1.本发明属于喷胶设备领域,特别涉及用于给新能源汽车驱动电机铁芯精准上胶的定量喷胶装置。
背景技术:
2.许多层叠式的组件结构在层叠过程中需要在相邻的两个层叠片之间添加粘合胶、导电胶或者散热胶等材料。随着自动化生产水平的不断提高,这些组件的层叠过程也会采用自动化生产进行,同时会在层叠片层叠过程中添加所需要的胶。比如新能源汽车驱动电机铁芯的层叠过程,在铁芯的每个层叠片上会进行喷胶处理,以保证层叠片之间的导电性与粘连性。
3.同时,在喷胶过程中,需要精准的控制胶体的用量,若胶体的用量过少,会导致层叠之间的导电性偏差、粘连性不佳、散热效果不佳等问题,若胶体的用量过多,则会导致溢胶现象,容易出现产品的安装中出现干涉、安装完成后出现漏电的安全隐患等问题。故而,在进行自动化喷胶过程中需要将喷胶的用量精准得控制在一个范围内。
4.现在的喷胶设备中,为保证喷胶的用量多以简单地控制驱动源的方式进行控制,当喷胶头采用向上喷胶的方式进行喷胶时,因为胶体的物理特性,喷胶头的出胶口易出现胶液的固化、粘连的现象,进而造成后续喷胶用量的不稳定性,需要对喷胶头进行定期检查才能保证喷胶的稳定性,大大增加了劳动力,降低了自动化效果;当喷胶头采用向下喷胶时,虽然可以避免胶液在出胶口出现固化、粘连的现象,但胶液的喷胶量具有一定的不稳定性,则不利于胶液应用的稳定性。
技术实现要素:
5.本发明针对上述不足,提出了一种可以避免胶液在喷胶头的出胶口固化、粘连,又能精准控制喷胶用量的用于给新能源汽车驱动电机铁芯精准上胶的定量喷胶装置。
6.本发明解决上述问题所采用的技术方案为:一种用于给新能源汽车驱动电机铁芯精准上胶的定量喷胶装置,包括用于喷胶的喷胶头和给喷胶头供胶的供胶机,所述供胶机上设有出胶管,所述喷胶头连接在出胶管上,所述喷胶头包括用于喷胶的喷胶通道和用于将胶滴从喷胶通道中进行分离的切割风道,所述喷胶通道包括出胶口,所述出胶口竖直向上设置,所述喷胶通道的侧壁内侧上设有阻尼纹,所述喷胶通道与出胶管相连接,所述切割风道与气泵相连接,所述供胶机上设有用于控制供胶频率的供胶组件,所述供胶组件包括胶料腔,所述出胶管设于胶料腔的上端,所述胶料腔的下端设有进胶管,所述进胶管用于与胶源桶相连接,所述胶料腔上还设有排胶棒,所述排胶棒用于将胶料腔内的胶料通过出胶管流向喷胶头。
7.与现有技术相比,本发明的优点在于:通过喷胶通道进行胶液的供应,通过出胶口竖直向上的出胶方式,保证每一次出胶量的稳定性,在每一次出胶口处满足出胶量时,通过切割风道的设计,对出胶口的胶液进行分离,避免待分离的胶液与喷胶通道中的胶液的粘
连效果,出现出胶的不稳定性,保证出胶的精准性,同时,通过阻尼纹的设计,使喷胶通道中部的供液速度快于喷胶通道侧壁的供液速度,从而可以使待分离的胶液呈向上的水滴状,保持中间高,周边低的开关,避免胶液分散,其效果与出胶口从上向下喷胶的胶液形状相似,形成胶滴,使得待分离的胶液不会在出胶口出现固化与粘连的情况,在对待分离的胶液进行切割时,准确性也更高,从而保证了出胶的精准性与稳定性,再通过供胶机以指定供胶频率进行供胶,实现了精准控制喷胶用量的目的,在使用过程中也减少了人为维护的频率,大大提升了自动化效果,通过供胶组件的设计实现了将胶料从胶源桶流向喷胶头的目的。
8.作为改进,所述切割风道包括第一风道和第二风道,所述第一风道设于喷胶通道的轴线上,所述第一风道包括第一出风口,所述第一出风口设于待分离的胶滴的正下方用于将胶滴送离喷胶通道,所述第二风道设于喷胶通道的侧壁内,所述第二风道包括多个第二出风口,多个所述第二出风口沿着喷胶通道的周向设置,所述第二出风口用于将待分离的胶滴从喷胶通道的胶料里进行切割分离,通过所述改进,实现每一个胶滴从喷胶通道中的精准分离,在分离过程中,先通过第二出风口将待分离的胶滴与喷胶通道内的胶液进行切割,而后通过第一出风口将胶滴分离,并喷射到胶滴的粘附处,该过程使得每一个胶滴的出胶量都十分精准。
9.作为改进,所述第二出风口的出风方向从喷胶通道的侧壁向喷胶通道的轴线方向倾斜向上,通过所述改进,使得第二出风口的切割气流不会影响到喷胶通道内的其它胶液,保证后续胶滴形成的稳定性,同时可以避免胶液粘附在出胶口处,避免胶液在出胶口处固化。
10.作为改进,所述侧壁在出胶口处设有限风块,所述限风块用于集中从第二出风口排出的气流,保证气流对胶滴的切割效果,通过所述改进,可以使第二出风口的切割气流更加集中,切割效果更加明显。
11.作为改进,所述切割风道设于喷胶通道的轴线上,所述切割风道的轴向上设有送离出风口,所述送离出风口用于将胶滴送离喷胶通道,所述切割风道的周向上均匀分布有多个切割出风口,多个所述切割出风口用于将待分离的胶滴从喷胶通道的胶料里进行切割分离,通过所述改进,实现每一个胶滴从喷胶通道中的精准分离,在分离过程中,在通过切割出风口将待分离的胶滴与喷胶通道内的胶液进行切割的同时,送离出风口将胶滴从喷胶通道中分离,并喷射到胶滴的粘附处,该过程使得每一个胶滴的出胶量都十分精准,同时该过程分离驱动较为简单,喷胶头的结构也更加简单。
12.作为改进,所述切割出风口的出风方向从喷胶通道的轴线向喷胶通道的侧壁方向倾斜向上,通过所述改进,使得切割出风口的切割气流不会影响到喷胶通道内的其它胶液,保证后续胶滴形成的稳定性,同时可以避免胶液粘附在出胶口处,避免胶液在出胶口处固化。
13.作为改进,所述阻尼纹沿喷胶通道的周向设置,所述阻尼纹的单边宽度沿着喷胶通道的供胶方向减小,所述阻尼纹靠近喷胶通道的轴向的位置设有倒圆角,通过所述改进,阻尼纹的减速效果更好,同时避免阻尼纹出现尖角,若阻尼纹上存在尖角,对喷胶通道内的胶液容易造成断裂,使得胶液在从出胶口喷出时,质量不佳的情况,或者在切割风道对胶液进行分离时,尖角造成的断裂处也形成分离的情况。
14.作为改进,所述胶料腔的上端移动连接有上端控胶部,所述胶料腔的下端移动连
接有下端控胶部,所述上端控胶部与下端控胶部设于同一个控胶架上,所述上端控胶部与下端控胶部同步移动,当控胶架向上移动时,胶料腔与进胶管断开连接,胶料腔与出胶管连接,当控胶架向下移动时,胶料腔与出胶管断开连接,胶料腔与进胶管连接,通过所述改进,胶料腔形成一个封闭但能移动的腔体,当控胶架向上移动时,胶料腔与进胶管断开连接,胶料腔与出胶管连接,可以保证在排胶棒将胶料腔内的胶料从出胶管排出时的稳定性,避免胶料向进胶管方向挤压,当控胶架向下移动时,胶料腔与出胶管断开连接,胶料腔与进胶管连接,此时胶料腔的主要目的是通过排胶棒移出胶料腔的过程,使胶料腔中形成负压进行补胶,保证胶料腔内压力的稳定性,将胶料腔与出胶管断开连接,可以避免胶料腔从出胶管处进行补胶,保证胶料腔从进胶管处进行补胶,若是以动力源从胶源桶处抽取胶料补充到胶料腔当中,容易造成胶料腔中压力过大,进而导致喷胶头的喷胶频率不易调节,为保证每次喷胶时的胶滴的精准性与稳定性,需要保证喷胶的速度与切割风道的切割频率相协调,通过控制排胶棒的移动速度来排胶可以保证喷胶头在喷胶时速度的稳定性,而若通过动力源的抽取,因为电源采用的是交流电以及其它波段性动作均容易造成喷胶速度的不稳定。
15.作为改进,所述排胶棒的一端伸入胶料腔通过移动对胶料腔进行排胶,所述排胶棒的另一端与一个弹簧的一端连接,所述弹簧的另一端固定连接,所述控胶架上还设有调节杆,所述调节杆上设有调节斜面,所述排胶棒上设有与调节斜面相抵的抵柱,当控胶架上、下移动时,排胶棒进行左、右移动以排胶,所述控胶架连接在一气缸上,通过控制气缸来控制控胶架的上、下移动,通过所述改进,在控胶架上升时,排胶棒在弹簧的作用下对胶料腔进行挤压,使胶料腔进行排胶,而其排胶速度通过气缸移动控胶架来控制,保证了排胶的稳定性,在控胶架下降时,排胶棒在调节杆的作用下,向胶料腔外部移动,使胶料腔内部形成负压,从胶源桶处进行抽取胶料以保证胶料腔内压力的稳定性,该结构适用于高频率且高精度的喷胶,通过控制气缸的移动频率,来控制喷胶的频率。
附图说明
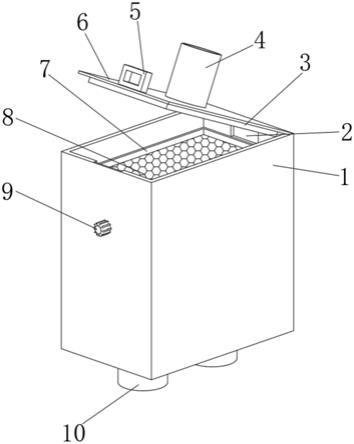
16.图1是本发明实施例1整体结构示意图。
17.图2是本发明供胶机局部剖视示意图。
18.图3是本发明实施例1喷胶头结构示意图。
19.图4是本发明实施例1喷胶头剖视结构示意图。
20.图5是本发明实施例1喷胶头的第一风道与第二风道气流切割示意图。
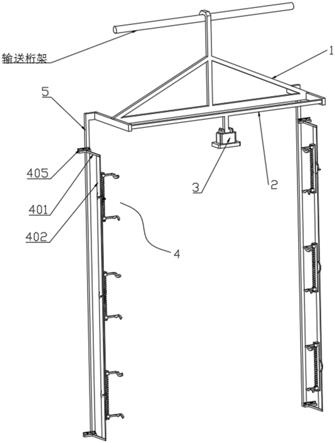
21.图6是本发明实施例2整体结构示意图。
22.图7是本发明实施例2喷胶头结构示意图。
23.图8是本发明实施例2喷胶头剖视结构示意图。
24.图9是本发明实施例2喷胶头的第一风道与第二风道气流切割示意图。
25.图中所示:1、喷胶头,1.1、喷胶通道,1.1.1、出胶口,1.1.2、阻尼纹,1.1.3、限风块,1.2、切割风道,1.2.1、第一风道,1.2.2、第二风道,1.2.3、第一出风口,1.2.4、第二出风口,1.2.5、送离出风口,1.2.6、切割出风口,2、供胶机,2.1、出胶管,2.2、供胶组件,2.2.1、胶料腔,2.2.2、排胶棒,2.2.2.1、抵柱,2.2.3、控胶架,2.2.3.1、上端控胶部,2.2.3.2、下端控胶部,2.2.3.3、调节杆,2.2.4、弹簧,2.3、进胶管,3、气泵,4、胶源桶,5、气缸。
具体实施方式
26.下面结合附图对本发明的实施例作进一步描述。
27.实施例1:如图1
‑
2所示,一种用于给新能源汽车驱动电机铁芯精准上胶的定量喷胶装置,包括用于喷胶的喷胶头1和给喷胶头1供胶的供胶机2,所述供胶机2上设有出胶管2.1,所述喷胶头1连接在出胶管2.1上,所述喷胶头1包括用于喷胶的喷胶通道1.1和用于将胶滴从喷胶通道1.1中进行分离的切割风道1.2,所述喷胶通道1.1包括出胶口1.1.1,所述出胶口1.1.1竖直向上设置,所述喷胶通道1.1的侧壁内侧上设有阻尼纹1.1.2,阻尼纹1.1.2设于出胶口1.1.1的一端,所述喷胶通道1.1与出胶管2.1相连接,所述切割风道1.2与气泵3相连接,在气泵3与喷胶头1的连接管上设有电控开关阀,电控开关阀用于气泵3对喷胶头1进行有规律的间隔出气,所述供胶机2上设有用于控制供胶频率的供胶组件2.2,所述供胶组件2.2包括胶料腔2.2.1,所述出胶管2.1设于胶料腔2.2.1的上端,所述胶料腔2.2.1的下端设有进胶管2.3,所述进胶管2.3用于与胶源桶4相连接,所述胶料腔2.2.1上还设有排胶棒2.2.2,所述排胶棒2.2.2用于将胶料腔2.2.1内的胶料通过出胶管2.1流向喷胶头1,所述胶料腔2.2.1的上端移动连接有上端控胶部2.2.3.1,所述胶料腔2.2.1的下端移动连接有下端控胶部2.2.3.2,所述上端控胶部2.2.3.1与下端控胶部2.2.3.2设于同一个控胶架2.2.3上,所述上端控胶部2.2.3.1与下端控胶部2.2.3.2同步移动,当控胶架2.2.3向上移动时,胶料腔2.2.1与进胶管2.3断开连接,胶料腔2.2.1与出胶管2.1连接,当控胶架2.2.3向下移动时,胶料腔2.2.1与出胶管2.1断开连接,胶料腔2.2.1与进胶管2.3连接,所述排胶棒2.2.2的一端伸入胶料腔2.2.1通过移动对胶料腔2.2.1进行排胶,所述排胶棒2.2.2的另一端与一个弹簧2.2.4的一端连接,所述弹簧2.2.4的另一端固定连接,所述控胶架2.2.3上还设有调节杆2.2.3.3,所述调节杆2.2.3.3上设有调节斜面,所述排胶棒2.2.2上设有与调节斜面相抵的抵柱2.2.2.1,当控胶架2.2.3上、下移动时,排胶棒2.2.2进行左、右移动以排胶,所述控胶架2.2.3连接在一气缸5上,通过控制气缸5来控制控胶架2.2.3的上、下移动,抵柱2.2.2.1呈圆柱状,与调节斜面可以更好的配合,避免抵柱2.2.2.1与调节斜面相抵出现磨损。
28.如图3
‑
5所示,所述切割风道1.2包括第一风道1.2.1和第二风道1.2.2,所述第一风道1.2.1设于喷胶通道1.1的轴线上,所述第一风道1.2.1包括第一出风口1.2.3,所述第一出风口1.2.3设于待分离的胶滴的正下方用于将胶滴送离喷胶通道1.1,所述第二风道1.2.2设于喷胶通道1.1的侧壁内,所述第二风道1.2.2包括多个第二出风口1.2.4,多个所述第二出风口1.2.4沿着喷胶通道1.1的周向设置,所述第二出风口1.2.4用于将待分离的胶滴从喷胶通道1.1的胶料里进行切割分离,所述第二出风口1.2.4的出风方向从喷胶通道1.1的侧壁向喷胶通道1.1的轴线方向倾斜向上,所述侧壁在出胶口1.1.1处设有限风块1.1.3,所述限风块1.1.3用于集中从第二出风口1.2.4排出的气流,保证气流对胶滴的切割效果,所述阻尼纹1.1.2沿喷胶通道1.1的周向设置,所述阻尼纹1.1.2的单边宽度沿着喷胶通道1.1的供胶方向减小,所述阻尼纹1.1.2靠近喷胶通道1.1的轴向的位置设有倒圆角。
29.如图5所示,有三个实心箭头,竖直向上的实心箭头为第一出风口1.2.3的出风方向,斜向上的两个实心箭头为第二出风口1.2.4的出风方向。
30.实施例2:
如图2、图6所示,一种用于给新能源汽车驱动电机铁芯精准上胶的定量喷胶装置,包括用于喷胶的喷胶头1和给喷胶头1供胶的供胶机2,所述供胶机2上设有出胶管2.1,所述喷胶头1连接在出胶管2.1上,所述喷胶头1包括用于喷胶的喷胶通道1.1和用于将胶滴从喷胶通道1.1中进行分离的切割风道1.2,所述喷胶通道1.1包括出胶口1.1.1,所述出胶口1.1.1竖直向上设置,所述喷胶通道1.1的侧壁内侧上设有阻尼纹1.1.2,阻尼纹1.1.2设于出胶口1.1.1的一端,所述喷胶通道1.1与出胶管2.1相连接,所述切割风道1.2与气泵3相连接,在气泵3与喷胶头1的连接管上设有电控开关阀,电控开关阀用于气泵3对喷胶头1进行有规律的间隔出气,所述供胶机2上设有用于控制供胶频率的供胶组件2.2,所述供胶组件2.2包括胶料腔2.2.1,所述出胶管2.1设于胶料腔2.2.1的上端,所述胶料腔2.2.1的下端设有进胶管2.3,所述进胶管2.3用于与胶源桶4相连接,所述胶料腔2.2.1上还设有排胶棒2.2.2,所述排胶棒2.2.2用于将胶料腔2.2.1内的胶料通过出胶管2.1流向喷胶头1,所述胶料腔2.2.1的上端移动连接有上端控胶部2.2.3.1,所述胶料腔2.2.1的下端移动连接有下端控胶部2.2.3.2,所述上端控胶部2.2.3.1与下端控胶部2.2.3.2设于同一个控胶架2.2.3上,所述上端控胶部2.2.3.1与下端控胶部2.2.3.2同步移动,当控胶架2.2.3向上移动时,胶料腔2.2.1与进胶管2.3断开连接,胶料腔2.2.1与出胶管2.1连接,当控胶架2.2.3向下移动时,胶料腔2.2.1与出胶管2.1断开连接,胶料腔2.2.1与进胶管2.3连接,所述排胶棒2.2.2的一端伸入胶料腔2.2.1通过移动对胶料腔2.2.1进行排胶,所述排胶棒2.2.2的另一端与一个弹簧2.2.4的一端连接,所述弹簧2.2.4的另一端固定连接,所述控胶架2.2.3上还设有调节杆2.2.3.3,所述调节杆2.2.3.3上设有调节斜面,所述排胶棒2.2.2上设有与调节斜面相抵的抵柱2.2.2.1,当控胶架2.2.3上、下移动时,排胶棒2.2.2进行左、右移动以排胶,所述控胶架2.2.3连接在一气缸5上,通过控制气缸5来控制控胶架2.2.3的上、下移动,抵柱2.2.2.1呈圆柱状,与调节斜面可以更好的配合,避免抵柱2.2.2.1与调节斜面相抵出现磨损。
31.如图7
‑
9所示,所述切割风道1.2设于喷胶通道1.1的轴线上,所述切割风道1.2的轴向上设有送离出风口1.2.5,所述送离出风口1.2.5用于将胶滴送离喷胶通道1.1,所述切割风道1.2的周向上均匀分布有多个切割出风口1.2.6,多个所述切割出风口1.2.6用于将待分离的胶滴从喷胶通道1.1的胶料里进行切割分离,所述切割出风口1.2.6的出风方向从喷胶通道1.1的轴线向喷胶通道1.1的侧壁方向倾斜向上,所述阻尼纹1.1.2沿喷胶通道1.1的周向设置,所述阻尼纹1.1.2的单边宽度沿着喷胶通道1.1的供胶方向减小,所述阻尼纹1.1.2靠近喷胶通道1.1的轴向的位置设有倒圆角。
32.如图9所示,有三个实心箭头,竖直向上的实心箭头为送离出风口1.2.5的出风方向,斜向上的两个实心箭头为切割出风口1.2.6的出风方向。
33.上述两个实施例中阻尼纹1.1.2设于出胶口1.1.1的一端为优选实施方式,阻尼纹1.1.2也可以布满整个喷胶通道1.1的侧壁内侧上,且阻尼纹1.1.2的单边宽度沿着喷胶通道1的喷胶方向减小指的是单道组尼纹1.2形成的喷胶通道1.1的直径沿着供胶方向变大。
34.上述两种用于给新能源汽车驱动电机铁芯精准上胶的定量喷胶装置上的喷胶头1的设计不仅可以使胶滴的出胶量更稳定,保证每个胶滴的出胶量,避免出现胶滴过大或者过小的情况,还可以保证每个胶滴形状的稳定性,呈反向的水滴状,该形状的胶滴在喷射到电机铁芯的层叠片上时,可以使胶液分布更规则,使得胶滴形成的粘连性更稳定,在层叠片
进行叠加时,层叠片之间平衡性更高,从而可以更好的保证电机铁芯的性能;供胶机2的设计以指定供胶频率进行供胶,实现了精准控制喷胶用量的目的,在使用过程中也减少了人为维护的频率,大大提升了自动化效果,其中通过供胶组件2.2的设计实现了将胶料从胶源桶4流向喷胶头的目的,该结构适用于高频率且高精度的喷胶,通过控制气缸5的移动频率,来控制喷胶的频率。
35.在图1、图6中,仅为喷胶头1与气泵3的连接方式不同,其它结构均相同,因为在实施例1中,第一风道1.2.1与第二风道1.2.2为不同的风道,需要两个连接端,而实施例2中,其切割风道1.2仅有一条,只需要一个连接端。
36.以上仅就本发明的最佳实施例作了说明,但不能理解为是对权利要求的限制。本发明不仅局限于以上实施例,其具体结构允许有变化。凡在本发明独立权利要求的保护范围内所作的各种变化均在本发明保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。