1.本实用新型属于光伏玻璃制备技术领域,具体涉及的是一种光伏玻璃镀膜系统。
背景技术:
2.太阳能电池的光电转换效率增加一个百分点,它的发电成本就会降低7%,由此可见光伏玻璃的透光效率在光伏发电组件中有着极其重要的作用,它既是影响光伏组件光电转换效率的重要因素,也是光伏玻璃生产厂商和光伏组件厂商非常关注的要素。
3.近几年,太阳能光伏玻璃生产厂家大都采用辊涂工艺,在经过退火窑去应力退火后,进行切边、磨边、清洗、烘干、预热后,再进行辊涂在太阳能光伏玻璃表面上涂布一层减反射涂层,然后在700℃左右进行钢化,使得光伏玻璃的透光效率提高大约2
‑
2.3%,提高了太阳能电池的发电效率,但其透光效率还远远达不到企业需要的要求。
4.增透膜是利用光在膜表面上的反射光干涉相消的原理使反射光减为最小,可分为单层增透膜、双层增透膜和多层增透膜。但由于制造成本及可靠性等因素,目前仍只有单层镀膜光伏玻璃得以普遍应用。
5.因此,为了顺应光伏行业降本增效的趋势,现提供一种光伏玻璃镀膜系统。
技术实现要素:
6.本实用新型的目的在于克服现有技术的缺点,提供一种光伏玻璃镀膜系统,解决了传统单层镀膜透光率不高等技术问题。
7.为了解决上述问题,本实用新型的技术方案为:一种光伏玻璃镀膜系统,其中:所述镀膜系统包括喷涂系统和辊涂系统,所述喷涂系统和辊涂系统沿光伏玻璃传输方向依次设于退火窑之后的光伏玻璃传输轨道上方;
8.所述喷涂系统包括机架、两组喷涂装置、两组输送装置、排风装置、监测装置和控制系统,所述机架内设有喷涂室和两组分别设于喷涂室两侧的输送装置安装室,两组所述输送装置分别设于输送装置安装室中,所述输送装置包括水平输送装置和竖直输送装置,所述竖直输送装置固定设于水平输送装置上,所述水平输送装置带动竖直输送装置在输送装置安装室中沿垂直于光伏玻璃传输的方向水平往复运动;
9.所述喷涂装置包括喷枪安装架、设于喷枪安装架头部的若干喷枪和设于机架外部的膜液箱,所述喷枪安装架头部设在喷涂室中,两组喷涂装置中的喷枪安装架尾部分别伸入喷涂室两侧的输送装置安装室中,并分别与输送装置安装室中的两组竖直输送装置连接,所述喷枪通过连接管与膜液箱连接,所述连接管上设有流量泵;
10.所述排风装置包括设于机架一侧的抽风风机和设于机架顶部的进风风机;所述监测装置包括若干摄像装置、雾浓度传感器、红外光电感应器和警示灯,若干所述摄像装置分别设于喷涂室和输送装置安装室中,所述雾浓度传感器设于喷涂室中,所述红外光电感应器设于机架外侧光伏玻璃的来料方向上,所述警示灯设于机架外侧;
11.所述控制系统分别与流量泵、水平输送装置、竖直输送装置、抽风风机、进风风机、
若干摄像装置、雾浓度传感器、红外光电感应器和警示灯之间电气连接;
12.所述辊涂系统包括刻花辊、涂料辊和消纹辊,所述刻花辊、涂料辊和消纹辊相互配合对光伏玻璃辊涂。
13.进一步,所述输送装置安装室外侧壁上设有检修口,所述检修口处设有检修机盖,所述检修机盖顶部与检修口顶部的机架处铰接,所述检修机盖和机架之间设有随意停支撑。
14.进一步,所述水平输送装置包括齿轮皮带、齿轮组、齿轮驱动电机、滑台、滑块和移动座;
15.所述滑台水平设于输送装置安装室腔体内侧侧壁中部,所述滑块可滑动的卡设于滑台上,所述移动座设于滑台外侧且与滑块固定连接,所述移动座外侧面下部左右两侧设有两组齿轮皮带固定座;
16.所述齿轮组包括主动齿轮、第一从动齿轮、第二从动齿轮和第三从动齿轮,所述主动齿轮、第一从动齿轮、第二从动齿轮和第三从动齿轮分别安装于输送装置安装室腔体中滑台外侧的左上角、右上角、右下角、左下角位置处;
17.所述齿轮皮带一端固定于移动座右侧的齿轮皮带固定座上,所述齿轮皮带另一端依次绕过第二从动齿轮、第一从动齿轮、主动齿轮和第三从动齿轮后固定于移动座左侧的齿轮皮带固定座上;所述齿轮驱动电机设于机架顶部与主动齿轮相对应位置处,所述齿轮驱动电机的动力输出端与主动齿轮连接,所述齿轮驱动电机通过齿轮皮带驱动移动座沿滑台在水平方向往复运动。
18.进一步,所述第三从动齿轮和第一从动齿轮上方均设有行程开关,所述移动座两侧与位于两侧的行程开关相对位置处均设有与行程开关配合的挡铁,当移动座运动到左右两侧极限位置时,挡铁能够触发与其相对应的行程开关。
19.进一步,所述竖直输送装置包括竖直设置的丝杠和设在丝杠上方的丝杠驱动电机,所述丝杠和丝杠驱动电机设在移动座外侧壁,所述丝杠驱动电机通过联轴器与丝杠连接,所述丝杠上设有丝杠螺母,所述丝杠螺母一侧固定有喷枪安装架连接杆,所述喷枪安装架连接杆底部与喷枪安装架尾部连接。
20.进一步,所述输送装置上设有线束固定装置,所述线束固定装置包括设于移动座顶部的拖链安装板、设于滑台上方的拖链支撑槽和设于拖链支撑槽内的拖链,所述拖链一端固定于拖链安装板上。
21.进一步,所述喷涂室顶板上设有若干通风孔,位于所述喷涂室上方的机架前侧面上设有若干排气孔。
22.进一步,所述喷涂室平行于光伏玻璃传输的方向上的两个侧面为玻璃面。
23.进一步,所述警示灯包括从上往下依次设置的led红色警示灯、led黄色警示灯和led 绿色警示灯。
24.与现有技术相比本实用新型的有益效果为:
25.本实用新型在传统只采用辊涂系统基础上,在辊涂系统辊涂之前增加了喷涂系统,实现了双层增透膜,提高了玻璃的透光率,从而提高了太阳能电池的发电效率,实现了降本增效。
26.1、喷涂室和输送装置安装室中均设有摄像装置,摄像装置对室内的情况进行监
控,可以看各个部分的运行情况,雾浓度传感器对喷涂室中的雾浓度进行检测,在工作一段时间后检测到雾浓度过高后,将信号传输给控制系统,排风装置开始进行工作,抽风风机对喷涂室中的空气抽出,进风风机将外界的空气输送到喷涂室中进行空气置换;
27.2、红外光电感应器设于机架外侧光伏玻璃的来料方向上检测光伏玻璃传输过来的速度,传输信号到控制系统,自动调整流量泵的流量输出和齿轮驱动电机的速度,达到合适的喷涂速度和喷涂量,喷涂更加均匀,经测膜厚仪器测量厚度达到60nm左右;
28.3、当检测到设备出现问题时,人工可以打开检修机盖进行检修,随意停支撑的设置使检修机盖的翻转停止更加方便快捷,在设备检修时警示灯中led红色警示灯显示,避免员工误操作造成人员和机器的损伤,在设备启动状态时led黄色警示灯显示,正常工作时led绿色警示灯显示;
29.4、喷涂室顶板上的若干通风孔和机架前侧面上设有若干排气孔均有利于机架内空气的流通;喷涂室平行于光伏玻璃传输的方向上的两个侧面为玻璃面,有利于在喷涂系统工作过程中进行观察情况;
30.5、水平输送装置中齿轮皮带带动移动座沿滑台在水平方向往复运动,齿轮皮带的精度高,更加准确;当移动座运动到左右两侧极限位置时,挡铁触发与其相对应的行程开关,两组行程开关分别控制齿轮驱动电机的正反转,实现了移动座的往复运动;
31.6、喷涂系统可直接安装在原有光伏玻璃的生产线上,占地面积小,应用成本低,自动化操作程度高。
附图说明
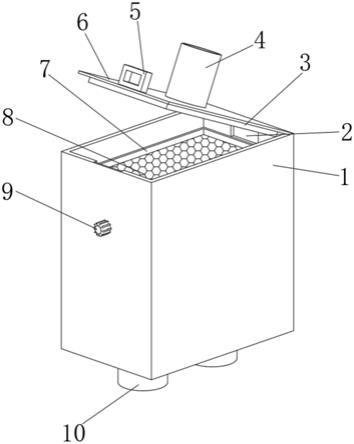
32.图1为本实用新型的结构示意图;
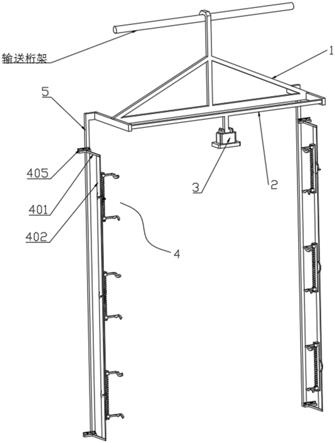
33.图2为本实用新型中喷涂系统的侧视图;
34.图3为本实用新型中喷涂系统去掉机盖的结构示意图;
35.图4为图3的a
‑
a视图;
36.图5为图3的b
‑
b视图;
37.图6为图4的c向视图。
具体实施方式
38.下面结合附图和实施例对本实用新型作进一步的详细描述。
39.如图1至图6所示的一种光伏玻璃镀膜系统,其中:所述镀膜系统包括喷涂系统1和辊涂系统2,所述喷涂系统1和辊涂系统2沿光伏玻璃传输方向依次设于退火窑之后的光伏玻璃传输轨道3上方;
40.所述喷涂系统1包括机架1
‑
1、两组喷涂装置1
‑
2、两组输送装置1
‑
3、排风装置1
‑
4、监测装置和控制系统,所述机架1
‑
1内设有喷涂室1
‑1‑
1和两组分别设于喷涂室1
‑1‑
1两侧的输送装置安装室1
‑1‑
2,两组所述输送装置1
‑
3分别设于输送装置安装室1
‑1‑
2中,所述输送装置1
‑
3包括水平输送装置1
‑3‑
1和竖直输送装置1
‑3‑
2,所述竖直输送装置1
‑3‑
2固定设于水平输送装置1
‑3‑
1上,所述水平输送装置1
‑3‑
1带动竖直输送装置1
‑3‑
2在输送装置安装室1
‑1‑
2 中沿垂直于光伏玻璃传输的方向水平往复运动;
41.所述喷涂装置1
‑
2包括喷枪安装架1
‑2‑
1、设于喷枪安装架1
‑2‑
1头部的若干喷枪
1
‑2‑
2 和设于机架1
‑
1外部的膜液箱,所述喷枪安装架1
‑2‑
1头部设在喷涂室1
‑1‑
1中,两组喷涂装置1
‑
2中的喷枪安装架1
‑2‑
1尾部分别伸入喷涂室1
‑1‑
1两侧的输送装置安装室1
‑1‑
2中,并分别与输送装置安装室1
‑1‑
2中的两组竖直输送装置1
‑3‑
2连接,所述喷枪1
‑2‑
2通过连接管与膜液箱连接,所述连接管上设有流量泵;
42.所述排风装置1
‑
4包括设于机架1
‑
1一侧的抽风风机1
‑4‑
2和设于机架1
‑
1顶部的进风风机1
‑4‑
1;所述监测装置包括若干摄像装置、雾浓度传感器、红外光电感应器和警示灯1
‑
5,若干所述摄像装置分别设于喷涂室1
‑1‑
1和输送装置安装室1
‑1‑
2中,所述雾浓度传感器设于喷涂室1
‑1‑
1中,所述红外光电感应器设于机架1
‑
1外侧光伏玻璃的来料方向上,所述警示灯 1
‑
5设于机架1
‑
1外侧;
43.所述控制系统分别与流量泵、水平输送装置1
‑3‑
1、竖直输送装置1
‑3‑
2、抽风风机1
‑4‑
2、进风风机1
‑4‑
1、若干摄像装置、雾浓度传感器、红外光电感应器和警示灯1
‑
5之间电气连接;
44.所述辊涂系统2包括刻花辊2
‑
1、涂料辊2
‑
2和消纹辊2
‑
3,所述刻花辊2
‑
1、涂料辊2
‑
2 和消纹辊2
‑
3相互配合对光伏玻璃辊涂,刻花辊2
‑
1将镀膜溶液均匀的辊涂到涂料辊2
‑
2上,涂料辊2
‑
2将镀膜溶液均匀的辊涂到光伏玻璃上,消纹辊2
‑
3清除辊涂后涂料辊2
‑
2表面的纹路。
45.进一步,所述输送装置安装室1
‑1‑
2外侧壁上设有检修口,所述检修口处设有检修机盖 1
‑1‑
3,所述检修机盖1
‑1‑
3顶部与检修口顶部的机架1
‑
1处铰接,所述检修机盖1
‑1‑
3和机架 1
‑
1之间设有随意停支撑1
‑1‑
4。
46.进一步,所述水平输送装置1
‑3‑
1包括齿轮皮带1
‑3‑
3、齿轮组1
‑3‑
4、齿轮驱动电机1
‑3‑
5、滑台1
‑3‑
6、滑块1
‑3‑
7和移动座1
‑3‑
8;
47.所述滑台1
‑3‑
6水平设于输送装置安装室1
‑1‑
2腔体内侧侧壁中部,所述滑块1
‑3‑
7可滑动的卡设于滑台1
‑3‑
6上,所述移动座1
‑3‑
8设于滑台1
‑3‑
6外侧且与滑块1
‑3‑
7固定连接,所述移动座1
‑3‑
8外侧面下部左右两侧设有两组齿轮皮带固定座1
‑3‑
9;
48.所述齿轮组1
‑3‑
4包括主动齿轮1
‑3‑
10、第一从动齿轮1
‑3‑
11、第二从动齿轮1
‑3‑
12和第三从动齿轮1
‑3‑
13,所述主动齿轮1
‑3‑
10、第一从动齿轮1
‑3‑
11、第二从动齿轮1
‑3‑
12和第三从动齿轮1
‑3‑
13分别安装于输送装置安装室1
‑1‑
2腔体中滑台1
‑3‑
6外侧的左上角、右上角、右下角、左下角位置处;
49.所述齿轮皮带1
‑3‑
3一端固定于移动座1
‑3‑
8右侧的齿轮皮带固定座1
‑3‑
9上,所述齿轮皮带1
‑3‑
3另一端依次绕过第二从动齿轮1
‑3‑
12、第一从动齿轮1
‑3‑
11、主动齿轮1
‑3‑
10和第三从动齿轮1
‑3‑
13后固定于移动座1
‑3‑
8左侧的齿轮皮带固定座1
‑3‑
9上;所述齿轮驱动电机1
‑3‑
5设于机架1
‑
1顶部与主动齿轮1
‑3‑
10相对应位置处,所述齿轮驱动电机1
‑3‑
5的动力输出端与主动齿轮1
‑3‑
10连接,所述齿轮驱动电机1
‑3‑
5通过齿轮皮带1
‑3‑
3驱动移动座1
‑3‑
8 沿滑台1
‑3‑
6在水平方向往复运动。
50.进一步,所述第三从动齿轮1
‑3‑
13和第一从动齿轮1
‑3‑
11上方均设有行程开关1
‑3‑
14,所述移动座1
‑3‑
8两侧与位于两侧的行程开关1
‑3‑
14相对位置处均设有与行程开关1
‑3‑
14配合的挡铁1
‑3‑
15,当移动座1
‑3‑
8运动到左右两侧极限位置时,挡铁1
‑3‑
15能够触发与其相对应的行程开关1
‑3‑
14。
51.进一步,所述竖直输送装置1
‑3‑
2包括竖直设置的丝杠1
‑3‑
16和设在丝杠1
‑3‑
16
上方的丝杠驱动电机1
‑3‑
18,所述丝杠1
‑3‑
16和丝杠驱动电机1
‑3‑
18设在移动座1
‑3‑
8外侧壁,所述丝杠驱动电机1
‑3‑
18通过联轴器与丝杠1
‑3‑
16连接,所述丝杠1
‑3‑
16上设有丝杠螺母 1
‑3‑
17,所述丝杠螺母1
‑3‑
17一侧固定有喷枪安装架连接杆1
‑3‑
19,所述喷枪安装架连接杆 1
‑3‑
19底部与喷枪安装架1
‑2‑
1尾部连接。
52.进一步,所述输送装置1
‑
3上设有线束固定装置,所述线束固定装置包括设于移动座1
‑3‑
8 顶部的拖链安装板1
‑3‑
20、设于滑台1
‑3‑
6上方的拖链支撑槽1
‑3‑
21和设于拖链支撑槽1
‑3‑
21 内的拖链1
‑3‑
22,所述拖链1
‑3‑
22一端固定于拖链安装板1
‑3‑
20上。
53.进一步,所述喷涂室1
‑1‑
1顶板上设有若干通风孔,位于所述喷涂室1
‑1‑
1上方的机架1
‑
1 前侧面上设有若干排气孔。
54.进一步,所述喷涂室1
‑1‑
1平行于光伏玻璃传输的方向上的两个侧面为玻璃面。
55.进一步,所述警示灯1
‑
5包括从上往下依次设置的led红色警示灯、led黄色警示灯和 led绿色警示灯。
56.喷涂室1
‑1‑
1和输送装置安装室1
‑1‑
2中的摄像装置对室内的情况进行监控,可以看设备的运行情况,雾浓度传感器对喷涂室1
‑1‑
1中的雾浓度进行检测,在工作一段时间后检测到雾浓度过高后,将信号传输给控制系统,排风装置1
‑
4开始进行工作,抽风风机1
‑4‑
2对喷涂室中的空气抽出,进风风机1
‑4‑
1将外界的空气输送到喷涂室1
‑1‑
1中进行空气置换,喷涂室 1
‑1‑
1顶板上的若干通风孔和机架1
‑
1前侧面上设有若干排气孔均有利于机架1
‑
1内空气的流通。
57.红外光电感应器设于机架1
‑
1外侧光伏玻璃的来料方向上检测光伏玻璃传输过来的速度,传输信号到控制系统,自动调整流量泵的流量输出和齿轮驱动电机1
‑3‑
5的速度,达到合适的喷涂速度和喷涂量,喷涂更加均匀,保持合适的喷涂膜厚度,经测膜厚仪器测量厚度达到 60nm左右。
58.在设备检修时警示灯中led红色警示灯显示,避免员工误操作造成人员和机器的损伤,在设备启动状态时led黄色警示灯显示,正常工作时led绿色警示灯显示。
59.水平输送装置1
‑3‑
1中齿轮皮带1
‑3‑
3带动移动座1
‑3‑
8沿滑台1
‑3‑
6在水平方向往复运动,当移动座1
‑3‑
8运动到左右两侧极限位置时,挡铁1
‑3‑
15触发与其相对应的行程开关 1
‑3‑
14,两组行程开关1
‑3‑
14分别控制齿轮驱动电机1
‑3‑
5的正反转,实现了移动座1
‑3‑
8的往复运动。
60.光伏玻璃从退火窑去应力后,经过喷涂系统1对光伏玻璃进行喷涂后,再经过切边、磨边、清洗、烘干、预热后进入辊涂系统2中,刻花辊2
‑
1、涂料辊2
‑
2和消纹辊2
‑
3相互配合对光伏玻璃辊涂,刻花辊2
‑
1将镀膜溶液均匀的辊涂到涂料辊2
‑
2上,涂料辊2
‑
2将镀膜溶液均匀的辊涂到光伏玻璃上,消纹辊2
‑
3清除辊涂后涂料辊2
‑
2表面的纹路。辊涂完成后进行钢化。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。