1.本发明涉及烟草行业,具体为一种适用于烟草制造行业的基于物理特性及物理运动特性的制丝环节松散回潮来料水分预测方法。
背景技术:
2.松散回潮工序是卷烟制丝环节的第一道水分控制工序,其出口水分稳定性直接关系着后序加工的稳定性,同时也影响成品烟丝的填充值。影响松散回潮出口水分稳定性的原因主要是来料水分的一致性。
3.据生产现状调查,存在以下问题:(1)外部因素:公司原料存储库仅部分为恒温恒湿库,绝大部分原料存储于自然环境库,原料含水率波动较大,经统计,原料烟包水分在8%
‑
14%之间,批内最低水分与最高水分相差6%左右。(2)内部因素:现在车间从高架库出料到松散回潮机前端工序无水分检测点,导致烟叶在经过长达300多米路径,及三个生产岗位过程中均不能获取其水分信息,不能提前给下道工序控制信号,造成松散回潮工序的控制上存在一些困难。
4.以上现存问题对生产及提升产生的影响有以下几个方面:
5.(1)影响产品质量方面:造成松散回潮岗位来料水分波动较大,引发整线质量控制难的链式传递,造成成品烟丝的水分偏差大等一系列问题。
6.(2)影响过程控制方面:松散回潮机自动控制运行原理为通过松散回潮机入口水分仪前馈数据,通过pid计算,得到瞬时加水量,当来料水分突然出现坠崖式或登峰式变化时,其加水量也随之变化,但是加水量变化速率比水分变化慢,使水分控制不理想。
技术实现要素:
7.为克服上述问题,本技术提供了一种基于物理特性及物理运动特性的松散回潮来料水分预测方法。
8.本发明基于现有设备布局,通过建立水分预测模型,实现松散回潮来料水分的预测,扭转了传统的加水量计算、控制手段滞后的困局,使系统具备了提前感知预测能力,通过对来料水分的预测,计算瞬时加水量,从而有效提高原料加水精准性。
9.本发明解决其技术问题所采用的技术方案为:
10.基于物理特性及物理运动特性的松散回潮来料水分预测方法,包括以下步骤:
11.步骤一:烟叶物理特性研究
12.提取全牌号各年份烟叶,进行含水率、吸水性实验,得到不同年份烟叶含水率,及水分吸收速率、吸收曲线、饱和吸收量等物理特性,为预测模型的建立提供数据支持;
13.1.1不同年份原料含水率
14.对原料依据年份取样,并做水分含量检测;
15.1.2不同年份烟叶吸水性能
16.对烟叶吸水性能进行研究,以获得烟叶吸水性能的基础数据,该吸水性能研究不
同环境温度下的水分吸收速率、饱和吸收量、吸收曲线;
17.1.2.1不同环境温度下原料水分吸收速率
18.采用滴注法测定烟叶吸水速率,向各年份烟叶物料上滴软化水,当液滴与物料接触时计时,当物料表面无可流动水结束计时;
19.1.2.2在不同环境温度下原料饱和吸收量与吸收曲线
20.将回潮水滴注至单位面积的叶片上,使每滴回潮水均能够覆盖试验用叶片,并采取多次滴注的方法,至最后一次滴注回潮水不被叶片吸收,叶片表面有可见水;
21.步骤二:来料模块分布特性研究
22.依据烟叶在松散回潮前的物理运动方式及轨迹,将一批次烟叶分为若干个来料模块,再通过现场调研法及运动轨迹跟踪法对烟叶松散回潮前运动过程进行研究,利用计时法,测算每个来料模块烟包通过工序所用时长,得到来料模块分布特性,为预测模型的切换时机设定提供数据支持;
23.步骤三:数据提取及预处理
24.通过提取采集的生产数据以及现场实验结果,确定构建来料水分预测模型的变量,而后进行数据预处理,使不同单位数据归一化便于分析;
25.其中:
26.所述生产数据包括每个来料模块的烟包运动时间节点数据;
27.所述现场实验结果是指烟叶物理特性研究数据;
28.所述来料水分预测模型的变量包括来料水分预测值、电子秤输送频率、筒壁温度、模块烟水分吸收速率、吸水饱和量;
29.步骤四:来料水分预测模型
30.依据来料模块水分实测值及其分布特性,建立来料水分预测模型,该模型采用梯度变化算法构建而成;
31.模型公式如下:
32.ω=ω0‑
ηf'(ω0);
33.其中:f(ω0)=ω
02
;学习率η=0.2,学习终点为ω,学习起点为ω0;
34.所述来料水分预测模型为依据来料模块分布特性所建立的梯度变化的多个预测模型,其可根据当前时间节点切换对应预测模型进行来料模块的水分预测;
35.步骤五:建立松散回潮打水预测模型
36.利用bp神经网络算法构建打水预测模型,并进行打水量预测,指导松散回潮打水控制系统;
37.打水预测模型架构:
38.输入层参数:来料水分预测值,电子秤输送频率,筒壁温度,模块烟吸水速率,吸水饱和量;
39.输出层参数:松散回潮打水量;
40.步骤六:模型优化
41.所述来料水分预测模型可依据生产时机自学习,实现预测模型的自优化,其均具有大规模并行、分布式存储处理、自组织、自适应和自学能力,随着运行数据的累积,模型会随时间推进不断实现自身优化,提升模型的预测准确性。
42.本发明目的还在于提供一种基于物理特性及物理运动特性的松散回潮来料水分预测系统,该系统基于上述的松散回潮来料水分预测方法所建立,其包括烟叶物理特性研究单元、来料模块分布特性研究单元、数据提取及预处理单元、来料水分预测模型构建单元、松散回潮打水预测模型构建单元及自学习单元。
43.本发明带来的有益效果有:
44.本技术基于现设备布局及配备,可实现松散回潮各来料模块的水分预测,扭转了加水计算滞后的困局,使预测系统具备了提前感知能力,可通过来料水分预测值预测/计算瞬时加水量,提高了原料加水精准性和同步性;同时来料水分预测模型采用梯度变化算法构建,该模型输出的数据链可为后续松散回潮的打水控制预测模型提供预测梯度变化,使后续松散回潮控制参数也呈现梯度变化,避免控制阀由于控制变化大而减少其使用寿命,使打水控制更加智能、精准、平滑和稳定。
附图说明
45.下面结合附图及具体实施例对本发明作进一步说明,
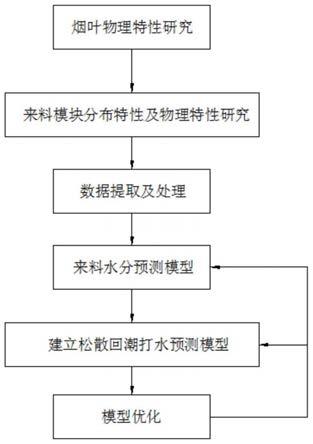
46.图1为松散回潮来料水分预测方法的流程图;
47.图2为各年份吸水量及每滴吸收速率示意图;
48.图3为来料水分预测模型的输出数据链图。
具体实施方式
49.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
50.参照图1,基于物理特性及物理运动特性的松散回潮来料水分预测方法,包括以下步骤:
51.一、烟叶物理特性研究
52.提取全牌号各年份烟叶,进行含水率、吸水性实验,以获得不同年份烟叶含水率,及水分吸收速率、吸收曲线、饱和吸收量等物理特性信息,为后续预测模型的建立提供数据支持(并非所有实验数据都用于模型建立)。
53.1.1不同年份原料含水率
54.本实施例对原料依据年份取样,并做水分含量检测,检测结果以表1为例:
55.表1不同年份水分含量检测表
[0056][0057][0058]
通过实验检测,不同年份烟叶其水分含量分别为:
[0059]
2016年烟叶水分含量9.92%,2017年烟叶水分含量11.63%,2018年烟叶水分含量12.04%,2019年烟叶水分含量11.87%,2020年烟叶水分含量10.4%。
[0060]
1.2不同年份烟叶吸水性能
[0061]
本实施例对烟叶吸水性能进行研究,以获得烟叶吸水性能的基础数据,该吸水性能研究不同环境温度下的水分吸收速率、饱和吸收量、吸收曲线。
[0062]
1.2.1不同环境温度下原料水分吸收速率
[0063]
采用滴注法测定烟叶吸水速率,实验使用滴定管,滴管与水平面呈45
°
夹角,向各年份烟叶物料上滴软化水,当液滴与物料接触时计时,当物料表面无可流动水结束计时,结果如表2所示:
[0064]
表2不同环境温度下年份烟叶吸水速度试验(单位:min)
[0065][0066]
由上表可知,随着环境温度的提升,物料吸水速率明显提高,所以筒壁温度的提升会使烟叶的吸水速率增高。
[0067]
1.2.2饱和吸收量与吸收曲线
[0068]
将回潮水滴注至单位面积的叶片上,使每滴回潮水均能够覆盖试验用叶片,并采取多次滴注的方法,至最后一次滴注回潮水不被叶片吸收,叶片表面有可见水,各年份吸水量及每滴吸收速率见图2。
[0069]
参照图2,各年份原料吸水量相同,均为0.35ml/9mm2。各年份原料随着吸水量的增加,其吸水速率的变化率由小变大再变小,前期吸水速率的变化率小是因为物料在复烤厂干燥后,其细胞结构有明显变化,造成吸水能力大幅降低;当进行初期吸水后,细胞结构与鲜叶接近,所以吸水变化速率变大,吸水速度明显增加;到达吸水后期由于吸水量接近饱和吸水量,细胞内外压差趋于一致,所以吸水速率明显减小,直至达到饱和状态。
[0070]
二、来料模块分布特性及物理特性研究
[0071]
因真空回潮机生产时原料需装筐,每筐可装约400kg,而原料单箱重200kg,即每个回潮筐可装2箱原料,真空回潮机每次可放置六筐烟,并且每批次要求在两仓内,每个真空筐内烟叶年份组合以表3为例。
[0072]
依据烟叶在松散回潮前的物理运动方式及轨迹,将一批次烟叶分为若干个模块,再通过现场调研法及运动轨迹跟踪法对烟叶松散回潮前运动过程开展深度研究,利用计时法,测算每模块通过工序所用时长,为预测模型的切换时机设定提供数据支持。
[0073]
表3来料模块
[0074]
[0075]
[0076][0077]
三、数据提取及预处理
[0078]
数据预处理是本技术中关键一环,会影响后续建模计算的有效性。
[0079]
通过提取系统采集的生产数据以及现场实验结果,确定构建预测模型的变量。而后,通过样本数据筛选(3σ法)、数据无量纲化等步骤进行数据预处理,使不同单位数据归一化便于分析。
[0080]
生产数据包括每个来料模块的烟包运动时间节点数据;
[0081]
现场实验结果是指烟叶物理特性研究数据;
[0082]
经分析确定的来料水分预测模型的变量包括来料水分预测值、电子秤输送频率、筒壁温度、模块烟水分吸收速率、吸水饱和量。
[0083]
四、来料水分预测模型
[0084]
依据来料模块水分实测值(起点值)及其分布特性,建立来料水分预测模型,该模型采用梯度上升(下降)算法构建而成。
[0085]
模型公式如下:
[0086]
ω=ω0‑
ηf'(ω0);
[0087]
其中:f(ω0)=ω
02
;学习率η=0.2,学习终点为ω,学习起点为ω0。
[0088]
以上公式为梯度递减公式,梯度递增公式则将减号改为加号。判断梯度变化模型为递减还是递增,由预测系统通过对比梯度变化前后数据进行自动判断。
[0089]
本预测模型为依据来料模块分布特性所建立的梯度变化的多个预测模型,其可根据当前时间节点切换对应预测模型进行来料模块的水分预测。
[0090]
图3为该水分预测梯度变化模型的输出数据链图。
[0091]
图中,圆点处为来料模块水分变换节点值,过程曲线为使用梯度变化模型预测的数据链值。该模型输出的数据链可为后续松散回潮的打水控制模型提供预测梯度变化,使后续松散回潮控制参数也为梯度变化,避免控制阀由于控制变化大而减少其使用寿命。
[0092]
五、建立松散回潮打水预测模型
[0093]
利用bp神经网络算法构建打水预测模型,利用前期物理特性及分布特性所预测的来料水分预测值,通过该神经网络模型进行对应节点、来料模块的打水量预测,指导松散回潮打水控制系统。
[0094]
预测模型架构见表4:
[0095]
表4单模块来料水分预测模型架构
[0096][0097][0098]
六、效果验证
[0099]
通过模型计算所得出的是理论推演数据,是否能够有效应用于生产中,需要实践来检验。本步骤通过生产实际检测该方法的应用效果。
[0100]
通过对松散回潮机出口水分标偏的统计,结果见表5,验证了该方法对于稳定松散回潮出口水分起到了正向作用。该预测模型上线后,松散回潮机出口水分标偏明显有所提升。
[0101]
表5松散回潮机出口水分标偏
[0102][0103]
七、模型优化
[0104]
本实施例中的双预测模型可依据生产时机自学习,实现预测模型的自优化,其是由大量的、简单的处理单元广泛地互相连接而形成的复杂预测系统,是一个高度复杂的非线性自主学习系统,具有大规模并行、分布式存储处理、自组织、自适应和自学能力,适合处理需要同时考虑多重因素和条件的生产数据分析。
[0105]
随着运行数据的累积,模型会随时间推进不断实现自身优化,使模型的准确性日臻提升。
[0106]
应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

