1.本发明涉及再造烟叶领域,具体涉及一种再造烟叶薄片切片装置。
背景技术:
2.再造烟叶生产过程中,烟草薄片烘干后是通过碎片机进行切片;cn202011219013.x的一篇中国专利公开了一种具有均匀切丝功能的烟草切割装置,包括装置主体,所述装置主体包括切割箱体、电机、传送带和入料口,所述电机的输出端设置有切割机构,所述切割机构包括连接带、凸轴、保护壳和挤压杆,所述电机的输出端套接有连接带,所述连接带的一端套接有凸轴,所述凸轴的外部固定连接有保护壳。本发明通过设置有凸轴、挤压杆、滑动套、第一切割刀片和第一连接杆,通过凸轴的旋转,将一侧紧密贴合的挤压杆向下挤压,将挤压杆的一端向滑动套的内部进行挤压,将传送带上放置的烟草进行切割,将传送带上的烟草进行均匀的切割,将装置在对烟草切割时更均匀,大大增加了装置使用时的高效性,使装置更好进行割切;又如cn202011245087.0的一篇中国专利公开了一种烟草机械用方便更换刀具的切割设备,包括输送机构和电动推杆,所述输送机构的上侧固定安装有连接框,且连接框内部的左右两端对称安装有电动推杆,所述电动推杆的下侧通过连接座固定连接,且连接座的下侧设置有切刀,所述连接框的内壁安装有刮刷,所述连接座的正面设置有第一齿条,且第一齿条的背面啮合有传动齿轮,所述传动齿轮的外侧设置有固定杆。本发明设置有压板和推板,进而有效保障烟草切口的平整性,提升烟条成品的一致性,设置有螺杆和纠偏板,避免烟草在切割的过程中出现位置偏移,保证后续切割工作的顺利进行,设置有容置仓和导热片,实现对待切割烟草的干燥,对烟草进行预加工;现有的切片装置大多采用高速旋转的刀片进行切割,切片过程中对水分的要求较高,烟草薄片中水分过高切片过程中会存在长条、粘刀现象,影响成品质量和设备性能,而且在切割的过程中由于生产工艺的需要往往需要将烟叶原料切割成不同形状的烟叶薄片以便进行后续的生产加工,由此,在烟叶的生产线上往往需要备用不同种类的刀组模具实现生产需求,大大增加了企业的生产成本;为此,急需解决传统型产品存在的以上问题。
技术实现要素:
3.为解决上述技术问题,本发明之目的在于提供一种再造烟叶薄片切片装置,达到烟叶薄片不同形状的稳定切割的目的。
4.为实现上述目的,本发明之一种再造烟叶薄片切片装置,包括第一u形板、第一传送带、模板、激光头、第一动力组件和移动杆,所述第一传送带穿过所述第一u形板,所述模板由上模板和下模板相互安装组成,所述上模板安装在所述第一u形板内;所述上模板的底部开设有上轨道,所述上轨道包括多边形轨道,所述多边形轨道间隔的拐角处相互连通形成轨道槽;
所述上模板的顶部开设有多个与所述上轨道相互连通的通孔,所述通孔内均设有限位杆,所述上轨道的拐点处均设有所述通孔;所述下模板上开设有贯穿的下轨道,所述下轨道与所述上轨道相互匹配,所述下轨道的轨道间距小于所述上轨道的轨道间距;所述移动杆在所述第一动力组件的作用下滑动固定于所述上轨道与所述下轨道内;所述激光头安装在所述移动杆上。
5.进一步,所述第一动力组件为磁铁和电磁铁,所述磁铁固定设置在所述移动杆上,所述电磁铁固定设置在所述下模板的底部。
6.进一步,所述限位杆与所述上模板采用拆卸式连接,所述限位杆与所述上模板之间连接有弹簧。
7.进一步,所述限位杆的顶部涂设有标识层。
8.进一步,还包括烘焙组件,所述烘焙组件包括第二u形板和加热件,所述第一传送带穿过所述第二u形板,所述第二u形板设置在所述第一传送带的进料口处,所述第一u形板设置在所述第一传送带的出料口处。
9.进一步,还包括烟雾处理组件,所述烟雾处理组件包括烟雾传感器和喷淋管,所述喷淋管和所述烟雾传感器均固定设置在所述第一u形板内,所述喷淋管位于所述第一传送带的上方。
10.进一步,还包括限位组件,所述限位组件包括第二动力组件和限位板,所述限位板在第二动力组件的作用下移动固定于所述第一传送带的出料口处。
11.进一步,还包括检测组件,所述检测组件包括第三动力组件、底座、升降块和挡板,所述底座设置在所述第一传送带的出料口处,所述挡板固定设置在所述底座的顶部,所述底座上开设有贯穿的异形孔,所述异形孔位于所述挡板处,所述升降块在所述第三动力组件的作用下滑动固定于所述异形孔内,所述第三动力组件与所述第二动力组件均为气缸,所述升降块的拐角处均设有压力传感器。
12.进一步,所述第一传送带的出料口于所述底座的进料口处设有第二传送带,所述第二传送带倾斜设置,所述第一传送带、所述第二传送带与所述底座的外侧均设有围板。
13.进一步,还包括控制器,所述喷淋管内设有电磁阀,所述控制器分别与所述第一动力组件、所述第二动力组件、所述第三动力组件、所述电磁阀、所述压力传感器以及所述烟雾传感器电性连接,所述控制器还电性连接有报警器。
14.本发明与现有技术相比,其有益效果是:采用激光头切割使得在切割的过程中不会出现与烟叶的直接接触从而达到了不存在长条、粘刀的目的,解决了传统型的粘刀的情况,上轨道由多边形轨道和轨道槽组成从而使得当需要进行特定形状的切割时,能够形成预期的特定形状的路径,通孔与限位杆的联合使用使得移动杆的移动路径唯一,进而使得切割形状唯一,下轨道的间距小于上轨道的间距使得上轨道与下轨道形成一t形设计,从而使得移动杆能够稳定的在上轨道与下轨道内移动不会出现向下的运动趋势,激光头设置在移动杆上,移动杆在移动的过程中,即激光头实现移动切割的目的,从而达到切割不同形状的效果;综上,采用此种再造烟叶薄片切片装置能够达到烟叶薄片不同形状的稳定切割的
目的。
附图说明
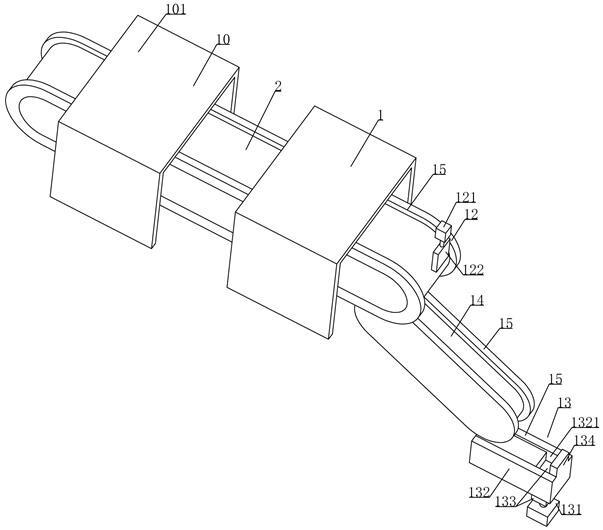
15.图1是本发明一种再造烟叶薄片切片装置的立体图;图2是本发明一种再造烟叶薄片切片装置的第一u形板的剖视图;图3是本发明一种再造烟叶薄片切片装置的上模板、限位杆和移动杆的连接仰视图;图4是本发明一种再造烟叶薄片切片装置的下模板和移动杆的连接仰视图;图5是本发明一种再造烟叶薄片切片装置的下模板的立体图;图6是本发明一种再造烟叶薄片切片装置的下模板的立体图。
16.图中:1、第一u形板;2、第一传送带;3、模板;31、上模板;311、上轨道;3111、多边形轨道;312、轨道槽;313、通孔;32、下模板;321、下轨道;4、激光头;5、第一动力组件;51、磁铁;52、电磁铁;6、移动杆;7、限位杆;8、弹簧;9、标识层;10、烘焙组件;101、第二u形板;11、烟雾处理组件;111、烟雾传感器;112、喷淋管;12、限位组件;121、第二动力组件;122、限位板;13、检测组件;131、第三动力组件;132、底座;1321、异形孔;133、升降块;134、挡板;14、第二传送带;15、围板;16、控制器。
具体实施方式
17.为详细说明本发明之技术内容、构造特征、所达成目的及功效,以下兹例举实施例并配合附图详予说明。
18.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制。
19.请参阅图1所示,并参阅图2
‑
图6所示,本发明提供一种实施方案:本发明提供为实现上述目的,本发明之一种再造烟叶薄片切片装置,包括第一u形板1、第一传送带2、模板3、激光头4、第一动力组件5和移动杆6,所述第一传送带2穿过所述第一u形板1,所述模板3由上模板31和下模板32相互安装组成,所述上模板31安装在所述第一u形板1内;所述上模板31的底部开设有上轨道311,所述上轨道311包括多边形轨道3111,如图3所示,多边形轨道3111采用八边形设计,所述多边形轨道3111间隔的拐角处相互连通形成轨道槽312,如图3所示,轨道槽312采用两个矩形设计,上轨道311由多边形轨道3111(八边形设计)和轨道槽312(两个矩形设计)组成从而使得当需要进行特定形状的切割时,能够形成预期的特定形状的路径(当需要切割为三角形、矩形、五边形、六边形、七边形或者八边形时,只需要形成预期路径即可);如图5所示,所述上模板31的顶部开设有多个与所述上轨道311相互连通的通孔313,所述通孔313内均设有限位杆7,所述上轨道311的拐点处均设有所述通孔313,通孔313与限位杆7的联合使用使得移动杆6的移动路径唯一,进而使得切割形状唯一;
如图6所示,所述下模板32上开设有贯穿的下轨道321,所述下轨道321与所述上轨道311相互匹配(结合图2、图5以及图6所示,下轨道321与上轨道311形状相似),所述下轨道321的轨道间距小于所述上轨道311的轨道间距,使得上轨道311与下轨道321形成一t形设计,从而使得移动杆6能够稳定的在上轨道311与下轨道321内移动不会出现向下的运动趋势;所述移动杆6在所述第一动力组件5的作用下滑动固定于所述上轨道311与所述下轨道321内;所述激光头4安装在所述移动杆6上,移动杆6在移动的过程中,即激光头4实现移动切割的目的,从而达到切割不同形状的效果,采用激光头4切割使得在切割的过程中不会出现与烟叶的直接接触从而达到了不存在长条、粘刀的目的,解决了传统型的粘刀的情况;综上,采用此种再造烟叶薄片切片装置能够达到烟叶薄片不同形状的稳定切割的目的。
20.进一步,所述第一动力组件5为磁铁51和电磁铁52,所述磁铁51固定设置在所述移动杆6上,所述电磁铁52固定设置在所述下模板32的底部,采用磁铁51与电磁铁52的磁力作用形成动力源,使得动力源的结构简单,动力输出稳定,由于移动杆6的移动是多种移动轨迹,若采用多个的动力件(气缸或者电机)实现动力输出,则需要多个动力件的联合动力作用才能实现,如此,不仅使得装置的整体结构复杂而且投入成本较大,若采用一个动力件(气缸或者电机)输出,则会增加较多的执行机构配合,也会使得装置的整体结构复杂而且投入成本较大而且执行机构还会出现干涉现象使得移动杆6的移动不稳定,进而使得激光头4的切割不稳定;由于磁铁51固定设置在移动杆6上,而移动杆6滑动固定于上轨道311与下轨道321内,当电磁铁52得电的方向不一致时,电磁铁52的同一端的磁性也不相同,根据磁铁51之间的同性相吸和异性相斥的原理可知,此时,电磁铁52具备吸引磁铁51相向运动和排斥磁铁51反向运动的功能,即电磁铁52具备吸引移动杆6相向运动和排斥移动杆6反向运动的功能,而激光头4也固定设置在移动杆6上,即电磁铁52具备吸引激光头4相向运动和排斥激光头4反向运动的功能,即可实现激光头4的移动切割。
21.进一步,所述限位杆7与所述上模板31采用拆卸式连接,所述限位杆7与所述上模板31之间连接有弹簧8,此处的拆卸式连接可以为卡扣式连接或者螺纹连接,此处的弹簧8不仅起到连接限位杆7的作用从而防止限位杆7遗失还起到,若为卡扣连接则起到当拆卸时,限位杆7在弹簧8的作用下自动复位的作用,若为螺纹连接则起到防止螺纹松动的目的,进而可以使得移动杆6可以正常运动,不会出现干涉的情况。
22.进一步,所述限位杆7的顶部涂设有标识层9;在实际生产过程中当需要更换烟叶薄片的加工形状时,需要限位杆7的插入方式(如图3所示,当需要切割为八边形时,只需要拔出多边形轨道3111上所有的限位杆7,而插入轨道槽312内的所有限位杆7,此时,上轨道311仅形成一可供移动杆6移动的八边形轨道,从而可实现烟叶薄片的八边形切割,烟叶薄片的三边形、四边形、五边形、六边形或者七边形的切割原理与八边形一致,在此不做过多陈述),从而形成不同的切割路径实现特定形状的加工,通过设置标识层9使得各个限位杆7上的标识不同,便于区分,从而可以有序的设置各个限位杆7的插入情况(由于上轨道311上的限位杆7众多,当需要形成预期的切割轨迹
时,需要区分每个限位杆7的插入情况,通过将每个限位杆7设置成不同的标识层9,从而可以达到清晰直观的设置每个限位杆7的插入情况)。
23.进一步,还包括烘焙组件10,所述烘焙组件10包括第二u形板101和加热件,所述第一传送带2穿过所述第二u形板101,所述第二u形板101设置在所述第一传送带2的进料口处,所述第一u形板1设置在所述第一传送带2的出料口处;在切割工艺前设置烘焙组件10使得涂布后的薄片经第二u形板101烘干到设定的含水率,薄片含水率符合激光切片要求,此处的加热件为电阻丝加热。
24.进一步,还包括烟雾处理组件11,所述烟雾处理组件11包括烟雾传感器111和喷淋管112,所述喷淋管112和所述烟雾传感器111均固定设置在所述第一u形板1内,所述喷淋管112位于所述第一传送带2的上方;当烘焙组件10对烟叶烘焙过干时,使用激光切割,会产生烟雾,通过烟雾传感器111感应烟雾,进而开启喷淋管112,进行降烟雾处理,最终达到改善加工环境和保护操作人员的身体健康的目的。
25.进一步,还包括限位组件12,所述限位组件12包括第二动力组件121和限位板122,所述限位板122在第二动力组件121的作用下移动固定于所述第一传送带2的出料口处;设置限位组件12起到当需要切割时,通过限位板122对烟叶进行限位,此时,烟叶不会在第一传送带2上实现定向移动,激光头4在移动时,形成特定形状的切割,即烟叶此时为静止状态下的切割。
26.进一步,还包括检测组件13,所述检测组件13包括第三动力组件131、底座132、升降块133和挡板134,所述底座132设置在所述第一传送带2的出料口处,所述挡板134固定设置在所述底座132的顶部,所述底座132上开设有贯穿的异形孔1321,所述异形孔1321位于所述挡板134处,所述升降块133在所述第三动力组件131的作用下滑动固定于所述异形孔1321内,所述第三动力组件131与所述第二动力组件121均为气缸,所述升降块133的拐角处均设有压力传感器;加工好的烟叶薄片脱离第一传送带2后在其自身的惯性作用下进入到底座132内,进而进入到异形孔1321内,值得注意的是此处的异形孔1321与预期加工形状一致,压力传感器若接收不到烟叶压力则表示加工不合格(压力传感器在升降块133在异形孔1321内下降的过程中进行检测),升降块133在位于底座132的下方时实现烟叶薄片的取出。
27.进一步,所述第一传送带2的出料口于所述底座132的进料口处设有第二传送带14,所述第二传送带14倾斜设置,所述第一传送带2、所述第二传送带14与所述底座132的外侧均设有围板15;第二传送带14起到增强脱离第一传送带2的烟叶薄片的动力势能使得烟叶薄片能够稳定的进入到异形孔1321内,防止因其自身的惯性不足而出现不能进入到异形孔1321内的情况发生。
28.进一步,还包括控制器16,所述喷淋管112内设有电磁阀,所述控制器16分别与所述第一动力组件5、所述第二动力组件121、所述第三动力组件131、所述电磁阀、所述压力传感器以及所述烟雾传感器111电性连接,所述控制器16还电性连接有报警器;控制器16的逻辑控制程序为:控制器16控制第二动力组件121从而使得限位板122向下运动,接着,控制器16控制电磁铁52得电,激光头4在电磁铁52与磁铁51的磁力作用下
实现移动切割,在切割的过程中烟雾传感器111若感受到烟雾达到设定阈值时,传递信号给控制器16,控制器16控制电磁阀打开进行烟雾处理,若感受不到烟雾时,则控制电磁阀关闭,当切割完成后,控制器16控制限位板122复位,切割好的烟叶薄片在第一传送带2的作用下脱离第一传送带2,同时,电磁铁52得电方向反向,磁铁51在电磁铁52得作用下复位,脱离第一传送带2的烟叶薄片到达异形孔1321内,若压力传感器感受不到压力时,压力传感器传递信号给控制器16,控制器16进而控制报警器报警,操作人员对设备进行检修处理,循环上述过程实现烟叶薄片的自动化加工生产。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

