[0001]
本发明属于制刷机械技术领域,尤其涉及一种螺旋棉刷制作设备。
背景技术:
[0002]
日常生活中经常会涉及到对水杯、茶具等用具的清洗操作。这类用具由于纵深过高、存在夹缝等较难以清洗,然后清洗不干净的用户又存在影响使用者身体健康的风险。
[0003]
目前较常采取的清洁方式是通过螺旋棉刷进行刷洗,螺旋棉刷刷毛纵深高,尺寸合适,柔软易操作,可以方便的清洗各种水杯、保温杯、水壶等用具。
[0004]
目前,螺旋棉刷的一个制作方式仍是采取人工,这种方式对工人的技术要求较高,人工操作容易导致刷毛不均匀,扭丝不在中心,生产效率低下等问题,所制备的螺旋棉刷产品品质不稳定,无法控制精准的尺寸。
[0005]
螺旋棉刷的另一个制作方式是采取机械设备,然而现有的螺旋棉刷制作大多工序繁琐且复杂,没有对螺旋棉刷的生产制备工序进行合理的分配,其中部分工序仍然需要人工,自动化程度较低。
技术实现要素:
[0006]
本发明实施例的目的在于提供一种螺旋棉刷制作设备,旨在解决背景技术中所提到的问题。
[0007]
本发明实施例是这样实现的,一种螺旋棉刷制作设备,所述螺旋棉刷制作设备包括:
[0008]
机架;
[0009]
设于所述机架上的铁扭丝成型机构、棉线缠绕机构;
[0010]
其中,所述铁扭丝成型机构具有用于拉直铁扭丝的拉直组件,用于将拉直后的铁扭丝折成v型并裁断的成型组件;所述棉线缠绕机构具有棉线盘,用于将棉线盘上指定长度的棉线缠绕为棉锭的缠绕组件,用于对棉锭进行抽线的抽线件;
[0011]
夹取机构,用于将剪断后的v型铁扭丝夹取至下一工位,并将所述抽线件所抽取的棉线夹取至v型铁扭丝之间;
[0012]
扭丝机构,用于驱动v型铁扭丝夹紧棉线,并驱动夹紧棉线的v型铁扭丝螺旋扭转,以得到螺旋棉刷。
[0013]
优选的,所述拉直组件包括:
[0014]
安装在所述机架上的拉直轮,用于通过铁扭丝;
[0015]
用于固定铁扭丝上某一位置的固定件;
[0016]
用于夹紧铁扭丝上某一位置的夹紧件;
[0017]
用于驱动夹紧铁扭丝后的夹紧件远离固定铁扭丝后的固定件的第一伸缩件。
[0018]
优选的,所述成型组件包括:
[0019]
安装在所述机架上的折丝轮;
[0020]
第二伸缩件,用于驱动拉直后的铁扭丝通过所述折丝轮,铁扭丝通过所述折丝轮后被折成v型;
[0021]
裁断件,用于裁下铁扭丝被折成v型的部分。
[0022]
优选的,所述铁扭丝成型机构还包括:
[0023]
接料件;
[0024]
送丝件,用于将所裁下的v型铁扭丝推送至所述接料件的上方;
[0025]
拍丝件,用于将推送来的v型铁扭丝拍至所述接料件上。
[0026]
优选的,所述缠绕组件包括:
[0027]
储线件;
[0028]
用于将棉线缠绕在所述储线件上的绕线件;
[0029]
设于所述储线件一侧的裁剪刀;
[0030]
输送轮组,用于输送所述棉线;
[0031]
滑动设于所述输送轮组一侧的浮动轮,用于从所述棉线盘上获取棉线,输送轮组将所获取的棉线输送至所述绕线件;
[0032]
感应开关;当所述感应开关检测到浮动轮靠近输送轮组时,感应开关闭合,输送轮组通电;当所述感应开关检测到浮动轮靠远离输送轮组时,感应开关断开,输送轮组断电。
[0033]
优选的,所述抽线件包括:
[0034]
夹线件;
[0035]
第一往复直线驱动件,用于驱动所述夹线件沿第一方向往复直线运动;
[0036]
第二往复直线驱动件,用于驱动所述夹线件沿第二方向往复直线运动;所述第一方向与所述第二方向垂直。
[0037]
优选的,所述夹取机构包括:
[0038]
用于夹取v型铁扭丝或棉线的夹取件;
[0039]
第三伸缩件,用于驱动所述夹取件移动至待夹取的v型铁扭丝或棉线所在位置;
[0040]
第四伸缩件,用于驱动所述夹取件移动至所述扭丝机构所在位置。
[0041]
优选的,所述扭丝机构包括:
[0042]
用于夹持v型铁扭丝两端的第一夹头和第二夹头;
[0043]
分别用于驱动所述第一夹头和所述第二夹头夹紧的第一夹紧驱动件和第二夹紧驱动件;
[0044]
分别用于驱动所述第一夹头和所述第二夹头转动的第一转动驱动件和第二转动驱动件。
[0045]
优选的,所述螺旋棉刷制作设备还包括用于对螺旋棉刷进行修毛的飞毛机构,所述飞毛机构包括:
[0046]
转动设于所述扭丝机构一侧的飞毛刀;
[0047]
第三往复直线驱动件,用于驱动所述夹线件沿第三方向往复直线运动;
[0048]
第四往复直线驱动件,用于驱动所述夹线件沿第四方向往复直线运动;所述第三方向与所述第四方向垂直。
[0049]
优选的,所述螺旋棉刷制作设备还包括用于除去螺旋毛刷上多余线头的剪断机构,所述剪断机构包括:
[0050]
设于所述扭丝机构一侧的裁剪件;
[0051]
第五伸缩件,用于驱动所述裁剪件位移至所述扭丝机构上的螺旋毛刷所在位置。
[0052]
优选的,所述螺旋棉刷制作设备还包括用于控制所述控制螺旋棉刷制作设备运行状态的控制机构。
[0053]
优选的,所述螺旋棉刷制作设备还包括工作台组件;所述机架设于所述工作台组件上。
[0054]
本发明实施例提供的一种螺旋棉刷制作设备,包括机架;设于所述机架上的铁扭丝成型机构、棉线缠绕机构;其中,所述铁扭丝成型机构具有用于拉直铁扭丝的拉直组件,用于将拉直后的铁扭丝折成v型并裁断的成型组件;所述棉线缠绕机构具有棉线盘,用于将棉线盘上指定长度的棉线缠绕为棉锭的缠绕组件,用于对棉锭进行抽线的抽线件;夹取机构,用于将剪断后的v型铁扭丝夹取至下一工位,并将所述抽线件所抽取的棉线夹取至v型铁扭丝之间;扭丝机构,用于驱动v型铁扭丝夹紧棉线,并驱动夹紧棉线的v型铁扭丝螺旋扭转,以得到螺旋棉刷;用于对螺旋棉刷进行修毛的飞毛机构;用于除去螺旋毛刷上多余线头的剪断机构;用于控制所述控制螺旋棉刷制作设备运行状态的控制机构;和工作台组件。
[0055]
相比现有技术,本发明所提供的螺旋棉刷制作设备,具有以下优势:
[0056]
1、全程自动化生产,无需任何专业技术即可操作;
[0057]
2、操作简单,只需要对操作工进行半个小时的培训就可独立生产;
[0058]
3、日产量高,平均十秒钟一个螺旋棉刷;
[0059]
4、品质稳定,每个螺旋棉刷的毛数一致,外形一致,长度一致;
[0060]
5、集成了手工生产的所有工序,并加以改进完善。
附图说明
[0061]
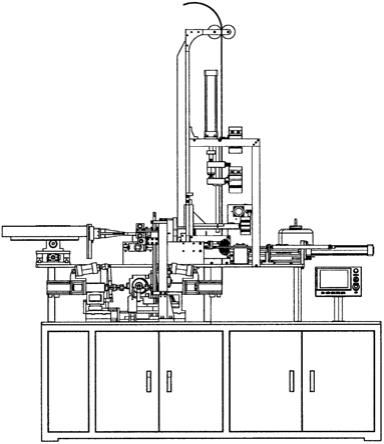
图1为本发明实施例提供的一种螺旋棉刷制作设备的正视图;
[0062]
图2为本发明实施例提供的一种螺旋棉刷制作设备的后视图;
[0063]
图3为本发明实施例提供的一种螺旋棉刷制作设备的侧视图;
[0064]
图4为本发明实施例提供的螺旋棉刷的结构示意图;
[0065]
图5为本发明实施例提供的铁扭丝成型机构的结构示意图;
[0066]
图6为本发明实施例提供的铁扭丝成型机构的正视图;
[0067]
图7为本发明实施例提供的图5和图6中209处的放大示意图;
[0068]
图8为本发明实施例提供的v型铁扭丝的结构示意图;
[0069]
图9为本发明实施例提供的棉线缠绕机构的结构示意图;
[0070]
图10为本发明实施例提供的夹取机构和扭丝机构的结构示意图;
[0071]
图11为本发明实施例提供的扭丝机构的结构示意图;
[0072]
图12为本发明实施例提供的飞毛机构和扭丝机构的结构示意图;
[0073]
图13为本发明实施例提供的飞毛机构和剪断机构的结构示意图;
[0074]
图14为本发明实施例提供的工作台组件的结构示意图;
[0075]
图15为本发明实施例提供的控制机构的结构示意图。
[0076]
附图中:100、机架;101、铁扭丝;102、棉线;201、拉直轮;202、第一伸缩件;203、气缸固定件;204、气缸夹紧件;205、气缸裁切刀;206、勾丝气缸;207、拍丝气缸;208、送丝气
缸;209、折丝轮;210、拍丝板;211、送丝板;212、接料件;301、棉线盘;302、电机;303、pu轮;304、浮动轮;305、感应开关;306、绕线电机;307、绕线指;308、平铺电机;309、旋转盘;310、储线指;311、裁剪刀;312、夹线爪;313、第一往复直线驱动件;314、第二往复直线驱动件;401、取丝气缸;402、卡爪;403、升降气缸;501、第一夹头;502、第二夹头;503、第一气缸;504、第二气缸;505、第一伺服电机;506、第二伺服电机;601、异步电机;602、飞毛刀;603、第四往复直线驱动件;604、第三往复直线驱动件;701、剪刀;702、第五伸缩件;801、平台一层;802、平台二层;803、位移工作台;901、电源指示键;902、电源开关键;903、急停键;904、控制机构。
具体实施方式
[0077]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
[0078]
以下结合具体实施例对本发明的具体实现进行详细描述。
[0079]
如附图1~3所示,为本发明一个实施例提供的一种螺旋棉刷制作设备,所述螺旋棉刷制作设备包括:
[0080]
机架100;
[0081]
设于所述机架100上的铁扭丝成型机构、棉线缠绕机构;
[0082]
其中,所述铁扭丝成型机构具有用于拉直铁扭丝101的拉直组件,用于将拉直后的铁扭丝101折成v型并裁断的成型组件;所述棉线缠绕机构具有棉线盘301,用于将棉线盘301上指定长度的棉线102缠绕为棉锭的缠绕组件,用于对棉锭进行抽线的抽线件;
[0083]
夹取机构,用于将剪断后的v型铁扭丝夹取至下一工位,并将所述抽线件所抽取的棉线102夹取至v型铁扭丝之间;
[0084]
扭丝机构,用于驱动v型铁扭丝夹紧棉线102,并驱动夹紧棉线102的v型铁扭丝螺旋扭转,以得到螺旋棉刷。
[0085]
在本发明实施例中,夹取机构和扭丝机构也设置在机架100上。在制备螺旋棉刷时,首先将铁扭丝101在螺旋棉刷制作设备内安置好,然后运行设备,铁扭丝101在通过拉直组件时被拉直,拉直后的铁扭丝101在成型组件处被折成v型,v型铁扭丝裁断后被夹取机构夹取到扭丝机构上。上述操作进行的同时,缠绕组件将棉线盘301上指定长度的棉线102缠绕为棉锭,然后通过抽线件对棉锭进行抽线。v型铁扭丝被夹取到扭丝机构上后,夹取机构所将抽取的棉线102夹取到v型铁扭丝内。之后,扭丝机构驱动v型铁扭丝闭合,夹紧棉线102并在扭丝机构的作用下发生螺旋扭转,使得棉线102不断缠绕在铁扭丝101上,最终形成螺旋棉刷。所制备的螺旋棉刷如附图4所示。
[0086]
需要说明的是,本发明实施例中所述的棉线102并不仅指在植物学上所说的棉花制成的线,其他如晴纶、尼龙、动物毛发等化学或动物纤维所制成的线也属于本发明的“棉线”的范围。
[0087]
相比现有技术,本发明所提供的螺旋棉刷制作设备,具有以下优势:
[0088]
1、全程自动化生产,无需任何专业技术即可操作;
[0089]
2、操作简单,只需要对操作工进行半个小时的培训就可独立生产;
[0090]
3、日产量高,平均十秒钟一个螺旋棉刷;
[0091]
4、品质稳定,每个螺旋棉刷的毛数一致,外形一致,长度一致;
[0092]
5、集成了手工生产的所有工序,并加以改进完善。
[0093]
如附图5和6所示,作为本发明的一种优选实施例,所述拉直组件包括:
[0094]
安装在所述机架100上的拉直轮201,用于通过铁扭丝101;
[0095]
用于固定铁扭丝101上某一位置的固定件;
[0096]
用于夹紧铁扭丝101上某一位置的夹紧件;
[0097]
用于驱动夹紧铁扭丝101后的夹紧件远离固定铁扭丝101后的固定件的第一伸缩件202。
[0098]
具体的,铁扭丝101通过拉直轮201后被拉直轮201初步拉直,然后通过固定件对经过初步拉直后铁扭丝101上的某一位置进行固定,通过夹紧件对经过初步拉直后铁扭丝101上的另一位置进行夹紧。之后,启动第一伸缩件202,通过第一伸缩件202驱动夹紧件向远离固定件的方向移动,使得夹紧件与固定件之间的铁丝被进一步拉直。
[0099]
固定件可以采用伸缩气缸、电动推杆、电液推杆等与固定头结合形成的机械零部件,本实施例中优选为伸缩气缸与固定头结合形成的气缸固定件203。夹紧件可以采用伸缩气缸、电动推杆、电液推杆等与夹紧头结合形成的机械零部件,本实施例中优选为伸缩气缸与夹紧头结合形成的气缸夹紧件204。第一伸缩件202则可以选用伸缩气缸、伸缩式液压缸、电动推杆、电液推杆等中的任一机械零部件,本实施例中优选为伸缩气缸。
[0100]
如附图5~7所示,作为本发明的一种优选实施例,所述成型组件包括:
[0101]
安装在所述机架100上的折丝轮209;
[0102]
第二伸缩件,用于驱动拉直后的铁扭丝101通过所述折丝轮209,铁扭丝101通过所述折丝轮209后被折成v型;
[0103]
裁断件,用于裁下铁扭丝101被折成v型的部分。
[0104]
具体的,铁扭丝101被拉直后继续运动到折丝轮209所在位置,然后通过第二伸缩件推动拉直后的铁扭丝101通过折丝轮209,铁扭丝101在折丝轮209的作用下被折成v型,如附图7所示。随后,裁断件将折成v型的铁扭丝101裁下,所得到的v型铁扭丝的结构如附图8所示。
[0105]
第二伸缩件可以选用伸缩气缸、伸缩式液压缸、电动推杆、电液推杆等中的任一机械零部件,本实施例中优选为伸缩气缸,称作勾丝气缸206。裁断件可以采用伸缩气缸、电动推杆、电液推杆等与裁切刀结合形成的机械零部件,本实施例中优选为伸缩气缸与裁切刀结合形成的气缸裁切刀205。
[0106]
如附图5和6所示,作为本发明的一种优选实施例,所述铁扭丝成型机构还包括:
[0107]
接料件212;
[0108]
送丝件,用于将所裁下的v型铁扭丝推送至所述接料件212的上方;
[0109]
拍丝件,用于将推送来的v型铁扭丝拍至所述接料件212上。
[0110]
具体的,v型铁扭丝被裁下后,在送丝件的作用下被推送到接料件212的上方,然后拍丝件对v型铁扭丝施加作用力,将v型铁扭丝拍到接料件212上。
[0111]
本实施例中,送丝件包括送丝板211和用于驱动送丝板211往复运动的送丝板211伸缩件,送丝板211伸缩件可以选用伸缩气缸、伸缩式液压缸、电动推杆、电液推杆等中的任
一机械零部件,本实施例中优选为伸缩气缸,称作送丝气缸208。拍丝件包括拍丝板210和用于驱动送丝板211往复运动的拍丝板210伸缩件,拍丝板210伸缩件可以选用伸缩气缸、伸缩式液压缸、电动推杆、电液推杆等中的任一机械零部件,本实施例中优选为伸缩气缸,称作拍丝气缸207。
[0112]
如附图9所示,作为本发明的一种优选实施例,所述缠绕组件包括:
[0113]
储线件;
[0114]
用于将棉线102缠绕在所述储线件上的绕线件;
[0115]
设于所述储线件一侧的裁剪刀311;
[0116]
输送轮组,用于输送所述棉线102;
[0117]
滑动设于所述输送轮组一侧的浮动轮304,用于从所述棉线盘301上获取棉线102,输送轮组将所获取的棉线102输送至所述绕线件;
[0118]
感应开关305;当所述感应开关305检测到浮动轮304靠近输送轮组时,感应开关305闭合,输送轮组通电;当所述感应开关305检测到浮动轮304靠远离输送轮组时,感应开关305断开,输送轮组断电。
[0119]
具体的,首先在棉线盘301上装上棉线102,然后把棉线102绕过输送轮组和浮动轮304后设置在储线件上。当浮动轮304向下运动时,带动棉线102从棉线盘301上绕出,此时感应开关305检测到浮动轮304靠远离输送轮组,感应开关305断开,输送轮组处于断电状态。而后浮动轮304向上运动,此时感应开关305检测到浮动轮304靠近输送轮组,感应开关305闭合输送轮组通电运行,将从棉线盘301上绕出的棉线102输送向绕线件,绕线件将输送来的棉线102缠绕在储线件上。当储线件上的棉线102达到制备螺旋棉刷所需的长度后,裁剪刀311把棉线102剪断。
[0120]
本实施例中,输送轮组可以采用由电机驱动的三件pu轮303,棉线102穿过三件pu轮303之间的空隙,pu轮303转动时带动棉线102运行。储线件为储线指310。绕线件包括平铺电机308、绕线电机306、绕线指307和绕线底座,通过绕线电机306驱动绕线指307运行,从而将棉线102缠绕在储线指310上。绕线电机306和绕线指307设置在绕线底座上,通过平铺电机308带动绕线底座移动从而使绕线指307靠近或远离储线指310,从而使得绕线指307均匀的将棉线102缠绕在储线指310上。
[0121]
如附图9所示,作为本发明的一种优选实施例,所述抽线件包括:
[0122]
夹线件;
[0123]
第一往复直线驱动件313,用于驱动所述夹线件沿第一方向往复直线运动;
[0124]
第二往复直线驱动件314,用于驱动所述夹线件沿第二方向往复直线运动;所述第一方向与所述第二方向垂直。
[0125]
具体的,棉线102在储线指310上缠绕到指定长度并剪断后,通过夹线件夹住绕线指307上所绕成棉锭的线头。然后,通过第一往复直线驱动件313带动夹线件左右往复运动,将棉线102抽离绕线指307;通过第二往复直线驱动件314带动夹线件前后往复运动,将抽离的棉线102放到合适的位置进行下一个动作。
[0126]
本实施例中,夹线件可以采用夹线爪312,第一往复直线驱动件313和第二往复直线驱动件314可以采用直线往复电机、伸缩气缸、电动推杆、电液推杆等。此外,为了便于夹线爪312夹取棉线102,本实施例在夹线爪312与绕线指307之间增设一件旋转盘309。旋转盘
309旋转180
°
带动棉线102的线头处于夹线爪312前方,而后,夹线爪312夹取棉线102。
[0127]
如附图10所示,作为本发明的一种优选实施例,所述夹取机构包括:
[0128]
用于夹取v型铁扭丝或棉线102的夹取件;
[0129]
第三伸缩件,用于驱动所述夹取件移动至待夹取的v型铁扭丝或棉线102所在位置;
[0130]
第四伸缩件,用于驱动所述夹取件移动至所述扭丝机构所在位置。
[0131]
具体的,v型铁扭丝被拍到接料件212上后,第三伸缩件带动夹取件移动到v型铁扭丝所在位置。夹取件夹取v型铁扭丝后,第四伸缩件带动夹取件移动到扭丝机构所在位置,夹取件松开v型铁扭丝使其被夹持在扭丝机构内。随后,第三伸缩件带动夹取件移动到夹线爪312所在位置,夹取夹线爪312上的棉线102,第四伸缩件带动夹取件下降,将所夹取的棉线102放置到v型铁扭丝之间,通过扭丝机构驱动v型铁扭丝夹紧棉线102,并驱动夹紧棉线102的v型铁扭丝螺旋扭转,从而得到螺旋棉刷。
[0132]
本实施例中,夹取件可以采用卡爪402,第三伸缩件和第四伸缩件可以采用伸缩气缸、伸缩式液压缸、电动推杆、电液推杆等中的任一机械零部件,本实施例中优选为伸缩气缸,分别称作取丝气缸401和升降气缸403。
[0133]
如附图10和11所示,作为本发明的一种优选实施例,所述扭丝机构包括:
[0134]
用于夹持v型铁扭丝两端的第一夹头501和第二夹头502;
[0135]
分别用于驱动所述第一夹头501和所述第二夹头502夹紧的第一夹紧驱动件和第二夹紧驱动件;
[0136]
分别用于驱动所述第一夹头501和所述第二夹头502转动的第一转动驱动件和第二转动驱动件。
[0137]
具体的,卡爪402将v型铁扭丝夹取到扭丝机构后,通过第一夹头501和第二夹头502夹持住v型铁扭丝。随后,卡爪402将棉线102放置到v型铁扭丝内。此时,第一夹紧驱动件和第二夹紧驱动件分别驱动第一夹头501和第二夹头502夹紧,使v型铁扭丝夹紧棉线102。然后,第一转动驱动件和第二转动驱动件启动,驱动第一夹头501和第二夹头502先分别反向转动,带动v型铁扭丝螺旋扭转,将棉线102固定在螺旋扭转的铁扭丝101上。棉线102固定完成后,第一转动驱动件和第二转动驱动件再带动铁扭丝101朝一个方向旋转,使棉线102牢固且美观的设置在铁扭丝101上,从而得到螺旋棉刷。
[0138]
本实施例中,第一夹紧驱动件和第二夹紧驱动件可以采取气缸、液压油缸、电动推杆等,本实施例中优选为伸缩气缸,分别称作第一气缸503和第二气缸504。第一转动驱动件和第二转动驱动件可以采用伺服电机,分别称作第一伺服电机505和第二伺服电机506。
[0139]
如附图12和13所示,作为本发明的一种优选实施例,所述螺旋棉刷制作设备还包括用于对螺旋棉刷进行修毛的飞毛机构,所述飞毛机构包括:
[0140]
转动设于所述扭丝机构一侧的飞毛刀602;
[0141]
第三往复直线驱动件604,用于驱动所述夹线件沿第三方向往复直线运动;
[0142]
第四往复直线驱动件603,用于驱动所述夹线件沿第四方向往复直线运动;所述第三方向与所述第四方向垂直。
[0143]
具体的,上述过程所制备的螺旋棉刷其实只是半成品,要得到成品的螺旋棉刷还需要对半成品进行修毛处理。修毛处理可以人工进行也可以机器进行。为了增加自动化程
度,本实施例中选用机器进行修毛处理,具体表现为在扭丝机构的一侧增设一件飞毛机构。
[0144]
修毛处理时,通过第三往复直线驱动件604带动飞毛刀602前后运动,靠近和远离螺旋棉刷,通过第四往复直线驱动件603带动飞毛刀602左右运动,修剪螺旋棉刷的不同位置。
[0145]
本实施例中,飞毛刀602由异步电机601带动转动,第三往复直线驱动件604和第四往复直线驱动件603可以采取直线往复电机、伸缩气缸、电动推杆、电液推杆等,本实施例中优选为直线往复电机。
[0146]
如附图13所示,作为本发明的一种优选实施例,所述螺旋棉刷制作设备还包括用于除去螺旋毛刷上多余线头的剪断机构,所述剪断机构包括:
[0147]
设于所述扭丝机构一侧的裁剪件;
[0148]
第五伸缩件702,用于驱动所述裁剪件位移至所述扭丝机构上的螺旋毛刷所在位置。
[0149]
具体的,制备螺旋棉刷时,为避免棉线不足,所提供的棉线的长度往往多余需要的长度,最终制备的螺旋棉刷上也会存在多余的线头。对螺旋棉刷进行修毛处理后,需要将螺旋棉刷上多余的线头剪断,剪断方式可以采取人工剪断,也可以采取机器剪断。为了增加自动化程度,本实施例中选用机器剪断螺旋毛刷上多余的线头,具体表现为在扭丝机构的一侧增设一件剪断机构。
[0150]
工作时,第五伸缩件702带动裁剪件靠近螺旋棉刷,裁剪件将线头进行剪断操作。然后,第一夹头501和第二夹头502松开螺旋棉刷,通过其他外界输送设备将得到的成品螺旋棉刷运输到周转箱里面。
[0151]
本实施例中,裁剪件可以选用剪刀701,第五伸缩件702可以采用伸缩气缸、伸缩式液压缸、电动推杆、电液推杆等中的任一机械零部件,本实施例中优选为伸缩气缸。
[0152]
如附图15所示,作为本发明的一种优选实施例,所述螺旋棉刷制作设备还包括用于控制所述控制螺旋棉刷制作设备运行状态的控制机构904。
[0153]
具体的,控制机构904可以选用pda设备、控制箱、嵌入式平板、嵌入式工控机等。本实施例优选为其上具有电源开关键902、电源指示键901、急停键903的嵌入式平板。接通电源后,按下电源开关键902,启动控制机构904。在嵌入式平板的触摸屏上启动生产程序,控制各个机构有序运行。运行途中如果发生意外的话,可以通过按下急停键903进行急停操作,防止设备损坏。
[0154]
如附图14所示,作为本发明的一种优选实施例,所述螺旋棉刷制作设备还包括工作台组件;所述机架100设于所述工作台组件上。
[0155]
具体的,工作台组件的作用一是用来安装螺旋棉刷制作设备,二是可以存储一些螺旋棉刷制作设备的替换零件、维修设备,或者部分原料等。本实施例中的工作台组件包括第一层平台801、第二层平台802和位移工作台803。第一层平台801是带有储物柜的操作台,第二层平台802位于第一层平台801上,用来安装铁扭丝成型机构等需要高位安装的机构,接料件212即在第二层平台802上。飞毛机构、剪断机构等需要发生位移的机构位于位移工作台803,便于其调整和扭丝机构之间的距离。
[0156]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

