本发明属于冷却技术领域,具体是一种回流燃烧室火焰筒及弯管冷却结构。
背景技术:
中小型航空发动机通常采用回流燃烧室以用于配合较短的发动机轴距以及较小的发动机进口迎风面积。与直流燃烧室相比,回流燃烧室火焰筒的表面积与容积比更高,这使得回流燃烧室火焰筒的冷却难度通常较大,其中弯管的冷却问题尤为突出。由于中小型航空发动机最后级压气机通常使用离心式压气机,而由于离心压气机的特定结构形状,压气机与火焰筒大弯管之间的环腔气流速度通常较低,且气流经过压气机后从扩压器流出时通常带有一定的角向速度,这使得回流燃烧室火焰筒大弯管的冷却进气条件相对较差,大弯管的冷却难度较高。另一方面,回流燃烧室小弯管通常采用大曲率快速过渡的型面设计,而由大曲率型面导致的气流贴壁性流动差、气流分离等问题也使得小弯管的冷却难度较高。
随着发动机推重比(功重比)的不断提高,燃烧室进气的温度、压力升高,燃烧室温升不断提高、容热强度不断增大,也使得燃烧室总体冷却难度增大,同时冷却气的品质下降,造成冷却设计的难度增加。当回流燃烧室火焰筒冷却设计不合理、冷却气量偏少时,火焰筒壁面在受热过程中可能会出现烧蚀、裂纹、涂层掉块等问题,而弯管直接受上游燃气的冲刷,受热强度更高,可能会导致局部烧穿,造成火焰筒进气情况发生变化,导致火焰筒和燃烧室工作失效。
技术实现要素:
本发明的目的在于提供一种回流燃烧室火焰筒及弯管冷却结构,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:
一种回流燃烧室火焰筒及弯管冷却结构,包括火焰筒外环、火焰筒内环、大弯管、小弯管和火焰筒头部,所述火焰筒外环一端设置有大弯管,所述火焰筒外环另一端设置有火焰筒头部,所述火焰筒外环内侧设置有火焰筒内环,所述火焰筒内环靠近大弯管的一端设置有小弯管;
所述火焰筒外环,其上设置有多个外环掺混孔,所述火焰筒内环,其上设置有多个内环掺混孔;
所述大弯管呈圆环结构,且沿周向分成多个第一l形单元体;所述小弯管呈圆环结构,且沿周向分成多个第二l形单元体。
作为本发明进一步的方案:所述大弯管一侧凸起,其另一侧形成凹腔,所述小弯管设于所述凹腔内。
作为本发明进一步的方案:多个所述外环掺混孔设于同一中心点为圆心的圆周上,多个所述内环掺混孔设于同一中心点为圆心的圆周上。
作为本发明进一步的方案:所述第一l形单元体横截面呈l形结构,且第一l形单元体的第一短边呈直面,第一l形单元体的第一长边呈曲面。
作为本发明进一步的方案:所述第二l形单元体横截面呈l形结构,且第二l形单元体的第二短边呈直角,第二l形单元体的第二长边呈曲面。
作为本发明进一步的方案:所述火焰筒外环、所述火焰筒内环、所述大弯管、所述小弯管和所述火焰筒头部同轴设置。
作为本发明进一步的方案:所述大弯管外侧固定连接有外法兰安装边一,所述大弯管与所述火焰筒外环通过所述外法兰安装边一连接;所述大弯管内侧固定连接有内法兰安装边一,所述大弯管通过所述内法兰安装边一与发动机涡轮连接。
作为本发明进一步的方案:所述第一l形单元体的第一短边上沿着所述大弯管径向开设有多个第一气膜冷却孔。
作为本发明进一步的方案:所述小弯管外侧固定连接有外法兰安装边二,所述小弯管与所述火焰筒内环通过外法兰安装边二连接;所述小弯管内侧固定连接有鸟嘴,所述小弯管通过所述鸟嘴与涡轮机匣连接。
作为本发明进一步的方案:所述第二l形单元体的第二短边上沿着小弯管径向开设有多个第二气膜冷却孔。
作为本发明进一步的方案:若干第一l形单元体环向拼接成大弯管,若干第二l形单元体环向拼接成小弯管。
作为本发明进一步的方案:所述火焰筒头部周向均匀分布有若干安装孔。
作为本发明进一步的方案:所述火焰筒外环与所述火焰筒内环通过火焰筒头部固定连接,所述火焰筒头部背离所述火焰筒外环的一面设置有旋流雾化装置。
本发明的有益效果是:
1、采用l形冷却结构的弯管比常规冷却弯管的冷却效率更高。通过l形结构可形成弯管周向全覆盖气膜,冷却气流的方向与火焰筒内主流的方向相互垂直,可以降低主流对冷却气的加热作用,提高冷却效率。另外l形结构特有的渐变凹腔具有一定的集气效果,可以使冷气膜厚度增加,提高冷效;
2、采用l形冷却弯管不易烧蚀。与目前在火焰筒燃气侧采用冷却片引导冷却气流沿周向流动提高冷却效率的方式相比,本发明在火焰筒燃气侧表面的型面光滑,没有伸出的肋片等结构,不易发生烧蚀。同时在l形冷气进口段具有较厚的冷却气膜,可以保护l形单元体末端不出现烧蚀;
3、采用l形冷却弯管可钣金加工降低成本。与常规锻件弯管相比,本发明采用钣金加工大小弯管,通过预先制备钣金毛坯、冲压打孔、与模具冲压成型降低加工成本,实现大批量生产,可提高效益;
4、弯管分段式搭接焊接结构装配简单易实现。采用分段式加工、搭接装配和焊接固定的方法,与传统全环形整体零件、双层壁结构和陶瓷基材料零件相比,具有更灵活、更易加工的特点。
附图说明
为了便于本领域技术人员理解,下面结合附图对本发明作进一步的说明。
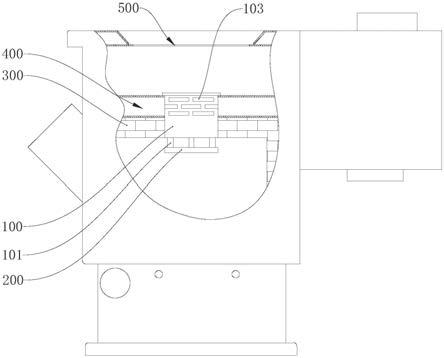
图1为在涡扇发动机上应用的回流燃烧室冷却结构示意图;
图2是使用回流燃烧室的一种中小型航空涡扇发动机结构示意图;
图3是采用l形冷却结构的大弯管全环周向剖面图;
图4采用l形冷却结构的大弯管及火焰筒外环三维视图;
图5是采用l形冷却结构的大弯管结构示意图;
图6是火焰筒内环、大弯管及小弯管俯视图;
图7是小弯管局部示意图;
图8是火焰筒后视图;
图9采用搭接配合的l形冷却结构小弯管示意图。
图中:1、风扇;2、压气机;3、燃烧室;4、涡轮;30、旋流雾化装置;33、火焰筒;
330、火焰筒头部;3301、安装孔;331、火焰筒外环;3311、外环掺混孔;332、火焰筒内环;3321、内环掺混孔;
333、小弯管;3331、第二l形单元体;3332、第二气膜冷却孔;3333、第二短边;3334、第二长边;3335、鸟嘴;3336、外法兰安装边二;3337、外安装孔;3338、搭接边;333r、燃气侧表面;333l、冷气侧表面;
334、大弯管;3341、第一l形单元体;3342、第一气膜冷却孔;3343、第一短边;3344、第一长边;3345、内法兰安装边一;3346、内法兰安装孔一;3347、外法兰安装边一;3348、外法兰安装孔一;
a、弯管冷气的流动方向;g、高温燃气的流动方向。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明提供了一种回流燃烧室火焰筒及弯管冷却结构,采用周向气膜冷却的弯管和火焰筒33,通过在l形单元体(包括第一l形单元体3341和第二l形单元体3331,以下不再赘述)的短边开孔,并周向相互桥接成环形,实现冷却气从火焰筒切向流入,贴近火焰筒33壁面流动,不受弯管较大曲率型面气流容易分离的影响,在火焰筒33和弯管上实现较高的冷却效率,大弯管334的第一l形单元体3341由第一短边3343和第一长边3344构成,小弯管333的第二l形单元体3331由第二短边3333和第二长边3334构成。在加工时,火焰筒33和弯管可以采用钣金件毛坯,并预先打好冷却孔,再通过模具冲压成型,降低火焰筒33和弯管的加工成本。也可以采用周向分段的方法,把多个l形单元体分别单独加工成型并焊接成为一体。在装配时,大弯管334与火焰筒外环331通过外法兰安装边一3347连接,外法兰安装边一3347上开设有用于固定的外法兰安装孔一3348,大弯管334通过内法兰安装边一3345与涡轮4连接,小弯管333与火焰筒内环332通过外法兰安装边二3336连接,外法兰安装边二3336上开设有若干外安装孔3337,小弯管333通过鸟嘴3335与涡轮机匣连接,具有较好的装配性。在使用过程中,l形全环结构可以利用其弯折的结构形式,释放火焰筒33及弯管受热后的热应力,延长火焰筒的使用寿命。若出现弯管局部烧蚀或者裂纹,由于火焰筒33的特殊结构,裂纹难以扩展,而采用分段焊接的方法加工时,零件也相对而言较容易替换,具有较好的使用与维护性能。
在本示例性实施方式中,参照图2所示,采用本发明的一种发动机由风扇1、压气机2、燃烧室3、涡轮4组成,其中燃烧室3主要包括火焰筒33和旋流雾化装置30,火焰筒33的主要零组件包括有火焰筒头部330、火焰筒外环331、火焰筒内环332、小弯管333和大弯管334,火焰筒外环331上开设有若干外环掺混孔3311,火焰筒外环331一端设置有大弯管334,火焰筒外环331另一端设置有火焰筒头部330,在火焰筒头部330上开设有安装孔3301,火焰筒外环331内侧设置有火焰筒内环332,在火焰筒内环332上开设有若干大小不同的内环掺混孔3321,火焰筒内环332靠近大弯管334的一端设置有小弯管333。其中小弯管333和大弯管334统称为弯管,其主要作用是引导火焰筒33内的高温燃气向涡轮流动,与火焰筒内环332、火焰筒外环331的连接结构方式如图1所示。
在本示例性实施方式中,参照图1所示,可见大弯管334主体与发动机通过内法兰安装边一3345连接,大弯管334主体与火焰筒外环331通过外法兰安装边一3347连接,小弯管333主体与涡轮机匣通过鸟嘴3335连接,与火焰筒内环332通过小弯管333外安装边3336连接。本专利主要对火焰筒33上的小弯管333和大弯管334应用l形冷却结构进行示意,火焰筒外环331和火焰筒内环332优选采用相同的结构,火焰筒外环331和火焰筒内环332也可以是不同结构。
在本示例性实施方式中,参照图3所示,相比于传统的大弯管结构剖面是平滑的圆形,采用l形冷却结构的大弯管334在环向把大弯管334分成多个第一l形单元体3341,图中对应24个,实际应用时根据实际情况可对第一l形单元体3341数量、型面进行调整。对于每一个第一l形单元体3341,都在单元体的第一短边3343上开有多个沿火焰筒33内高温燃气的流动方向g的第一气膜冷却孔3342,从第一气膜冷却孔3342流出的冷却气贴近第一l形单元体3341的第一长边3344流动,对大弯管334内表面进行冷却,由于大弯管334有多个第一l形单元体3341,最终形成沿火焰筒33周向的贴壁冷却气膜,气膜内弯管冷气的流动方向a与主流方向(高温燃气的流动方向g)垂直,受主流的加热作用相对较弱,且若主流温度分布不均匀,冷却气膜与靠近壁面的热燃气掺混也较为困难,使得壁面始终有冷却气膜覆盖,具有较高的冷却效率。
在本示例性实施方式中,参照图6~图8所示,图6~图8是采用l形冷却结构的小弯管333详细结构示意图。小弯管333整体结构与大弯管334类似,小弯管333上的第二l形单元体3331相比大弯管334而言数量更多,同时结构尺寸更小。气流从小弯管333上沿主流方向g排布的多个第二气膜冷却孔3332流入火焰筒33,并在其原始动量的作用下贴近小弯管333壁面流动,形成覆盖小弯管333整个热侧表面的冷却气膜。由于l形冷却结构的小弯管333相比于常规小弯管在冷气侧表面333l结构向燃烧室3内环二股通道一侧延伸,在小弯管333的燃气侧表面333r形成厚度逐渐变化的凹腔。当冷气由冷气侧向燃气侧流动时,气流首先进入l形冷却结构的凹腔内,由于凹腔的特殊结构,气流不会出现分离,因此具有较好的贴壁冷却效果。另外,凹腔还有一定的集气作用,可以使小弯管333壁面附近形成一层较厚的冷却气膜,当小弯管333受到燃气的冲刷时,在燃气的不均匀加热情况下,可以较好的保护小弯管333的燃气侧表面333r。在小弯管333上的切向气膜孔冷却设计,可以避免冷却射流直接射向主流而造成冷却气损失,同时切向流动的冷却气在主流的引流作用下由外层开始也逐渐具有沿流向的动量。在火焰筒33内主流对小弯管333壁面附近的冷却气流的引流过程中,最表层的气流最先与主流接触受热,同时也最先具有沿主流方向的动量,因此最先随主流流动,而在底层靠近壁面的气流仍然保持为入口切向流动,这部分气流不直接接触主流,因此气流温度相对较低,再加上对流冷却的作用,可以使小弯管333的壁面温度较低,从而实现较高的冷却效率。
本说明书示意图中采用l形冷却结构的大弯管334和小弯管333,优选采用钣金冲压的方法加工。在加工过程中,首先在扇形钣金毛坯上冲压形成多排沿扇形径向的l形冷却气膜孔,并按照本专利的设计加工好压痕,再在特制的设计有l形型面模具上冲压形成采用l形冷却结构的大弯管334、小弯管333,最后通过焊接连接形成全环,或者使用螺栓固定连接形成全环。由钣金冲压工艺制备的火焰筒33具有较好的经济性,适合于批量化生产。根据实际的加工条件和设备水平,大弯管334和小弯管333也可采用周向分段焊接的方法加工。如图9所示,多个第二l形单元体3331分别加工,第二l形单元体3331上设计有搭接边3338,在装配过程中,一段第二l形单元体3331与另一段相配合,并焊接在一起,最终形成环形结构小弯管333,也可实现与整体钣金加工相同的结果。
大弯管334和小弯管333主要通过法兰安装边与火焰筒外环331、火焰筒内环332连接,保证有较好的密封性和零件替换性。在长时间使用时,由于火焰筒33受热,会发生热膨胀,本专利通过l形冷却结构,可以实现火焰筒33向外的应力释放,而弯管和火焰筒外环331、火焰筒内环332和火焰筒头部330一同适量向外膨胀,释放热应力,避免因局部应力集中而造成的烧蚀或者裂纹,导致火焰筒33失效的问题发生。若因特殊情况导致弯管局部损坏,也可通过与火焰筒内环332、火焰筒外环331相连接的法兰结构实现新弯管的原位换装,避免常规焊接连接的火焰筒33出现损坏要全部更换的问题。当弯管上不同的l形单元体采用分开加工、搭接连接时,还可实现局部零件的换装,大大降低加工和使用维护的成本。
本发明仅受权利要求书及其全部范围和等效物的限制,此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
以上内容仅仅是对本发明结构所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明的结构或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。