502在气缸503的带动下下移,以便装夹组件沿移料滑轨4将轴管10移送至检测工位。
27.所述装夹组件包括设在移料滑轨4的滑座上的进给滑轨8、设在进给滑轨8的滑块上的竖向支撑座15、设在支撑座15内的夹头14。夹头4通过轴承设在支撑座15内部,夹头4为圆柱状,夹头4的头部设有一段用于伸进轴管10的内孔中的定位柱,定位柱的头部为锥状。所述支撑座15在进给滑轨8上的滑动方向与进给滑轨8在移料滑轨4上的滑动方向相垂直。
28.所述一侧进给滑轨8的滑块上还设有驱动电机,所述驱动电机的输出轴与夹头14相连。轴管10被固定在固定块10和定位块502之间后,装夹组件沿移料滑轨4移动至固定组件5两侧,夹头4在进给滑轨8的带动下相会靠近移动,将轴管10的两端装夹好。之后再将其移送到检测工位,启动驱动电机,使轴管10在夹头4的带动下转动,在轴管10的转动过程中通过检测机构检测出跳动值。
29.所述检测机构包括设在底座9上与装夹组件的滑动方向相垂直的检测滑轨11、设在检测滑轨11上的两个滑台12、设在滑台12上的支架13和设在支架13上靠近出料槽7一端的竖向检测传感器,两个滑台12在检测滑轨11上的滑动方向相反。两个检测传感器分别从轴管10的两端移动到中间进行检测,可以连续移动来检测轴管10的全跳动误差,也可以通过检测滑轨11将两个检测传感器移动到不同位置来检测轴管10的两个不同位置处的径向圆跳动误差。
30.所述送料机构包括设在底座9上位于固定组件5对侧位置处的竖向导料槽3、设在底座9上导料槽3远离固定组件5一侧的推料气缸1和与推料气缸1的活塞杆相连的推杆2。导料槽3包括用于放置多个轴管10的长条形料槽和设在料槽底部的落料块,落料块上开有用于放置轴管10的半圆通槽,所述推杆2用于推动位于落料块上的轴管10。所述导料槽3与固定组件5之间的最短距离大于装夹组件沿夹头14轴线方向的长度。
31.导料槽3的落料块内放置的轴管10的轴线与定位块502上部的半圆通槽的轴线在同一直线上。推杆2的头部设有一段阶梯段,用于伸进轴管10的内孔中,阶梯段的头部为锥状。推杆2的杆身直径与轴管10的外径相同。推杆2在推料气缸1的带动下向导料槽3方向移动,推动落料块内放置的轴管10向固定组件5方向移动,移动至固定位置后,推杆2回位,导料槽3内的轴管10在重力的作用下重新落入落料块内。
32.本实用新型的工作原理为:
33.推杆2在推料气缸1的带动下向导料槽3方向移动,推动落料块内放置的轴管10向固定组件5方向移动,移动至固定位置后,推杆2回位。固定块501下移固定住轴管10,之后装夹组件固定住轴管10的两端,固定块501上移,定位块502在气缸503的带动下下移,装夹组件沿移料滑轨4将轴管10移送至检测工位。
34.启动驱动电机,使轴管10在夹头4的带动下转动,在轴管10的转动过程中通过检测传感器检测出跳动值。检测完成后,两个夹头4相互远离移动,轴管10自动落料到出料槽7;若检测到不合格的轴管10,则装夹组件沿移料滑轨4将轴管10移送至废料槽6位置处再落料。
35.需要说明的是,上述实施例仅用来说明本实用新型,但本实用新型并不局限于上述实施例,凡是依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均落入本实用新型的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。