1.本公开涉及工业生产领域,并且具体地,涉及用于消除车辆涂装缺陷的方法、算机系统、介质和装置。
背景技术:
2.车辆涂装过程是车辆制造的重要环节之一。车辆涂装过程不可避免地会造成涂装缺陷。为了保证车辆产品的质量,需要及时地消除这些涂装缺陷。
3.涂装车间的检测系统可以检测每个车辆产品上已经产生的涂装缺陷并生成缺陷数据。但是,现有的方法和系统不能及时地将缺陷数据反馈给相关工艺系统的人员,因此不能实时地利用缺陷数据对车辆涂装过程进行调整。这可能会导致大量的质量问题,甚至带来生产流水线停线的风险。例如,如果不能解决造成涂装缺陷的原因,将会批量地生产出带有涂装缺陷的车辆产品。此外,对带有涂装缺陷的大量车辆产品进行修复可能会造成生产流水线拥塞而被迫停线,这是重大的生产事故。
4.因此,需要能够实时和自动地基于已经产生的涂装缺陷对车辆涂装过程进行动态调整的方法和系统。
技术实现要素:
5.本公开提供了用于消除车辆涂装缺陷的方法、计算机系统、介质和装置。
6.根据本公开的一个方面,提供了一种由计算机系统执行的用于消除车辆产品涂装缺陷的方法,包括:基于车辆产品的涂装缺陷类型,确定一个或多个告警规则;接收生产流水线上的车辆产品序列中的每个车辆产品的涂装缺陷数据,所述涂装缺陷数据指示涂装过程所造成的该车辆产品的涂装缺陷;响应于所述涂装缺陷数据满足所述一个或多个告警规则中的至少一个告警规则,确定与所述至少一个告警规则相关联的至少一个工艺系统;以及向所述至少一个工艺系统发送告警消息,所述告警消息至少用于指示所述至少一个工艺系统执行一个或多个动作。
7.根据本公开的另一个方面,提供了一种计算机系统,该计算机系统包括:一个或多个处理器;以及非暂态计算机可读存储介质,该非暂态计算机可读存储介质上存储有计算机程序,该计算机程序在由该一个或多个处理器执行时,使得该一个或多个处理器执行如本公开所述的任何一种方法。
8.根据本公开的还有一个方面,提供了一种非暂态计算机可读存储介质,该非暂态计算机可读存储介质上存储有计算机程序,该计算机程序在由一个或多个处理器执行时,使得该一个或多个处理器执行如本公开所述的任何一种方法。
9.根据本公开的再有一个方面,提供了一种包括用于执行如本公开所述的任何一种方法的模块的装置。
10.本公开的方法和系统针对车辆涂装过程可以提高产品质量、改善生产效率、并且降低生产成本。
附图说明
11.构成说明书的一部分的附图描述了本公开的实施例,并且连同说明书一起用于解释本公开的原理。
12.参照附图,根据下面的详细描述,可以更加清楚地理解本公开,其中:
13.图1示出了根据本公开的实施例的车辆涂装过程的示意性流程图。
14.图2示出了根据本公开的实施例用于执行图1的车辆涂装过程的的系统的框图。
15.图3示出了根据本公开的实施例的用于缺陷分析的方法的流程图。
16.图4示出了根据本公开的实施例的车辆产品序列的示意图。
17.图5示出了根据本公开的实施例的能够用于实现缺陷分析系统的计算系统的框图。
18.图6示出了根据本公开的实施例的用户界面的框图。
19.图7a-7h示出了根据本公开的实施例的用户界面的截图。
具体实施方式
20.提供以下描述以使得本领域的技术人员能够实现和使用所述实施例,并且以下描述是以特定系统及其要求的上下文提供的。各种修改形式对于本领域的技术人员而言将是清楚的,并且本文中所限定的一般性原则可应用于其他实施例和系统,而不脱离所述实施例的实质和范围。因此,所述实施例不限于所示出的实施例,而是要被赋予符合本文所公开的原理和特征的最宽泛的范围。
21.图1示出了根据本公开的实施例的车辆涂装过程1000的示意性流程图。车辆涂装过程1000可以包括步骤s1001-s1016。这些步骤可以被按顺序组织成生产流水线的各个环节。在给定生产流水线的情况下,多个原料工件可以被组织为原料工件序列,并且被输入该生产流水线以接受给定生产流水线的各个环节的处理,从而对原料工件序列中的每个原料工件执行车辆涂装过程1000。
22.在步骤s1001中,可以提供要被涂装的原料工件。在本文中,该工件也可以被称为车辆产品。作为一个示例,原料工件可以是白车身。白车身是指未经历车辆涂装过程的车身。本公开将主要结合车身进行描述。本领域技术人员容易理解的是,在其他实施例中,所提供的原料工件也可以是其他任何需要被涂装的车辆的部件。
23.在步骤s1002-s1003中,可以对步骤s1001中提供的车身施加清理和预处理。示例性的清理和预处理包括但不限于预脱脂、脱脂、水洗、酸洗、磷化、表面调整,等等。
24.在步骤s1004中,可以对车身施加电泳工艺以在车身的表面形成电泳涂层。在施加电泳工艺的过程中,车身可以被浸泡在一定浓度的水性电泳涂料(或者称为电泳漆液)中。可以采用各种电泳工艺,例如阴极电泳和/或阳极电泳。所采用的电泳工艺参数可以包括但不限于电泳漆液的类型、电泳漆液的浓度、所施加的电压、温度、沉积时间,等等。这些电泳工艺参数中的每一个都会影响所形成的电泳涂层的属性。
25.随后,在步骤s1005中,可以对车身施加电泳烘干工艺。例如,车身可以被放置于烘箱中达到预定的烘干时间。电泳烘干工艺的参数包括但不限于烘箱温度以及烘干时间。
26.在步骤s1006中,可以对车身施加pvc(聚氯乙烯)涂料。例如,可以对车身焊缝和车底中的一个或多个施加pvc涂料。
27.在步骤s1007中,可以对车身施加电泳打磨工艺。在此过程中,可以对车身的车身颗粒、电泳流痕、焊装残渣等不良点进行打磨。电泳打磨工艺可以初步清除表面杂物、消除不平整点、以及增强电泳涂层的附着力。
28.在步骤s1008中,可以对车身施加集成喷涂处理(integratepaint process,ipp)。集成喷涂处理例如可以包括中涂工艺和/或面漆喷涂工艺。中涂工艺可以在底层的电泳涂层和将要形成的面漆涂层之间形成中涂漆膜。面漆喷涂工艺可以形成面漆涂层,使得车身呈现特定的外观颜色。随后,可以在步骤s1009中执行面漆烘干工艺。
29.在步骤s1010中,可以对接受了步骤s1001-s1009的处理的车身执行缺陷检测。缺陷检测可以检测车身的各种涂装缺陷。这些缺陷可以是由步骤s1001-s1009中的一个或多个工艺造成的。缺陷检测可以生成涂装缺陷数据。涂装缺陷数据可以指示各种涂装缺陷的类型、数量、位置、尺寸等。优选地,缺陷检测是由自动化的缺陷检测系统执行的。例如,计算机系统可以利用计算机视觉分析等各种技术来处理车身表面的图像,以确定车身的涂装缺陷并相应地生成涂装缺陷数据。附加地或替代地,可以由专业人员执行缺陷检测,并录入涂装缺陷数据。或者,可以由计算机系统和专业人员协同地执行缺陷检测。
30.在步骤s1011中,可以基于步骤s1010所生成的涂装缺陷数据执行缺陷分析。缺陷分析可以包括判定涂装缺陷数据是否满足预先配置的一个或多个告警规则。当该一个或多个告警规则中的至少一个告警规则被满足时,可以生成并发出告警消息。告警消息可以被发送给与车辆涂装过程1000相关联的至少一个工艺系统,以指示该至少一个工艺系统执行一个或多个动作。该一个或多个动作可以有助于避免产生更多的涂装缺陷和/或消除已经产生的涂装缺陷。图3提供了对缺陷分析的进一步描述。
31.在步骤s1012中,经历了涂装过程的各个车身可以被暂存。暂存可以由车辆产品暂存系统来执行。车辆产品暂存系统例如可以是高架库。多个车身可以被暂存在高架库中,然后从高架库中出库以接受后续的处理。
32.在步骤s1013中,可以对车身施加面漆打磨工艺。面漆打磨工艺可以对车身的涂装缺陷进行修复。该修复过程可以包括但不限于打磨、擦净、刮灰、补漆、抛光等步骤。可选地,面漆打磨工艺还可以包括面漆预检过程。面漆预检过程可以发生在修复过程之前。在面漆预检过程中,可以由专业人员在生产流水线上标记每个车身上的涂装缺陷,以供在修复过程中处理。
33.在步骤s1014-s1016中,可以对车身施加发泡工艺、注蜡工艺和烘干工艺。然后,车辆涂装过程可以结束。经过车辆涂装过程处理的车身可以被输送给总装过程。
34.应当注意的是,图1所示的车辆涂装过程1000是示例性的。尽管图1示出了车辆涂装过程1000可以包括以上描述的各个特定的步骤,但是在其他实施例中车辆涂装过程可以包括更少或更多的步骤而不脱离本公开的范围。例如,步骤s1012可以是可选的。此外,车辆涂装过程1000的各个步骤中的一些可以被合并为单个步骤,或者可以被划分为更多的子步骤。另外,应当注意的是,图1示出的各个特定的步骤可以在单个生产车间执行的,或者可以在多个生产车间执行。
35.图1所述的车辆涂装过程1000可以被大致划分为三个部分。第一部分可以包括步骤s1001-s1009,其可以被统称为车辆涂装过程的上游工艺。上游工艺主要用于形成车辆涂装。第二部分可以包括步骤s1010-s1011,其可以被称为缺陷检测和分析。第三部分可以包
括步骤s1012-s1016,其可以被统称为车辆涂装过程的下游工艺。对车辆涂装中的涂装缺陷的修复主要是在下游工艺中进行的。
36.注意到,步骤s1013中的面漆打磨工艺是用于消除车辆涂装缺陷的主要过程。由于面漆打磨工艺接近车辆涂装过程的末端,因此必须在面漆打磨工艺中消除车身的全部涂装缺陷。如果带有涂装缺陷的车身在生产流水线上连续出现,将可能使得执行面漆打磨工艺的机器或人员在规定时间内无法完成修复过程。在这种情况下,如果让尚未完成或尚未接受面漆打磨工艺的车身进入下一工艺,则可能生产出具有质量问题的产品。然而,如果对每个车身都严格执行面漆打磨工艺,则可能造成生产流水线拥塞。
37.根据本公开的实施例的方法和系统可以避免带有涂装缺陷的车身在生产流水线上连续出现,并且可以对已经出现的带有涂装缺陷的大量车身进行动态调整,确保能够及时并且完整地执行面漆打磨工艺。这将在下面进一步描述。
38.图2示出了根据本公开的实施例的用于执行图1的车辆涂装过程1000的系统2000的框图。系统2000可以包括上游工艺系统2100、下游工艺系统2200、缺陷检测系统2300以及缺陷分析系统2400。
39.根据本公开的实施例,上游工艺系统2100可以包括用于实施图1 所示的上游工艺的一个或多个步骤的子系统。作为一个示例,如图2 所示,上游工艺系统2100可以至少包括电泳系统2110和/或ipp系统2120。电泳系统2110可以例如被用于执行步骤s1004、s1005和s1007 中的一个或多个步骤。ipp系统可以例如被用于执行步骤s1008。应当注意的是,尽管图2中的上游工艺系统2100被示出为包括电泳系统 2110或ipp系统2120,但是上游工艺系统2100还可以包括用于实施如图1所示的上游工艺的任何其他步骤的任何子系统。此外,电泳系统2110或ipp系统2120被用虚线示出,意味着它们中的一个或多个也可以不被包括在上游工艺系统2100中。
40.根据本公开的实施例,下游工艺系统2200可以包括用于实施图1 所示的下游工艺的一个或多个步骤的子系统。如图2所示,下游工艺系统2200至少包括高架库2210和/或面漆打磨系统2220。高架库2210 可以例如被用于执行步骤s1012以暂存一个或多个车身。面漆打磨系统2220可以例如被用于执行步骤s1013。应当注意的是,尽管图2中的下游工艺系统2200被示出为包括高架库2210或面漆打磨系统2220,但是下游工艺系统2200还可以包括用于实施如图1所示的下游工艺的任何其他步骤的任何子系统。此外,高架库2210或面漆打磨系统2220 被用虚线示出,意味着它们中的一个或多个也可以不被包括在下游工艺系统2200中。
41.根据本公开的实施例,缺陷检测系统2300可以被用于检测车身上的一个或多个涂装缺陷,并且基于检测到的涂装缺陷生成涂装缺陷数据。缺陷检测系统2300可以使用各种技术来检测车身上的一个或多个涂装缺陷。缺陷检测系统2300可以包括用于检测的各种传感器。作为一个示例,缺陷检测系统2300例如可以执行计算机视觉分析来处理车身表面的图像,以确定车身的涂装缺陷。具体地,可以在生产线的某个位置处,在生产线的一侧或两侧安装若干带有传感器的机器人。每个传感器可以集成照明设备(例如led照明灯)及图像采集设备(例如,相机)。当车身到达该位置时,机器人可以跟随车身外形,拍摄大量车身表面照片。这些表面照片可以被传输到本地计算服务器。本地计算服务器可以运行缺陷识别的程序,以对拍摄的照片进行识别。相应地,缺陷检测系统2300可以包括所使用的机器人和
本地计算服务器,或者更具体地,包括用于捕获车身表面的图像的一个或多个相机以及用于对所捕获的图像执行计算机视觉分析算法的模块。作为另一个示例,缺陷检测系统2300例如可以执行超声波扫描、红外扫描、x射线扫描中的一种或几种。缺陷检测系统2300可以相应地包括用于发送和接收超声波、红外线以及x射线的收发设备以及对接收到的信号进行处理和分析的模块。作为还有的示例,缺陷检测系统2300可以接收人工输入的数据,该数据例如是由专业人员对车辆执行检测后得出的。例如,测量人员可以执行手工测量,即,使用仪器测量色差、膜厚、橘皮等相关缺陷。附加地,颗粒分析人员也可以对缺陷进行更深入的分析,并且可以将缺陷信息及可能的原因录入到缺陷检测系统2300中。缺陷检测系统2300可以基于检测到涂装缺陷生成涂装缺陷数据。涂装缺陷数据可以指示所检测到的各个涂装缺陷的类型、数量、位置、尺寸等。缺陷检测系统 2300可以将所生成的涂装缺陷数据发送给缺陷分析系统2400。
42.根据本公开的实施例,缺陷分析系统2400能够对接收到的涂装缺陷数据进行分析和处理,并生成一个或多个告警消息。缺陷分析系统 2400可以包括配置模块2410、判定模块2420和告警模块2430。配置模块2410可以被用于基于车辆产品的涂装缺陷类型确定一个或多个告警规则。判定模块2420可以被用于判定涂装缺陷数据是否满足该一个或多个告警规则中的至少一个告警规则,并且响应于涂装缺陷数据满足该至少一个告警规则,确定与该至少一个告警规则相关联的至少一个工艺系统。该至少一个工艺系统可以是上游工艺系统2100中的一个或多个子系统和/或是下游工艺系统2200中的一个或多个子系统。告警模块2430可以被用于生成告警消息,并向判定模块2420所确定的至少一个工艺系统发送该告警消息以指示该工艺系统执行一个或多个动作。
43.根据本公开的实施例,缺陷分析系统2400可以建立与上游工艺系统2100、下游工艺系统2200或缺陷检测系统2300当中的一者或多者的一个或多个通信连接。这些通信连接可以是有线通信和/或无线通信,并且可以采用任何合适的通信协议,包括但不限于以太网、蜂窝网络、蓝牙通信、wi-fi等等。由缺陷分析系统2400生成的告警消息可以通过这些通信连接被发送到上游工艺系统2100和/或下游工艺系统2200。可选地,上游工艺系统2100和/或下游工艺系统2200也可以将一个或多个工艺参数发送给缺陷分析系统2400。该一个或多个工艺参数可以描述当前上游工艺系统2100和/或下游工艺系统2200执行的一个或多个工艺的状态或所使用的参数。缺陷分析系统2400可以以该一个或多个工艺参数为基准生成修改后的新的工艺参数,如下面将进一步描述的。
44.应当注意的是,尽管在图2的实施例中缺陷分析系统2400被示出为独立的系统,但是在其他实施例中,缺陷分析系统2400可以被包括在缺陷检测系统2300中。此外,缺陷分析系统2400也可以被合并到系统2000的其他部件中,例如下面所描述的控制系统2600中。
45.根据本公开的实施例,系统2000还可以可选地包括外围系统2500。外围系统2500例如可以包括用于控制环境参数的系统。例如,外围系统2500可以包括温度控制系统、湿度控制系统、通风系统、过滤系统、照明系统,等等。外围系统2500还可以可选地包括显示系统,例如布设在生产车间中的一处或多处的显示屏幕。由缺陷分析系统2400生成的告警消息也可以被发送到外围系统2500,以指示外围系统2500改变环境参数和/或提供一个或多个告警显示。
46.根据本公开的实施例,系统2000还可以可选地包括控制系统2600。控制系统2600
可以是能够控制系统2000的各个部件(上游工艺系统 2100、下游工艺系统2200、缺陷检测系统2300、缺陷分析系统2400、或者外围系统2500)的中心控制台。因此,控制系统2600可以建立与系统2000的各个部件的通信连接(未示出)。由缺陷分析系统2400 生成的告警消息可以被发送给控制系统2600,并且然后由控制系统2600转发给系统2000中的一个或多个部件。
47.应当注意的是,图2所示的系统2000是示例性的。尽管图2示出了系统2000可以包括以上描述的各个特定的部件,但是在其他实施例中系统2000可以包括更少或更多的部件而不脱离本公开的范围。例如,外围系统2500和控制系统2600可以是可选的。此外,系统2000的各个部件中的一些可以被合并为单个部件,或者可以被划分为更多的子部件。另外,应当注意的是,图2示出的各个特定的部件可以位于相同或不同的生产车间。
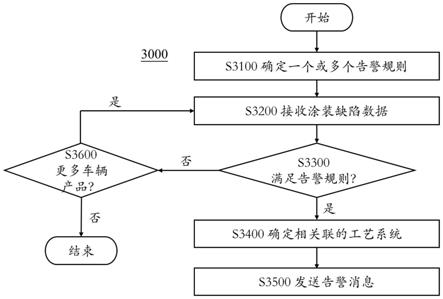
48.图3示出了根据本公开的实施例的用于缺陷分析的方法3000的流程图。方法3000可以实时地促进消除车辆涂装缺陷。方法3000例如可以由图2的缺陷分析系统2400执行。该执行例如可以发生在图1 的步骤s1011中。
49.在步骤s3100中,可以基于车辆产品的涂装缺陷类型,确定一个或多个告警规则。该步骤可以由缺陷分析系统2400的配置模块2410 执行。这里的确定可以包括响应于用户与系统的交互而由用户配置一个或多个告警规则。附加地或替代地,系统也可以从告警规则配置文件提取一个或多个告警规则。告警规则配置文件可以被存储在系统本地,或者可以由系统从远程位置检索该文件。可选地,系统可以对现有的一个或多个告警规则进行更新,从而确定更新后的一个或多个告警规则。
50.根据本公开的实施例,每个告警规则可以对应于至少一个涂装缺陷类型。下面的表1示出了多个示例性涂装缺陷类型及其编号和描述。本公开不限于这些示例性涂装缺陷类型。
51.[0052][0053]
表1
[0054]
根据本公开的实施例,除了涂装缺陷的类型外,每个告警规则还可以与特定涂装缺陷的一个或多个属性相关联。这些属性可以包括但不限于涂装缺陷的数量、尺寸、位置等。此外,每个告警规则还可以与涂装缺陷在车辆产品序列中的分布相关联。这里的分布例如可以包括发生涂装缺陷的连续性和发生频率等等。表2列举了多个示例性告警规则及其关联的特性:
[0055]
编号描述关联的特性1单个车身出现尺寸大于10mm的类型k缺陷类型、尺寸2单个车身的车顶部位出现10个类型m缺陷类型、位置、数量3生产流水线上的连续4个车身出现类型e缺陷类型、连续性4生产流水线上连续10个车身中的至少4个具有类型f缺陷类型、发生频率5生产流水线上的连续2个车身出现不低于80个缺陷连续性、数量
[0056]
表2
[0057]
应当注意的是,以上给出的告警规则仅仅是示例性的。可以对这些告警规则当中的一个或多个进行逻辑运算(例如,“与(and)”、“或(or)”、“非(not)”等)从而生成复合告警规则。例如,可以将告警规则1和告警规则2进行“与”运算从而生成新的告警规则:单个车身出现尺寸大于10mm的类型k缺陷并且在车身的车顶部位出现10个类型m缺陷。可以将一个或多个告警规则表达为正则表达式。
[0058]
在步骤s3200中,可以接收生产流水线上的车辆产品序列中的每个车辆产品的涂装缺陷数据,该涂装缺陷数据可以指示涂装过程所造成的该车辆产品的涂装缺陷。涂装缺陷数据可以是由图2的缺陷检测系统2300响应于每个车辆产品进入图1的步骤s1010而生成的。涂装缺陷数据可以包括所检测到的该车辆产品的涂装缺陷的类型、数量、尺寸、位置等。涂装缺陷数据还可以包括该车辆产品的产品标识符。步骤s3200中的接收可以包括从涂装缺陷数据中提取车辆产品的产品标识符以及与该车辆产品的涂装缺陷的类型、数量、尺寸、位置等相关联的一个或多个数据。
[0059]
在步骤s3300中,可以判定涂装缺陷数据是否满足步骤s3100中所确定的一个或多个告警规则中的至少一个告警规则。该步骤可以由缺陷分析系统2400的判定模块2420执行。例如,可以将步骤s3200 中所接收的涂装缺陷数据与步骤s3100中所确定的每一个告警规则进行比较,以确定是否满足至少一个告警规则。该比较例如可以包括基于涂装缺陷数据计算与每个告警规则对应的正则表达式的结果,并基于该结果判定该告警规则是否被满足。
[0060]
应当注意的是,步骤s3300中所使用的涂装缺陷数据可以包括当前车辆产品的涂装缺陷数据和/或先前的一个或多个车辆产品的涂装缺陷数据。例如,当针对表2所示的告警规则3-5中的任一告警规则进行判定时,需要将当前车辆产品的涂装缺陷数据与先前的一个或多个车辆产品的涂装缺陷数据结合使用。
[0061]
如果在步骤s3300中判定涂装缺陷数据满足一个或多个告警规则中的至少一个告警规则,那么方法3000可以继续到步骤s3400。在步骤s3400中,可以确定与该至少一个告警规则相关联的工艺系统。作为一个示例,可以维护每个告警规则与工艺系统的映射,并基于该映射来确定与每个告警规则相关联的工艺系统。作为另一个示例,可以首先确定与该至少一个告警规则相关联的涂装缺陷类型,并且确定与该涂装缺陷类型相关联的工艺系统。例如,当告警规则3被满足时,可以确定与告警规则3相关联的涂装缺陷类型为类型e。类型e表示的是“电泳槽内电泳漆液的自身漆渣”,其可以与执行电泳工艺的工艺系统(例如,图2的电泳系统2110)相关联。因此,可以确定与类型e的涂装缺陷相关联的工艺系统可以包括电泳系统2110。也就是说,当告警规则3被满足时,可以确定与告警规则3相关联的工艺系统包括电泳系统2110。应当注意的是,每个告警规则可以与一个或多个工艺系统相关联,尤其是复合告警规则。
[0062]
随后,在步骤s3500中,可以向步骤s3400中所确定的工艺系统发送告警消息,该告警消息可以至少用于指示该工艺系统执行一个或多个动作。该步骤可以由缺陷分析系统2400的告警模块2430执行。应当注意的是,在步骤s3500中,告警消息可以响应于生产流水线上的每个车辆产品进入缺陷分析步骤(图1的s1011)而实时生成,并且可以被实时地发送给工艺系统以对车辆涂装过程1000进行调整。因此,方法3000可以及时处理车辆涂装过程1000所产生的涂装缺陷。
[0063]
根据本公开的实施例,对于不同的工艺系统,告警消息指示的要执行的一个或多个动作可以不同。例如,如果所确定的工艺系统是上游工艺系统的一部分,则要由该工艺系统执行的一个或多个动作可以包括调整工艺参数,其目的在于避免产生更多的具有类似涂装缺陷的车辆产品。如果所确定的工艺系统是下游工艺系统的一部分,则要由该工艺系统执行的一个或多个动作可以包括改变车辆产品序列接受该工艺系统的处理的顺序,以便更高效地消除已经产生的车辆涂装缺陷。
[0064]
作为一个示例,步骤s3400所确定的涂装缺陷类型可以是纤维缺陷(表1的类型a),与纤维缺陷相关联的工艺系统包括集成喷涂处理系统ipp系统2120和/或外围系统2500。相应地,在步骤s3500中发送的告警消息可以至少用于指示喷涂处理系统ipp系统和/或外围系统2500对喷涂环境进行清理,以减少环境中的潜在的纤维的量。例如,可以加大通风系统或者过滤系统的功率。通过这种方式,可以有效地降低通过喷涂处理系统ipp系统引入类型a缺陷的可能性,从而减少潜在的类型a缺陷。
[0065]
作为另一个示例,步骤s3400所确定的涂装缺陷类型可以是电泳干漆缺陷(表1的类型e),与电泳干漆缺陷相关联的工艺系统包括电泳系统2110。相应地,在步骤s3500中发送的告警消息可以至少用于指示电泳系统2110更新电泳漆液。更新后的电泳漆液可以具有较少的漆渣。通过这种方式,可以有效地降低通过电泳系统2110引入类型 e缺陷的可能性,从而减少潜在的类型e缺陷。
[0066]
作为还有的示例,所满足的告警规则可以与具有超出阈值的涂装缺陷数据的多个
车辆产品在车辆产品序列中的分布相关联。该告警规则的示例是告警规则5。在这种情况下,在步骤s3500中发送的告警消息可以用于指示调整该多个车辆产品在车辆产品序列中的分布,从而改变车辆产品序列接受面漆打磨工艺的顺序。更具体地,可以使得具有超过阈值的涂装缺陷数据的该多个车辆产品在车辆产品序列中分散化,从而缓解步骤s1013中的面漆打磨工艺的压力,避免生产流水线在该工艺处出现拥塞。关于该示例的细节将在下面关于图4进一步讨论。
[0067]
可选地,在步骤s3500中,还可以将告警消息发送到步骤s3400 中确定的工艺系统的操作人员的移动设备;以及接收来自该移动设备的确认消息。该确认消息可以指示操作人员已知悉告警消息和/或告警消息所指示的一个或多个动作已经被执行。通过这种方式,可以确保相关的工艺系统的人员已经知悉告警消息,并且该工艺系统已经采取了一个或多个动作。因此,造成车辆涂装缺陷的原因能够被及时解决和/或已经产生的涂装缺陷能够被及时修复。
[0068]
如果在步骤s3300中判定涂装缺陷数据不满足一个或多个告警规则中的任何告警规则,那么方法3000可以继续到步骤s3600。在步骤 s3600中,可以判定车辆产品序列中是否还有未被处理的更多车辆产品。如果存在未被处理的更多车辆产品,则方法3000可以返回到s3200 以接收关于下一个车辆产品的涂装缺陷数据。如果车辆产品序列中的所有车辆产品都已经被处理,则方法3000可以结束。
[0069]
根据本公开的实施例,方法3000还可以可选地包括提供用户界面,该用户界面可以被用于配置告警规则、显示车辆涂装缺陷数据、显示告警消息、配置车辆产品序列等等。这将在下面关于图6进一步描述。
[0070]
图4示出了根据本公开的实施例的车辆产品序列的示意图。车辆产品序列可以表示生产流水线上处于依次接受各个步骤的处理的多个车辆产品的有序序列。具体地,图4示出了执行缺陷检测之前的原始车辆产品序列4000a、带有涂装缺陷数据的车辆产品序列4000b、根据一个实施例的经调整的车辆产品序列4000c,以及根据另一个实施例的经调整的车辆产品序列4000d。
[0071]
图4所示的原始车辆产品序列4000a可以表示在接受缺陷检测 (例如,图1的s1010)之前生产流水线上的车辆产品的排序。原始车辆产品序列4000a中的每个车辆产品可以具有相关联的产品标识符,例如#1至#99。原始车辆产品序列4000a可以是根据产品标识符进行排序的,即,它们按照产品标识符的编号递增的顺序接受步骤s1010 的缺陷检测。更具体地,具有产品标识符#1的车辆产品首先被执行缺陷检测,然后具有产品标识符#2的车辆产品被执行缺陷检测,依次类推,直至具有产品标识符#99的车辆产品被处理。
[0072]
如前文已经描述的,缺陷检测可以生成每个车辆产品的涂装缺陷数据。图4示出了带有涂装缺陷数据的车辆产品序列4000b。与原始车辆产品序列4000a相比,车辆产品序列4000b不仅包括每个车辆产品的产品标识符,还包括与每个产品标识符相关联的涂装缺陷数据。根据本公开的实施例,涂装缺陷数据可以包括涂装缺陷值。越大的涂装缺陷值可以表示越严重的涂装缺陷。如图4所示,具有产品标识符#97的车辆产品的涂装缺陷值为42,而具有产品标识符#98的车辆产品涂装缺陷值为80,这表明车辆产品#98具有比车辆产品#97更加严重的涂装缺陷。
[0073]
根据本公开的实施例,涂装缺陷值可以是基于缺陷检测所获得的涂装缺陷而计算
得到的。由于面漆打磨工艺的实际处理时间与其复杂度相关联,所以涂装缺陷值可以被用来表示对该复杂度的预期。在一个示例中,涂装缺陷值可以是涂装过程所造成的车辆产品的涂装缺陷的总数量。可以认为涂装缺陷的总数量与面漆打磨工艺的预期复杂度呈正相关关系,并因此该总数量可以粗略地反映面漆打磨工艺的预期复杂度。在优选的示例中,涂装缺陷值可以是在面漆打磨工艺中消除车辆产品的涂装缺陷的总预期处理时间。该总预期处理时间可以基于车辆产品的涂装缺陷的类型、每种类型的涂装缺陷的数量、以及每种类型的涂装缺陷的预期处理时间而计算。与涂装缺陷的总数量相比,总预期处理时间可以更精确地反映面漆打磨工艺的预期复杂度。
[0074]
根据本公开的实施例,可以基于涂装缺陷值来调整车辆产品序列的顺序。这种调整可以是响应于特定的告警规则被满足而执行的。特定的告警规则可以与具有超出阈值的涂装缺陷值的多个车辆产品在车辆产品序列中的分布相关联。表2的告警规则5是这种特定的告警规则的一个示例。对车辆产品序列的调整可以在执行步骤s1013的面漆打磨工艺之前被执行,从而改变车辆产品序列接受面漆打磨工艺的顺序。有利地,这种调整可以使得具有严重的涂装缺陷的多个车辆产品在车辆产品序列中被分散化,从而避免面漆打磨工艺处的拥塞风险。
[0075]
在图4的示例中,车辆产品序列4000b中的连续两个车辆产品#98 和#99都具有超过80的涂装缺陷值。相应地,在车辆产品#99进入车辆涂装过程1000的步骤s1011时,将会触发如表2所示的告警规则5。作为结果,将生成告警消息,该告警消息可以指示调整车辆产品序列 4000b。
[0076]
根据本公开的实施例,可以指示基于各种调整规则来对车辆产品序列进行调整。
[0077]
作为一个示例,可以使得具有超过阈值的涂装缺陷值的任意两个车辆产品之间至少存在具有不超过第一阈值的涂装缺陷值的n个车辆产品,其中n是预先指定的正整数。图4示出了根据此规则的一个经调整的车辆产品序列4000c的示意图。在该示例中,所使用的第一阈值为80,并且n=2。与车辆产品序列4000b相比,车辆产品序列4000c 的顺序被调整,使得在车辆产品#98与车辆产品#99之间存在车辆产品#97和#96,车辆产品#97和#96具有不超过第一阈值的涂装缺陷值。第一阈值可以与触发该调整的告警规则中规定的阈值(例如,告警规则5中规定的阈值80)相同或不同。附加地,n可以是任意正整数,例如1、3、4、5等等。
[0078]
作为另一个示例,可以使得从任意车辆产品开始的m个车辆产品的涂装缺陷值的总和不超过第二阈值,其中m是预先指定的正整数。图4示出了根据此规则的一个经调整的车辆产品序列4000d的示意图。在该示例中,所使用的第二阈值为160,并且m=3。与车辆产品序列 4000b相比,车辆产品序列4000d的顺序被调整,使得在车辆产品#98 与车辆产品#99之间存在车辆产品#97和#95,车辆产品#97和#95具有较小的涂装缺陷值。与车辆产品序列4000c相比,车辆产品序列4000d 的涂装缺陷值的分布更加分散。具体地,在车辆产品序列4000c中,面漆打磨工艺在分配给车辆产品#98、#96、#97的连续3个处理时段内需要处理与总涂装缺陷值163(即,81 41 42)所对应的涂装缺陷,这仍然会造成一定的处理压力。而对于车辆产品序列4000d,面漆打磨工艺在分任意连续3个处理时段内都不会需要处理与超过160的涂装缺陷值对应的涂装缺陷,这有助于进一步分散面漆打磨工艺的处理压力。
[0079]
应当注意的是,以上的两个示例仅仅是示意性的。在本公开的其他实施例中,可以采用其他的调整规则,只要该调整规则能够使得具有超过阈值的涂装缺陷值的多个车辆产
品在所述车辆产品序列中足够分散。以上两个示例的调整规则也可以组合使用。此外,尽管上述两个示例是针对表2的告警规则5被触发的,这些示例中的每一个也可以适用于其他任何告警规则,并且所采用的第一阈值、第二阈值、正整数n和m的值也可以相应地改变。在上述两个示例中,涂装缺陷值表示的是涂装缺陷的总数量。替代地,涂装缺陷值可以表示在面漆打磨工艺中消除车辆产品的涂装缺陷的总预期处理时间。与涂装缺陷的总数量相比,该总预期处理时间能够更精准地反映面漆打磨工艺过程中的拥塞风险。
[0080]
根据本公开的实施例,可以使用各种手段来实现对生产流水线上的实际的车辆产品序列的调整。例如,可以由系统(例如,缺陷分析系统2400)维护车辆产品的产品标识符的至少一个有序序列。该至少一个有序序列例如可以是任何计算机存储装置中的数组或其他数据结构。车辆产品序列4000a-4000d可以是该有序序列的示例。系统可以调整一个或多个车辆产品的产品标识符在该至少一个有序序列中的顺序,从而生成经调整的至少一个有序序列。系统可以将所生成的经调整的至少一个有序序列发送给任何目标接收方。例如,经调整的至少一个有序序列可以被包括在步骤s3500中发送的告警消息中。生产流水线上的任何操作装置可以接收该经调整的至少一个有序序列,并且基于经调整的至少一个有序序列调整生产流水线上的实际车辆产品序列中的车辆产品的顺序。通过这种方式,可以实现对实际的车辆产品序列的调整。
[0081]
根据本公开的实施例,可以利用车辆产品暂存系统来调整车辆产品序列。具体地,在图3的步骤s3500中,可以将告警消息发送给车辆产品暂存系统。车辆产品暂存系统可以包括暂存区,该暂存区可以在图1的步骤s1012中存储车辆产品序列中的车辆产品。车辆产品暂存系统可以接收经调整的至少一个有序序列,并且基于该经调整的至少一个有序序列来执行操作。例如,车辆产品暂存系统可以调整车辆产品序列中的车辆产品进入暂存区的顺序,使得车辆产品在暂存区中按照经调整的至少一个有序序列排序。或者,车辆产品暂存系统可以调整车辆产品序列中的车辆产品离开暂存区的顺序,使得离开暂存区的车辆产品是按照经调整的至少一个有序序列排序的。如图1所示,离开暂存区的车辆产品可以依次被送入步骤s1013中的面漆打磨工艺。
[0082]
优选地,可以对车辆产品暂存系统的暂存区进行划分。例如,暂存区可以被分为多个子区域,每个子区域用于存储具有相应级别的涂装缺陷值的一个或多个车辆产品。车辆产品暂存系统接收的经调整的至少一个有序序列可以包括相应的涂装缺陷值(例如,该有序序列可以是4000c或4000d),并且可以基于每个车辆产品的涂装缺陷值将该车辆产品分配到对应的子区域。作为结果,可以将具有严重涂装缺陷的车辆产品集中存储在暂存区的某一个子区域。这种方式可以允许操作人员对具有严重涂装缺陷的车辆产品进行集中的预处理(例如,提前开始面漆预检)。需要注意的是,尽管具有严重涂装缺陷的车辆产品在暂存区中是集中存储的,但是在它们还是按照经调整的至少一个有序序列分散地离开暂存区而进入面漆打磨工艺。因此,这不会导致面漆打磨工艺处的拥塞。
[0083]
根据本公开的实施例,当车辆产品序列中的每个车辆产品进入面漆打磨工艺时,可以从缺陷检测系统2300和/或缺陷分析系统2400检索该车辆产品的涂装缺陷数据以供显示。这对于提高面漆预检过程的效率和准确率是有益的。常规的面漆预检过程仅仅依靠专业人员的肉眼来执行,并标记肉眼发现的任何涂装缺陷,被标记的涂装缺陷在随后的修复过程中被修复。该过程非常依赖专业人员的经验、细致度以及提供给他的操作时间。根据本
公开的实施例,响应于车辆产品进入面漆打磨工艺,缺陷检测系统2300和/或缺陷分析系统2400可以接收该车辆产品的产品标识符;检索与该述产品标识符相关联的涂装缺陷数据;将检索到的涂装缺陷数据发送到与执行面漆预检的人员相关联的显示设备。与执行面漆预检的人员相关联的显示设备可以包括被放置在执行面漆预检过程的作业区域的显示设备和/或该人员的移动设备。基于检索到的涂装缺陷数据,可以在该显示设备上可视化地显示该车辆产品的一个或多个涂装缺陷。例如,该显示设备可以显示车辆产品的模型,以及各个涂装缺陷在该模型上的位置。与常规的操作相比,本公开的方法可以为执行面漆预检的专业人员提供可视化的涂装缺陷数据来作为辅助,从而可以提高效率、避免遗漏任何涂装缺陷并且可以放松面漆预检对操作经验的要求。
[0084]
根据本公开的实施例,当面漆打磨工艺完成后,可以将车辆产品序列恢复为原始车辆产品序列以输出到后续的制造过程(例如,总装过程)。例如,在面漆打磨工艺完成后,可以将车辆产品序列4000c 和4000d恢复为原始车辆产品序列4000a(即,按照产品标识符排序)。通过这种方式,可以将车辆产品序列恢复到默认的排序方式,该默认排序方式可能是车辆制造过程的其他过程(例如,总装过程)所使用的。换句话说,可以仅在图1的步骤s1011至步骤s1013之间使用经调整的车辆产品序列。这可以保证根据本公开的实施例的车辆涂装过程1000作为车辆生产过程的一部分与车辆生产过程的其他过程是兼容的。
[0085]
图5示出了根据本公开的实施例的能够用于实现缺陷分析系统的计算系统5000的框图。计算系统5000可以包括通信部5100、处理电路5200、存储部5300、显示部5400中的一个或多个。
[0086]
根据本公开的实施例,通信部5100可以包括用于与上游工艺系统、下游工艺系统、缺陷检测系统、控制系统、外围系统中的一个或多个进行通信的各种部件,诸如天线、调制解调器、数模转换电路、数字处理电路等。通信部5100适于使用各种协议进行通信。存储部 5200可以包括用于存储指令和数据的各种介质,包括暂时性介质和/ 或非暂时性介质。存储部5200可用于存储涂装缺陷数据、车辆产品的有序序列、告警规则等。存储部5200可以是计算系统5000本地的存储硬件,和/或计算系统5000通过各种网络可访问的远程存储装置(例如,云存储装置)。处理电路5300可以控制计算系统5000的各个部件以执行如本公开所述的通信和分析等功能,包括但不限于接收涂装缺陷数据、生成和维护车辆产品的有序序列、基于告警规则生成告警消息等。显示部5400可以包括各种显示模块,例如液晶显示屏。显示部5400可以允许呈现各种数据。显示部5400还可以提供用户界面,从而允许用户对计算系统5000进行配置。
[0087]
根据本公开的实施例,计算系统5000的处理电路5200可以被实现为一个或多个处理器,并且存储部5200可以被实现为非暂态计算机可读存储介质。该非暂态计算机可读存储介质上可以存储有计算机程序,该计算机程序在由处理电路5200的一个或多个处理器执行时,可以使得该一个或多个处理器执行本文结合缺陷分析系统2400所描述的任何功能与操作。
[0088]
需要注意的是,图5示出的计算系统5000的示意图仅仅是示例性的,计算系统5000可以包括比图5示出的更多或更少的部件,并且所示出的一个或多个部件可以被组合成单个部件,或者被划分为更多的子部件。存储部5300和显示部5400被示出为虚线框,这意味着它们可以是可选的,或者可以位于计算系统5000的外部。
[0089]
根据本公开的实施例,还可以提供用户界面。该用户界面例如可以是缺陷分析系统2400的一部分(例如显示在显示部5400中),或者与缺陷分析系统2400通信地连接。用户界面可以被用于配置告警规则、显示车辆涂装缺陷数据、显示告警消息、配置车辆产品序列等等。
[0090]
图6示出了根据本公开的实施例的用户界面6000的框图。用户界面6000可以包括缺陷定义模块6100、规则配置模块6200、告警提示模块6300、统计分析模块6400、车辆队列显示模块6500当中的至少一些。应当注意的是,图6示出的这些模块仅仅是用户界面6000 的功能模块,而不表示相应的功能区域在用户界面6000上的布局。
[0091]
根据本公开的实施例,缺陷定义模块6100可以允许用户定义涂装缺陷的参数,这些参数包括但不限于缺陷类型、缺陷尺寸、缺陷位置、车辆产品颜色、打磨位置中的一项或多项。这些参数中的一项或多项作为整体可以限定一个类别的涂装缺陷。例如,可以指定一种类型的涂装缺陷为“车身顶部尺寸大于3毫米的纤维缺陷”。图7a示出了缺陷定义模块6100被激活时的示例性用户界面的截图。
[0092]
根据本公开的实施例,规则配置模块6200可以允许用户配置所使用的一个或多个告警规则。用户对告警规则的配置可以包括指定与告警规则相关联的涂装缺陷的缺陷类型、尺寸、位置、连续性、数量以及阈值等等。用户对告警规则的配置还可以包括指定与该告警规则相关联的一个或多个工艺系统,即,在该告警规则被满足的情况下应该调整哪些工艺系统。进一步地,用户对告警规则的配置还可以包括指定该一个或多个工艺系统应当采取的一个或多个动作。例如,用户可以配置该一个或多个动作的执行参数,这些执行参数包括执行该一个或多个动作的工艺系统的工艺参数。例如,对于电泳工艺系统,工艺参数可以包括电泳漆液的类型、电泳漆液的浓度、所施加的电压、温度、沉积时间等等。这些工艺参数可以被包括在告警消息中以发送给对应的工艺系统,使得工艺系统能够根据指定的工艺参数执行一个或多个动作。附加地或替代地,用户可以配置改变工艺参数的规则。例如,用户可以配置对现有工艺参数的修改规则。在告警规则被满足时,系统可以将用户配置的修改规则应用于工艺系统报告的一个或多个现有工艺参数,从而生成修改后的工艺参数。可以将修改后的工艺参数通过告警消息发送给工艺系统。此外,用户对告警规则的配置还可以包括激活或者停用一个或多个已配置的告警规则。图7b-7c示出了规则配置模块6200被激活时的示例性用户界面的截图。
[0093]
根据本公开的实施例,告警提示模块6300可以被配置为向用户显示告警消息。该告警消息可以在至少一个告警规则被满足时显示。告警提示模块6300还可以提示用户是否收到了来自对应的工艺系统的人员的一个或多个确认消息。此外,告警提示模块还可以响应于用户选择所显示的告警消息而显示与该告警消息相关联的一个或多个车辆产品的涂装缺陷数据。图7d-7f示出了告警提示模块6300被激活时的示例性用户界面的截图。
[0094]
根据本公开的实施例,统计分析模块6400可以显示对车辆产品序列中的车辆产品的涂装缺陷数据的统计分析。该统计分析可以涉及各种类型的涂装缺陷的出现频率、发生区域、常见尺寸等等。可以以图表的形式显示统计数据。图7g-7h示出了统计分析模块6400被激活时的示例性用户界面的截图。
[0095]
根据本公开的实施例,车辆队列显示模块6500可以被配置为包括车辆产品序列的可视化显示。该可视化显示可以包括车辆产品序列中的每个车辆产品的可视化表示,每个
可视化表示具有基于涂装缺陷数据而确定的颜色。例如,具有严重涂装缺陷的车辆产品的可视化表示可以是红色的,其他车辆产品的可视化表示可以是绿色的。可以将这些可视化表示组织成与实际生产流水线的车辆产品对应的车辆产品序列。车辆队列显示模块6500还可以被配置为:响应于用户对车辆产品的可视化表示的拖动,改变可视化显示中的车辆产品序列的顺序;检查经改变的车辆产品序列的顺序是否满足告警规则;响应于经改变的所述车辆产品序列的顺序不满足告警规则,基于经改变的车辆产品序列的顺序,调整生产流水线上的车辆产品序列的顺序;响应于经改变的车辆产品序列的顺序满足告警规则,撤销改变并发出提示。车辆队列显示模块6500提供了让用户手动调整车辆产品序列的顺序的便捷方式,并且保证了这种调整不会触发所配置的告警规则。例如,如果用户的调整使得车辆产品序列中具有严重涂装缺陷的多个车辆产品集中化,则车辆队列显示模块6500可以判定该调整将满足表2的告警规则5。相应地,车辆队列显示模块6500可以自动放弃该调整,并提示用户该调整将触发告警规则。相应地,用户可以继续尝试另一种调整方式。
[0096]
应当注意的是,图6所示的用户界面6000仅仅是示意性的。在其他实施例中,用户界面6000可以具有更多或更少的功能模块。一些功能模块可以被合并,或者被拆分为子模块。
[0097]
本公开的方法和系统可以提供对告警规则的灵活配置,并且能够基于告警规则和涂装缺陷数据生成告警消息。该告警消息可以被实时地反馈给相关的工艺系统和人员,使得能够对车辆涂装过程进行动态的调整。本公开的方法和系统允许车辆制造商及时地解决造成涂装缺陷的原因,从而避免生产出更多的带有涂装缺陷的车辆产品。相应地,用于修复潜在的涂装缺陷的开销也显著降低。此外,通过使用本公开的方法和系统,车辆制造商能够及时地修复已经产生的涂装缺陷,从而避免生产流水线的拥塞。本公开的方法和系统针对车辆涂装过程提高了产品质量、改善了生产效率、并且降低了生产成本。
[0098]
本公开可以被实施为系统、方法和/或计算机程序产品。该计算机程序产品可以包括(一个或多个)计算机可读存储介质,其上具有计算机可读程序指令,用于使处理器执行本公开的方面。
[0099]
计算机可读存储介质可以是可以保持和存储用于由指令执行设备使用的指令的有形设备。计算机可读存储介质可以是例如(但不限于)电子存储设备、磁存储设备、光存储设备、电磁存储设备、半导体存储设备或者上述的任意合适的组合。计算机可读存储介质的更具体的示例的非穷举的列表包括以下:便携式计算机盘、硬盘、随机存取存储器(ram)、只读存储器(rom)、可擦式可编程只读存储器(eprom或闪存)、静态随机存取存储器(sram)、便携式压缩盘只读存储器(cd-rom)、数字通用盘(dvd)、记忆棒、软盘、机械编码设备(诸如其上存储有指令的打孔卡或凹槽内凸起结构)以及上述的任意合适的组合。如本文所使用的计算机可读存储介质不被解释为瞬时信号本身,诸如无线电波或者其它自由传播的电磁波、通过波导或其它传输介质传播的电磁波(例如,通过光纤电缆的光脉冲)、或者通过电线传输的电信号。
[0100]
本文所描述的计算机可读程序指令可以从计算机可读存储介质下载到各个计算/处理设备,或者通过网络(例如互联网、局域网、广域网和/或无线网)下载到外部计算机或外部存储设备。网络可以包括铜传输电缆、光纤传输、无线传输、路由器、防火墙、交换机、网关计算机和/或边缘服务器。每个计算/处理设备中的网络适配器卡或者网络接口从网络接
收计算机可读程序指令,并转发这些计算机可读程序指令,以供存储在各个计算/处理设备中的计算机可读存储介质中。
[0101]
用于执行本公开的操作的计算机可读程序指令可以是汇编指令、指令集架构(isa)指令、机器指令、依赖机器的指令、微代码、固件指令、状态设置数据,或者以一种或多种编程语言的任意组合编写的或者源代码或者目标代码,这些编程语言包括面向对象的编程语言 (诸如smalltalk、c 等)以及常规过程式编程语言(诸如“c”编程语言或类似的编程语言)。计算机可读程序指令可以完全地在用户的计算机上执行、部分地在用户的计算机上执行、作为独立的软件包执行、部分在用户的计算机上部分在远程计算机上执行、或者完全在远程计算机或服务器上执行。在涉及远程计算机的情形中,远程计算机可以通过任意种类的网络(包括局域网(lan)或广域网(wan))连接到用户的计算机,或者,可以连接到外部计算机(例如使用互联网服务提供商通过互联网)。在一些实施例中,通过利用计算机可读程序指令的状态信息来个性化定制电子电路,包括例如可编程逻辑电路、现场可编程门阵列(fpga)或可编程逻辑阵列(pla),该电子电路可以执行计算机可读程序指令,以便执行本公开的方面。
[0102]
本文参考根据本公开的实施例的方法、装置(系统)和计算机程序产品的流程图和/或框图描述了本公开的方面。将理解的是,流程图和/或框图的每个方框以及流程图和/或框图中各方框的组合,都可以由计算机可读程序指令实现。
[0103]
这些计算机可读程序指令可以被提供给通用计算机、专用计算机或其它可编程数据处理装置的处理器以生产出机器,使得这些指令在通过计算机或其它可编程数据处理装置的处理器执行时,产生了实现流程图和/或框图中的一个或多个方框中规定的功能/行为的装置。这些计算机可读程序指令也可被存储在计算机可读存储介质中,这些计算机可读程序指令可以指导计算机、可编程数据处理装置和/或其它设备以特定方式工作,从而,其中存储有指令的计算机可读介质包括制造品,该制造品包括实现流程图和/或框图中的一个或多个方框中规定的功能/行为的方面的指令。
[0104]
计算机可读程序指令也可被加载到计算机、其它可编程数据处理装置、或其它设备上,使得在计算机、其它可编程装置或其它设备上执行一系列操作步骤,以产生计算机实现的过程,从而使得在计算机、其它可编程装置或其它设备上执行的指令实现流程图和/或框图中的一个或多个方框中规定的功能/行为。
[0105]
图中的流程图和框图显示了根据本公开的各个实施例的系统、方法和计算机程序产品的可能实现的体系架构、功能和操作。在这点上,流程图或框图中的每个方框可以代表模块、段或指令的一部分,该模块、段或指令的一部分包含用于实现规定的(一个或多个)逻辑功能的一个或多个可执行指令。在一些替换的实现中,方框中所标注的功能也可以以不同于图中所标注的顺序发生。例如,取决于所涉及的功能,两个连续的方框实际上可以基本并行地执行,或者这些方框有时也可以按相反的顺序执行。还将注意的是,框图和/或流程图中的每个方框、以及框图和/或流程图中的方框的组合,可以由执行规定的功能或行为的或执行专用硬件与计算机指令的组合的基于专用硬件的系统来实现。
[0106]
本领域技术人员还应当理解,在本公开的实施例中按照顺序例示的各种操作并不一定必须按照例示的顺序执行。本领域技术人员可以根据需要调整操作的顺序。本领域技术人员还可以根据需要,增加更多的操作或省略其中一些操作。
[0107]
对本公开的各种实施例的描述已经出于说明的目的给出,但是并不旨在是详尽的或限制于所公开的实施例。在不脱离所描述的实施例的范围和精神的情况下,许多修改和变化对于本领域普通技术人员来说将是显然的。选择本文使用的术语,以最好地解释实施例的原理、实际应用或对市场中发现的技术的改进,或者使本领域其他技术人员能够理解本文公开的实施例。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。