1.本发明属于铜线生产技术领域,具体涉及一种镀锡铜线生产设备及生产工 艺。
背景技术:
2.镀锡铜线是指在铜线表面镀上一薄层金属锡的铜线。镀锡铜线材质比较柔 软,导电性能良好,与裸铜线相比,其耐蚀性、抗氧化性能更强,可大大延长 弱电线缆的使用寿命。
3.给铜线镀锡主要是为了防止铜暴露在空气中而被氧化形成一层膜——铜绿 (化学式cu2(oh)2co3)。而铜绿的导电性很差,会增加电阻。镀锡的铜线可防 止发生氧化还原反应,产生铜绿;可以增加散热;可以改善导电,改善导线性 能。另外,铜导线镀锡还可以防止绝缘橡皮发粘,线芯发黑变脆,并提高其可 焊性能。镀锡铜线主要用于橡皮绝缘的矿用电缆、软电线、软电缆和船用电缆 等作为导电线芯,以及用作电缆的外屏蔽编织层和电刷线。
4.现有技术存在以下问题:现有的镀锡铜线生产设备在使用时存在:1、浸没 池加热效率低,热量容易散热的问题,影响镀锡效率,增加成本;2、铜线浸没 镀锡时,表面没有彻底清理,造成表面存在杂物,影响镀锡质量;3、铜线卷筒 过重,移动搬运至放线机不便,费时费力。
技术实现要素:
5.为解决上述背景技术中提出的问题。本发明提供了一种镀锡铜线生产设备, 具有结构简单,加热效率高,清理彻底,移动方便的特点。
6.本发明的另一目的在于提供一种镀锡铜线生产设备的生产工艺。
7.为实现上述目的,本发明提供如下技术方案:一种镀锡铜线生产设备,包 括放线机构,所述放线机构的表面设置有u型滑轨,所述u型滑轨的滑槽设置 有吊装转移组件,所述放线机构的侧边设置有浸没箱,所述浸没箱的上端靠近 放线机构的一侧设置有清理组件,所述浸没箱的侧边设置有张紧辊架。
8.进一步的,所述张紧辊架的侧边设置有收卷机构,所述收卷机构的卷轴设 置有卷筒,所述浸没箱包括箱体、浸没池、搅拌杆、驱动电机、s型加热管、隔 热保温橡胶垫和隔热保温橡胶垫,其中,所述箱体的上端中间设置有浸没池, 所述浸没池的内部设置有s型加热管,所述浸没池的底部两侧设置有驱动电机, 所述驱动电机的转动轴设置有搅拌杆,所述浸没池的外表面设置有隔热保温橡 胶垫。
9.进一步的,所述箱体位于浸没池的上端设置有保温盖,所述保温盖包括密 封滑轨和密封板,所述箱体的上端设置有密封滑轨,所述密封滑轨的滑槽内设 置有密封板。
10.进一步的,所述清理组件包括导线环、支撑架、底座、调节架、固定支架、 支撑板、清理管、固定板和清理海绵,其中,所述底座的上端一侧设置有支撑 架,所述支撑架的上端设置有导线环,所述底座的上端中间设置有调节架,所 述调节架的上端螺栓紧固有固定
板,所述固定板的中间设置有清理海绵,所述 底座的另一端设置有固定支架,所述固定支架放入侧边设置有支撑板,所述支 撑板的上端设置有清理管。
11.进一步的,所述清理管包括连接气管、连接管和吹气管,其中,所述调节 架的上端均匀设置有若干吹气管,所述吹气管的上端设置有连接管,所述连接 管的上端连接有连接气管。
12.进一步的,所述吹气管包括气孔、通槽、分气槽和管体,其中,所述管体 的内部设置有分气槽,所述管体的中间设置有通槽,所述通槽的表面设置有与 分气槽连接的气孔。
13.进一步的,所述吊装转移组件包括横架、卷线辊、吊绳、吊钩、滑座、支 撑杆、转动座和步进电机,其中,所述u型滑轨的上端设置有滑座,所述滑座 的上端设置有支撑杆,所述支撑杆的上端设置有转动座,所述转动座的侧边设 置有横架,所述横架的下端支架设置有步进电机,所述步进电机的转轴连接有 卷线辊,所述卷线辊的表面缠绕有吊绳,所述吊绳的下端设置有吊钩。
14.进一步的,所述镀锡铜线生产设备的生产工艺包括:
15.①
上料:推动支撑杆使滑座顺着u型滑轨滑动,吊钩滑动至铜线卷辊上端, 步进电机转动使卷线辊转动,吊绳下放使吊钩下移,将吊钩挂在铜线卷辊上端 挂扣,步进电机回转带动卷线辊转动使吊绳收卷将铜线卷辊提起,然后转动横 架并推动支撑杆使吊钩下端铜线卷辊移至对应位置,避免搬运上料麻烦;
16.②
送线:若干铜线卷辊的铜线穿过放线机构的导线孔输送,并以此穿过导 线环、吹气管、浸没池、张紧辊架的导线辊、收卷机构的导线辊,然后缠绕在 卷筒的表面;
17.③
清线:铜线穿过清理海绵,清理海绵对铜线表面进行擦拭,然后铜线穿 过吹气管,连接气管气体通过连接管吹进吹气管中,通过分气槽分流然后从气 孔排出,倾斜的气孔对铜线表面吹风进行清理,提高对铜线的清理效果;
18.④
镀锡:s型加热管加热使锡块溶化,驱动电机转动使搅拌杆转动,搅拌杆 进行搅拌,使浸没池内锡液受热均匀,隔热保温橡胶垫进行隔热保温,滑动密 封板预留进线口和出线口,清好线的铜线穿过进线口浸没于浸没池中,完成铜 线镀锡,然后从出线口出去;
19.⑤
卷线:镀锡铜线穿过张紧辊架的导线辊和收卷机构的导线辊,卷筒转动 将镀锡铜线收卷。
20.与现有技术相比,本发明的有益效果是:
21.1、本发明通过s型加热管加热使锡块溶化,驱动电机转动使搅拌杆转动, 搅拌杆进行搅拌,加速溶解,且使浸没池内锡液受热均匀,隔热保温橡胶垫进 行隔热保温,滑动密封板预留进线口和出线口,避免热量散失,提高保温效果;
22.2、本发明设置清理组件,铜线穿过清理海绵,清理海绵对铜线表面进行擦 拭,然后铜线穿过吹气管,连接气管气体通过连接管吹进吹气管中,通过分气 槽分流然后从气孔排出,倾斜的气孔对铜线表面吹风进行清理,提高对铜线的 清理效果;
23.3、本发明设置吊装转移组件,将吊钩挂在铜线卷辊上端挂扣,步进电机转 动带动卷线辊转动使吊绳收卷将铜线卷辊提起,然后转动横架并推动支撑杆使 吊钩下端铜线卷辊移至对应位置,避免搬运上料麻烦。
附图说明
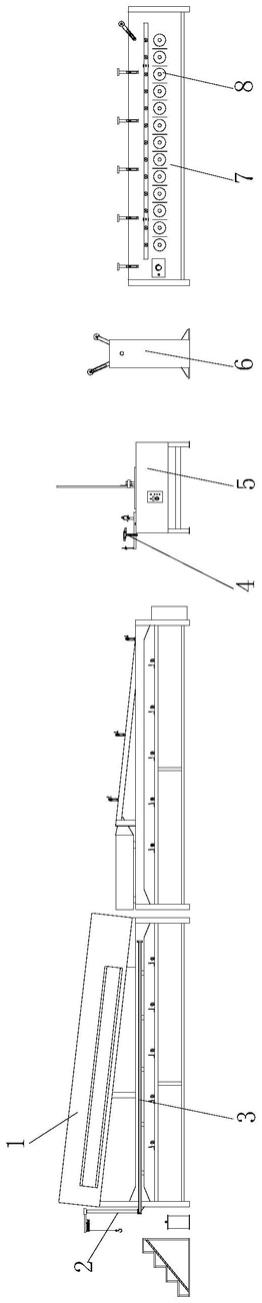
24.图1为本发明的结构示意图;
25.图2为本发明的浸没箱剖视图;
26.图3为本发明的浸没池内部结构示意图;
27.图4为本发明的s型加热管俯视图;
28.图5为本发明的保温盖结构示意图;
29.图6为本发明的清理组件结构示意图;
30.图7为本发明的清理管结构示意图;
31.图8为本发明的吹气管结构示意图;
32.图9为本发明的吊装转移组件结构示意图;
33.图中:1、放线机构;2、吊装转移组件;21、横架;22、卷线辊;23、吊 绳;24、吊钩;25、滑座;26、支撑杆;27、转动座;28、步进电机;3、u型 滑轨;4、清理组件;41、导线环;42、支撑架;43、底座;44、调节架;45、 固定支架;46、支撑板;47、清理管;471、连接气管;472、连接管;473、吹 气管;4731、气孔;4732、通槽;4733、分气槽;4734、管体;48、固定板; 49、清理海绵;5、浸没箱;51、箱体;52、保温盖;521、密封滑轨;522、密 封板;53、浸没池;54、搅拌杆;55、驱动电机;56、s型加热管;57、隔热保 温橡胶垫;6、张紧辊架;7、收卷机构;8、卷筒。
具体实施方式
34.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清 楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是 全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造 性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
35.请参阅图1
‑
9,本发明提供以下技术方案:一种镀锡铜线生产设备,包括放 线机构1,放线机构1的表面设置有u型滑轨3,u型滑轨3的滑槽设置有吊装 转移组件2,放线机构1的侧边设置有浸没箱5,浸没箱5的上端靠近放线机构 1的一侧设置有清理组件4,浸没箱5的侧边设置有张紧辊架6。
36.本发明进一步的,张紧辊架6的侧边设置有收卷机构7,收卷机构7的卷轴 设置有卷筒8,浸没箱5包括箱体51、浸没池53、搅拌杆54、驱动电机55、s 型加热管56、隔热保温橡胶垫57和隔热保温橡胶垫57,其中,箱体51的上端 中间设置有浸没池53,浸没池53的内部设置有s型加热管56,浸没池53的底 部两侧设置有驱动电机55,驱动电机55的转动轴设置有搅拌杆54,浸没池53 的外表面设置有隔热保温橡胶垫57,
37.通过采用上述技术方案,s型加热管56加热使锡块溶化,驱动电机55转动 使搅拌杆54转动,搅拌杆54进行搅拌,使浸没池53内锡液受热均匀,隔热保 温橡胶垫57进行隔热保温。
38.本发明进一步的,箱体51位于浸没池53的上端设置有保温盖52,保温盖 52包括密封滑轨521和密封板522,箱体51的上端设置有密封滑轨521,密封 滑轨521的滑槽内设置有密封板522,
39.通过采用上述技术方案,滑动密封板522预留进线口和出线口,避免热量 散失,提高保护效果。
40.本发明进一步的,清理组件4包括导线环41、支撑架42、底座43、调节架 44、固定支架45、支撑板46、清理管47、固定板48和清理海绵49,其中,底 座43的上端一侧设置有支撑架42,支撑架42的上端设置有导线环41,底座43 的上端中间设置有调节架44,调节架44的上端螺栓紧固有固定板48,固定板 48的中间设置有清理海绵49,底座43的另一端设置有固定支架45,固定支架 45放入侧边设置有支撑板46,支撑板46的上端设置有清理管47,
41.通过采用上述技术方案,方便铜线进行导向输送,方便进行铜线的清理, 避免污渍影响镀锡质量。
42.本发明进一步的,清理管47包括连接气管471、连接管472和吹气管473, 其中,调节架44的上端均匀设置有若干吹气管473,吹气管473的上端设置有 连接管472,连接管472的上端连接有连接气管471,
43.通过采用上述技术方案,方便气吹清理铜线避免污渍。
44.具体的,吹气管473包括气孔4731、通槽4732、分气槽4733和管体4734, 其中,管体4734的内部设置有分气槽4733,管体4734的中间设置有通槽4732, 通槽4732的表面设置有与分气槽4733连接的气孔4731,
45.通过采用上述技术方案,方便气体流通,气体从气孔4731排除进行铜线清 理。
46.本发明进一步的,吊装转移组件2包括横架21、卷线辊22、吊绳23、吊钩 24、滑座25、支撑杆26、转动座27和步进电机28,其中,u型滑轨3的上端 设置有滑座25,滑座25的上端设置有支撑杆26,支撑杆26的上端设置有转动 座27,转动座27的侧边设置有横架21,横架21的下端支架设置有步进电机28, 步进电机28的转轴连接有卷线辊22,卷线辊22的表面缠绕有吊绳23,吊绳23 的下端设置有吊钩24,
47.通过采用上述技术方案,吊钩24下端吊起铜线卷辊转移,避免搬运上料麻 烦。
48.本发明进一步的,镀锡铜线生产设备的生产工艺包括:
49.①
上料:推动支撑杆26使滑座25顺着u型滑轨3滑动,吊钩24滑动至铜 线卷辊上端,步进电机28转动使卷线辊22转动,吊绳23下放使吊钩24下移, 将吊钩24挂在铜线卷辊上端挂扣,步进电机28回转带动卷线辊22转动使吊绳 23收卷将铜线卷辊提起,然后转动横架21并推动支撑杆26使吊钩24下端铜线 卷辊移至对应位置,避免搬运上料麻烦;
50.②
送线:若干铜线卷辊的铜线穿过放线机构1的导线孔输送,并以此穿过 导线环41、吹气管473、浸没池53、张紧辊架6的导线辊、收卷机构7的导线 辊,然后缠绕在卷筒8的表面;
51.③
清线:铜线穿过清理海绵49,清理海绵49对铜线表面进行擦拭,然后铜 线穿过吹气管473,连接气管471气体通过连接管472吹进吹气管473中,通过 分气槽4733分流然后从气孔4731排出,倾斜的气孔4731对铜线表面吹风进行 清理,提高对铜线的清理效果;
52.④
镀锡:s型加热管56加热使锡块溶化,驱动电机55转动使搅拌杆54转 动,搅拌杆54进行搅拌,使浸没池53内锡液受热均匀,隔热保温橡胶垫57进 行隔热保温,滑动密封板522预留进线口和出线口,提高保温效果,清好线的 铜线穿过进线口浸没于浸没池53中,完成铜线镀锡,然后从出线口出去;
53.⑤
卷线:镀锡铜线穿过张紧辊架6的导线辊和收卷机构7的导线辊,卷筒8 转动将镀锡铜线收卷,
54.本发明的工作原理及使用流程:本发明使用时,推动支撑杆26使滑座25 顺着u型
滑轨3滑动,吊钩24滑动至铜线卷辊上端,步进电机28转动使卷线 辊22转动,吊绳23下放使吊钩24下移,将吊钩24挂在铜线卷辊上端挂扣, 步进电机28回转带动卷线辊22转动使吊绳23收卷将铜线卷辊提起,然后转动 横架21并推动支撑杆26使吊钩24下端铜线卷辊移至对应位置,避免搬运上料 麻烦;若干铜线卷辊的铜线穿过放线机构1的导线孔输送,并以此穿过导线环 41、吹气管473、浸没池53、张紧辊架6的导线辊、收卷机构7的导线辊,然 后缠绕在卷筒8的表面;铜线穿过清理海绵49,清理海绵49对铜线表面进行擦 拭,然后铜线穿过吹气管473,连接气管471气体通过连接管472吹进吹气管 473中,通过分气槽4733分流然后从气孔4731排出,倾斜的气孔4731对铜线 表面吹风进行清理,提高对铜线的清理效果;s型加热管56加热使锡块溶化, 驱动电机55转动使搅拌杆54转动,搅拌杆54进行搅拌,使浸没池53内锡液 受热均匀,隔热保温橡胶垫57进行隔热保温,滑动密封板522预留进线口和出 线口,清好线的铜线穿过进线口浸没于浸没池53中,完成铜线镀锡,然后从出 线口出去;镀锡铜线穿过张紧辊架6的导线辊和收卷机构7的导线辊,卷筒8 转动将镀锡铜线收卷。
55.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言, 可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变 化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

