本实用新型属于厨房灶具技术领域,涉及一种燃气灶,特别是一种一体压铸成型的上进风燃烧器。
背景技术:
上进风燃烧器由于其安全、易洁的特点在燃气灶上的应用越来越多,但由于其引射管短,引射能力不强,所以采用多喷嘴方式提高引射能力,但目前的结构都为一体浇铸或者采用分体压铸的工艺,密封性差且成本高。
例如,中国专利文献曾公开了一种上进风三环燃烧器【中国专利号:201710564450.7】,其技术内容为三个引射管并排布置在一侧,由此引射管之间距离太近,导致相互干扰。同时主引射管横穿混气腔,二次空气入口截面积少,燃烧性能差。另外不能满足抽芯工艺,需采用一体浇铸或分体工艺,制造成本高。
技术实现要素:
本实用新型的目的是针对现有的技术存在上述问题,提出了一种4通道横向并列布置,外环2通道180度相向布置,中环与内环各居一边与外环2通道分别同向布置的一体压铸成型的上进风燃烧器。
本实用新型的目的可通过下列技术方案来实现:一体压铸成型的上进风燃烧器,包括由下至上叠设的喷嘴座、分气盘和火盖,所述火盖包括呈内外环套的内圆火盖、外环火盖,所述内圆火盖中分隔出上中心腔室和上中环腔室,所述上中环腔室环绕在所述上中心腔室外圈,所述外环火盖中具有上外环腔室,所述分气盘包括呈内外环套的内圆气盘、外环气盘,所述内圆气盘中分隔出下中心腔室和下中环腔室,所述下中环腔室环绕在所述下中心腔室外圈,所述外环气盘中具有下外环腔室,所述内圆火盖扣接在所述内圆气盘上,使所述上中心腔室与所述下中心腔室扣合形成中心混气室,使所述上中环腔室与所述下中环腔室扣合形成中环混气室,所述外环火盖扣接在所述外环气盘上,使所述上外环腔室与所述下外环腔室扣合形成外环混气室,所述中心混气室连通内引射管,所述中环混气室连通中间引射管,所述外环混气室连通至少一个主引射管,所述内引射管、中间引射管、主引射管相互分离且各自独立设置,所述内引射管与中间引射管的进气方向相反,所述喷嘴座包括至少一根进气管,所述进气管连通若干分气管,其一分气管通过内喷嘴连通所述内引射管,其二分气管通过中喷嘴连通所述中间引射管,其三分气管通过外喷嘴连通所述主引射管。
本一体压铸成型的上进风燃烧器,内引射管和中间引射管采用双向抽芯工艺,由此使引射管可以采用文丘里管结构,提高其引射能力。
在上述的一体压铸成型的上进风燃烧器中,所述内引射管与中间引射管呈平行并列布设。
在上述的一体压铸成型的上进风燃烧器中,所述主引射管的数量为两个,两个所述主引射管呈180°旋转对称布设,所述主引射管为弯弧型管体,两个所述主引射管的进气方向相反,其一主引射管与所述内引射管的进气方向相同,其二引射管与所述中间引射管的进气方向相同。
在上述的一体压铸成型的上进风燃烧器中,所述进气管的数量为两根,所述进气管的一端为进气口,另一端为封口,其一进气管连通所述内引射管和所述中间引射管,其二进气管连通两个所述主引射管。
在上述的一体压铸成型的上进风燃烧器中,所述内圆气盘固连在所述内引射管和中间引射管的内端上,所述外环气盘固连在所述内引射管和中间引射管的外端上。通过内引射管和中间引射管的固定连接,使相分离的内圆气盘和外环气盘形成一个整体,有利于制造和安装。
在上述的一体压铸成型的上进风燃烧器中,所述内圆火盖的中心腔室的顶壁上均匀开通若干出火孔,所述内圆火盖的中环腔室的外侧壁上均匀开通若干出火孔。
在上述的一体压铸成型的上进风燃烧器中,所述外环火盖的外环腔室的外侧壁上均匀开通若干出火孔。
在上述的一体压铸成型的上进风燃烧器中,所述喷嘴座上固设若干支脚。
与现有技术相比,本一体压铸成型的上进风燃烧器具有以下优点:
1、外环增加了引射所需要的长度,又使腔内混气均匀。
2、内环与中环分开相向布置,分开了引射通道,减少了相互干扰,同时与外环同向布置,满足了抽芯工艺,整个混气室可以一体成型,成本低,制造性高。
3、内环与中环分开相向布置,同时又做为连接内外腔体的筋,外形简单,二次空气通道最大化。
附图说明
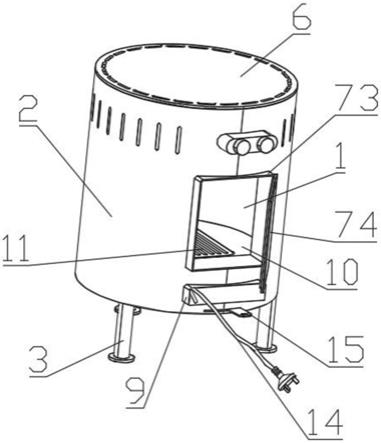
图1是本一体压铸成型的上进风燃烧器的整体结构示意图。
图2是本一体压铸成型的上进风燃烧器中火盖的内部结构图。
图3是本一体压铸成型的上进风燃烧器中分气盘的俯视结构图。
图4是本一体压铸成型的上进风燃烧器中分气盘的仰视结构图。
图5是本一体压铸成型的上进风燃烧器中喷嘴座的俯视结构图。
图中,1、内圆火盖;1a、上中心腔室;1b、上中环腔室;2、外环火盖;2a、上外环腔室;3、内圆气盘;3a、下中心腔室;3b、下中环腔室;4、外环气盘;4a、下外环腔室;5、内引射管;6、中间引射管;7、主引射管;8、内喷嘴;9、中喷嘴;10、外喷嘴;11、喷嘴座;12、支脚。
具体实施方式
以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
如图1至图5所示,本一体压铸成型的上进风燃烧器,包括由下至上叠设的喷嘴座11、分气盘和火盖,火盖包括呈内外环套的内圆火盖1、外环火盖2,内圆火盖1中分隔出上中心腔室1a和上中环腔室1b,上中环腔室1b环绕在上中心腔室1a外圈,外环火盖2中具有上外环腔室2a,分气盘包括呈内外环套的内圆气盘3、外环气盘4,内圆气盘3中分隔出下中心腔室3a和下中环腔室3b,下中环腔室3b环绕在下中心腔室3a外圈,外环气盘4中具有下外环腔室4a,内圆火盖1扣接在内圆气盘3上,使上中心腔室1a与下中心腔室3a扣合形成中心混气室,使上中环腔室1b与下中环腔室3b扣合形成中环混气室,外环火盖2扣接在外环气盘4上,使上外环腔室2a与下外环腔室4a扣合形成外环混气室,中心混气室连通内引射管5,中环混气室连通中间引射管6,外环混气室连通至少一个主引射管7,内引射管5、中间引射管6、主引射管7相互分离且各自独立设置,内引射管5与中间引射管6的进气方向相反,喷嘴座11包括至少一根进气管,进气管连通若干分气管,其一分气管通过内喷嘴8连通内引射管5,其二分气管通过中喷嘴9连通中间引射管6,其三分气管通过外喷嘴10连通主引射管7。
本一体压铸成型的上进风燃烧器,内引射管5和中间引射管6采用双向抽芯工艺,由此使引射管可以采用文丘里管结构,提高其引射能力。
内引射管5与中间引射管6呈平行并列布设。
主引射管7的数量为两个,两个主引射管7呈180°旋转对称布设,主引射管7为弯弧型管体,两个主引射管7的进气方向相反,其一主引射管7与内引射管5的进气方向相同,其二引射管与中间引射管6的进气方向相同。
进气管的数量为两根,进气管的一端为进气口,另一端为封口,其一进气管连通内引射管5和中间引射管6,其二进气管连通两个主引射管7。
内圆气盘3固连在内引射管5和中间引射管6的内端上,外环气盘4固连在内引射管5和中间引射管6的外端上。通过内引射管5和中间引射管6的固定连接,使相分离的内圆气盘3和外环气盘4形成一个整体,有利于制造和安装。
内圆火盖1的中心腔室的顶壁上均匀开通若干出火孔,内圆火盖1的中环腔室的外侧壁上均匀开通若干出火孔。
外环火盖2的外环腔室的外侧壁上均匀开通若干出火孔。
喷嘴座11上固设若干支脚12。
一体压铸成型的上进风燃烧器的运作方法,包括以下内容:
1)、开启阀门后,燃气同时由两根进气管通入;
2)、其一进气管中,由进气管首端的分气管通过内喷嘴8正向进入内引射管5,而后流入中心混气室,从顶部的出火孔喷出燃烧;由进气管尾端的分气管通过中喷嘴9反向进入中间引射管6,而后流入中环混气室,从侧部的出火孔喷出燃烧;
3)、其二进气管中,由进气管首端的分气管通过外喷嘴10正向进入其一主引射管7,而后流入外环混气室,从侧部的出火孔喷出燃烧;由进气管尾端的分气管通过外喷嘴10反向进入其二主引射管7,而后流入外环混气室,从侧部的出火孔喷出燃烧。
与现有技术相比,本一体压铸成型的上进风燃烧器具有以下优点:
1、外环增加了引射所需要的长度,又使腔内混气均匀。
2、内环与中环分开相向布置,分开了引射通道,减少了相互干扰,同时与外环同向布置,满足了抽芯工艺,整个混气室可以一体成型,成本低,制造性高。
3、内环与中环分开相向布置,同时又做为连接内外腔体的筋,外形简单,二次空气通道最大化。
本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
尽管本文较多地使用了内圆火盖1;上中心腔室1a;上中环腔室1b外环火盖2;上外环腔室2a;内圆气盘3;下中心腔室3a;下中环腔室3b;外环气盘4;下外环腔室4a;内引射管5;中间引射管6;主引射管7;内喷嘴8;中喷嘴9;外喷嘴10;喷嘴座11;支脚12等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本实用新型的本质;把它们解释成任何一种附加的限制都是与本实用新型精神相违背的。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。