一种多极耳极片的制作工艺、多极耳极片及二次电池
发明领域
1.本发明属于电池技术领域,尤其涉及一种多极耳极片的制作工艺、多极耳极片及二次电池。
背景技术:
2.锂离子电池因具有能量密度大、自放电小、工作温度范围宽、没有环境污染等优点,被广泛应用于各种数码产品和移动设备上。而随着生活节奏不断加快,人们希望电子产品能够在更短、更瞬息的时间内完成充电,增加使用的频率,实现对移动通信设备更好的使用体验,因此对电池的快充性能提出了更高的要求。多极耳工艺是降低电芯阻抗,提高锂离子电芯充电速度的有效方法。
3.商业化多极耳锂离子电池阴极片通常采用斑马式涂布,即铝箔中间进行敷料涂布,边缘留空箔做极耳裁切和引出。这种工艺使得涂布后极片敷料位置厚度大于边缘空箔,铝箔是一种容易延展的金属,涂布后对极片进行辊压时,因极片中间敷料位置与边缘空箔存在较大的厚度差,辊缝只能压延敷料位置,边缘空箔位置所受压延很小,两处压延的差异导致空箔与极片敷料位产生扭曲,这样裁切出来的空箔极耳打皱严重或与敷料位形成裂口,严重影响多极耳锂离子电池品质。尽管有提出一些例如pinch辅助边缘空箔压延的方法,但依然无法解决高压密下极片扭曲的问题。
技术实现要素:
4.本发明的目的之一在于:针对现有技术的不足,而提供一种多极耳极片的制作工艺、多极耳极片及二次电池,防止极片辊压后产生扭曲和褶皱,并且提高极片的压实密度。
5.为实现上述发明目的,本发明采用了如下技术方案:一种多极耳极片的制作工艺,包括以下步骤:
6.s1、将活性浆料连续涂覆在集流体的至少一表面,制成极片;
7.s2、在极片上清理出n
×
m个无涂料区,其中,n是横向所述无涂料区的数量,n≥1,m是纵向所述无涂料区的数量,m≥2;
8.s3、对所述极片依次进行辊压与分切,得到多个单极片;
9.s4、对所述单极片进行裁切,将与所述无涂料区纵向相邻的所述涂料区切除,留下所述无涂料区作为极耳,得到多极耳极片。
10.其中,在s1中,由于采用的是连续涂布,将所述集流体的至少一个表面全部涂覆有所述活性浆料,简化了涂布工艺;由于对所述集流体是连续涂布,因此所述极片边缘不存在无涂料区,能够提高极片的压实密度。
11.在s2中,清理出的所述无涂料区为所述矩形,所述涂料区压延的集流体会从长度和宽度方向延展,对所述无涂料区面积的影响非常微小;同时因所述无涂料区本身面积很小,且居于所述涂料区之间,压延的差异不会导致所述无涂料区的所述集流体打皱;在m列中,每列所述无涂料区之间的距离由所述多极耳极片引出所述极耳的位置确定;在n行中,
每行所述无涂料区之间的距离与单个电芯的所述极片宽度相关。
12.在s3中,为了使所述活性浆料颗粒间紧密靠近,提高所述极片的压实密度、颗粒间导电连接和提升电池空间利用率,对涂布后的所述极片进行辊压。对辊压后的所述极片进行分切,得到单极片和m个所述无涂料区,其中m个所述无涂料区纵向间隙一定距离排成一排。
13.在s4中,对所述单极片进行裁切,将与m个所述无涂料区纵向相邻的所述涂料区进行切除,使所述极耳外露于所述极片,同时相对于现有技术减少了焊接所述极耳的步骤,裁切后,m个所述无涂料区留下,得到极片边缘带有m个所述极耳的所述多极耳极片。
14.作为对本发明所述制作工艺的一种改进,在s2中,用激光清洗的方法按预设距离纵向清洗所述极片,得到n
×
m个所述无涂料区。预设的距离根据所述极耳的位置确定,激光清洗技术在造极耳槽的应用上已经较为成熟,可实现工业化生产。
15.作为对本发明所述制作工艺的一种改进,所述激光清洗的方法为同时采用多束激光对所述极片的多个位置进行清洗。通过同时发出多束激光进行清洗能够提高清洗效率;优选为横向发出n束激光,由于最终得到的所述无涂料区是n排m列,通过n束激光同时清洗所述极片,能够同时在横向上得到n个等距的所述无涂料区,无需所述极片多次走带,提高了清洗效率。
16.作为对本发明所述制作工艺的一种改进,在s2中,通过加热吹扫的方式使所述极片上的发泡胶脱落,从而得到n
×
m个所述无涂料区,其中,所述发泡胶是在所述集流体涂覆所述活性浆料前贴在所述集流体预定位置。通过在所述集流体对应位置贴上所述发泡胶,在涂布之后用加热吹扫的方式使所述发泡胶脱落,得到的所述无涂料区十分干净,不会有所述活性浆料残留,同时这种方法简单易操作。
17.作为对本发明所述制作工艺的一种改进,在s2中,在所述极片清理出的所述无涂料区的面积大于所述极耳的面积。若实际所需要的所述极耳存在其他要求,由于清洗出的所述无涂料区的面积大于所述极耳的面积,方便之后对所述无涂料区进行加工,得到所需要的所述极耳。
18.作为对本发明所述制作工艺的一种改进,在s4中,所述裁切的方法包括高精度激光切或金属刀具模切。
19.作为对本发明所述制作工艺的一种改进,在s4中,还包括对所述无涂料区的进行裁切,形成所述极耳。切除的区域包括:所述无涂料区与所述涂料区纵向相邻的边缘和所述无涂料区和/或所述涂料区不相邻的边缘,将所述无涂料区裁切成所需要的形状,得到所述极耳。
20.作为对本发明所述制作工艺的一种改进,将所述无涂料区与所述涂料区之间连接的边角裁切为弧形状。避免了所述极耳卷绕时容易产生弯折打皱。
21.本发明的目的之二在于,提供一种多极耳极片,所述多极耳极片由前文任一项所述工艺制得。通过上述方法制得的所述多极耳极片具有高压实密度,能够将压实密度提升到所述多极耳极片所用集流体的极限。
22.本发明的目的之三在于,提供一种二次电池,包括前文所述的多极耳极片。由于所述多极耳极片具有高压实密度,制成的所述二次电池也能够具有更高的能量密度。
23.相对于现有技术而言,本发明至少包括以下有益效果:本发明对整个所述集流体
进行连续涂布,所述集流体边缘不需要留引出所述极耳所需的所述无涂料区,使得所述极片在辊压时,各处的延展性保持一致,在辊压后,不会产生扭曲和褶皱;同时不受多极耳工艺的制约,所述极片的压实密度可提升到材料自身极限,极大地提高了多极耳电池的能量密度。
附图说明
24.图1为本技术一实施例的极片涂布的示意图;
25.图2为本技术一实施例的清理出无涂料区的极片的示意图;
26.图3为本技术一实施例的分切极片的示意图;
27.图4为本技术一实施例的单极片示意图;
28.图5为本技术一实施例的裁切极耳的示意图;
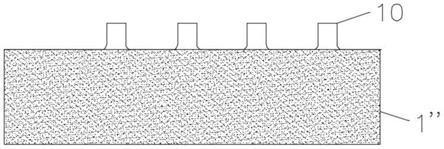
29.图6为本技术一实施例的多极耳极片结构示意图;
30.图中:1
‑
极片;1
’‑
单极片;1
”‑
多极耳极片;10
‑
极耳;11
‑
涂料区;12
‑
无涂料区;x
‑
纵向;y
‑
横向;a
‑
分切路径;b
‑
裁切路径。
具体实施方式
31.为使本发明更加容易理解,下面结合附图对本发明作进一步说明,但是,本发明可以以多种不同形式实现,并不限于本文所描述的实施例,也不构成对本发明的任何限制。
32.实施例1
33.如图1到图6所示,本实施例提供一种多极耳极片的制作工艺,包括以下步骤:将集流体中任意一面连续涂覆活性浆料,得到极片1;用激光清洗的方法对极片1进行清洗,清洗时,横向y设置有n个清洗头发出n束激光对极片1的涂料区11进行清洗,清洗出n个横向排列的无涂料区后,在与无涂料区纵向x间隔预设的距离进行下一次清洗,在极片上得到n排m列的无涂料区12;将极片1进行辊压与分切,根据分切路径a进行分切,得到单极片1’;用高精度激光或金属刀具沿设置好的裁切路径b对单极片1’进行裁切,将无涂料区裁切为极耳10,得到多极耳极片1”。其中,在m列中,每列所述无涂料区之间的距离由多极耳极片1”引出极耳10的位置确定;在n行中,每行无涂料区12之间的距离与单个电芯的极片1宽度相关;无涂料区12的面积大于极耳10的面积。
34.实施例2
35.与实施例1不同的是,本实施例将集流体的两面都连续涂覆活性浆料,得到两面都有活性浆料的极片1,其他步骤与实施例1相同,不在赘述。
36.实施例3
37.如图1到图6所示,本实施例提供一种多极耳极片的制作工艺,包括以下步骤:将发泡胶按n排m列的方式贴在所述集流体的任意一面;将活性浆料连续涂覆在集流体贴有发泡胶的一面,得到极片1;用加热吹风的方式使发泡胶从极片1脱落,在极片上得到n排m列的无涂料区12;将极片1进行辊压与分切,根据分切路径a进行分切得到单极片1’;用高精度激光或金属刀具沿设置好的裁切路径b对单极片1’进行裁切,将无涂料区裁切为极耳10,得到多极耳极片1”。其中,在m列中,每列无涂料区12之间的距离由所述多极耳极片1”引出极耳10的位置确定;在n行中,每行无涂料区12之间的距离与单个电芯的极片1宽度相关;无涂料区
12的面积大于极耳1”的面积。
38.实施例4
39.与实施例3不同的是,本实施例将集流体的两面都贴有发泡胶,需要对集流体两面都涂覆活性浆料,得到两面都有活性材料的极片1,其他步骤与实施例3相同,不在赘述。
40.相对于现有技术而言,实施例1~4至少包括以下有益效果:通过对集流体进行连续涂布,边缘不需要留极耳1”引出所需的无涂料区12,使得极片1在辊压时,各处的延展性保持一致,在辊压后,不会产生扭曲和褶皱;同时不受多极耳工艺的制约,极片1的压实密度可提升到材料自身极限,极大地提高了多极耳电池的能量密度。
41.以上内容是结合具体的实施方式对本技术所作的进一步详细说明,不能认定本技术的具体实施只局限于这些说明。对于本技术所属技术领域的普通技术人员来说,在不脱离本技术发明构思的前提下,还可以做出若干简单推演或替换。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

