1.本实用新型涉及飞机起落架研发制造领域,具体涉及一种低成本的玻纤复材起落架支柱结构。
背景技术:
2.起落架系统是飞机的重要承力部件,对飞机安全起降具有重大影响。起落架设计要考虑结构布局、系统定义、静动特性以及重量成本等因素,小型、轻型飞机通常采用固定式起落架,其中板簧式主起落架应用尤为普遍。板簧支柱可以是金属材料或者复合材料,金属支柱重量大,复材支柱在减重上具有天然优势。
3.目前国内生产的复材支柱普遍存在以下几点缺陷:1、成型工艺复杂,原料和模具成本高;2、刚度大,可变形量小,减重吸能特性较差;3、工艺控制不稳定,材料分散系数大;4、可更改性差,难以针对具体设计要求进行快速的结构调整。此外,通用飞机对重量和成本较为敏感,同时起落架支柱对力学性能和工艺稳定要求高,因此现有的起落架支柱制造技术已不能适应满足日趋激烈的通用飞机市场要求。
技术实现要素:
4.本实用新型要解决的技术问题在于,针对现有技术的上述缺陷,提供一种低成本、高吸能效率且易更改的低成本的玻纤复材起落架支柱结构及制作方法,该起落架支柱结构及制作方法原理简单,无需投入大量模具成本,生产效率高,设计流程简单,可以加快起落架的研制进度,降低研制成本,提升市场竞争力。
5.本实用新型的目的是通过如下技术方案来完成的,一种低成本的玻纤复材起落架支柱结构,包括用于通用飞机固定式起落架的支柱结构本体,所述支柱结构本体由复材大板排版、切割下料并机加成型,所述复材大板由主承力的中间层及设置在该中间层外表面并起维型作用的表面层铺贴并高温高压而成,且所述中间层和表面层均由若干玻纤单向带的单向预浸料铺贴而成,所述中间层由70
‑
120层单向预浸料铺贴而成,所述表面层由6
‑
20层单向预浸料铺贴而成。
6.进一步地,所述表面层包括依次设置的内表面层和外表面层,且所述内表面层的铺层数量大于外表面层的铺层数量;所述中间层的纤维铺设方向为0
°
,内表面层的纤维铺设方向为90
°
,外表面层的纤维铺设方向为0
°
。
7.进一步地,所述复材大板由热压罐成型或者模压成型。
8.一种玻纤复材起落架支柱结构的制作方法,包括如下步骤:
9.1) 根据飞机整体布局和起落架载荷,设计起落架的支柱外形并根据该外形尺寸确定中间层及表面层的铺层数量;
10.2) 根据单向带预浸料的幅宽以及支柱外形并按照尽量充分利用材料的原则确定复材大板的长度和宽度以及板料的排版;
11.3) 对单向带预浸料进行下料,铺贴复材大板,且每铺贴20层进行一次压实;
12.4) 通过模压或者热压罐高温高压将压实后的复材大板固化成型;
13.5) 从已固化的复材大板中切取板料,加工边缘应垂直于零件表面,铺层方向应与工程图纸保持一致;
14.6)将板料机加成起落架支柱成品。
15.进一步地,所述复材大板在铺贴过程中每铺贴20层进行一次压实工序以去除铺层间的残留空气,压实工序采用真空压力进行压实,真空压实方法为重复数次“加压
‑
保压
‑
卸压”的循环过程。
16.本实用新型的有益技术效果在于:无需制造零件模具,只需简单的平板工装就可以完成大板的制造,大大节省了制造成本;固化成型方法成熟稳定,大大提高成品率,保证起落架支柱力学性能的稳定性;采用水切割或常规机加的方法,在大板上快速加工出零件,大大提高了零件制造效率;当出现结构的设计更改时,只需重新铺贴大板,或直接在原有大板上机加出新的零件即可,无需更改模具,大大简化设计更改的流程。
附图说明
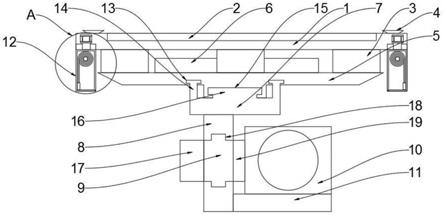
17.图1为本实用新型所述支柱结构本体的剖视结构示意图;
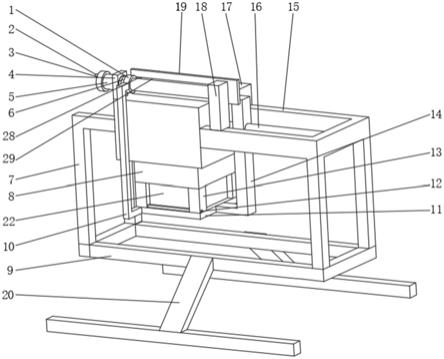
18.图2为本实用新型所述复材大板在真空压实时的示意图;
19.图3为本实用新型所述复材大板在排版时的示意图;
20.图4为本实用新型所述板料机加成支柱结构本体时的示意图。
具体实施方式
21.为使本领域的普通技术人员更加清楚地理解本实用新型的目的、技术方案和优点,以下结合附图和实施例对本实用新型做进一步的阐述。
22.在本实用新型的描述中,需要理解的是,“上”、“下”、“左”、“右”、“内”、“外”、“横向”、“竖向”等术语所指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型,而不是指示或暗示所指的装置或原件必须具有特定的方位,因此不能理解为对本实用新型的限制。
23.复材大板固化成型技术,是采用玻纤复材单向带预浸料进行铺贴,经高温高压固化成型为复材大板,具体可以采用模压成型或热压罐成型,所需工装简易,工艺稳定,成品率高。起落架支柱设计制造技术,是将复材大板排版、下料和机加成复材支柱,省去模具的设计环节和制造成本,支柱制造效率得到很大提高,且易于设计更改,简化了结构的设计更改流程。
24.如图1
‑
4所示,本实用新型所述的一种低成本的玻纤复材起落架支柱结构,包括用于通用飞机固定式起落架的支柱结构本体1,所述支柱结构本体1由复材大板2排版、切割下料并机加成型,所述复材大板2由主承力的中间层3及设置在该中间层3外表面并起维型作用的表面层4铺贴并高温高压而成,且所述中间层3和表面层4均由若干玻纤单向带的单向预浸料铺贴而成,玻纤单向带的单向带预浸料韧性好、耐冲击、适合手工铺贴和高温固化,选用时应通过材料试验和全尺寸落震试验来表明该材料的力学性能满足设计要求。所述中间层3由70
‑
120层单向预浸料铺贴而成,所述表面层4由6
‑
20层单向预浸料铺贴而成,可根据需要适当的调整中间层铺层数量以满足厚度要求。
25.参照图1所示,所述表面层4包括依次设置的内表面层41和外表面层42,且所述内表面层41的铺层数量大于外表面层42的铺层数量;所述中间层3的纤维铺设方向为0
°
,内表面层41的纤维铺设方向为90
°
,外表面层42的纤维铺设方向为0
°
。所述复材大板2由热压罐成型或者模压成型。
26.一种玻纤复材起落架支柱结构的制作方法,包括如下步骤:
27.1) 根据飞机整体布局和起落架载荷,设计起落架的支柱外形并根据该外形尺寸确定中间层及表面层的铺层数量;
28.2) 根据单向带预浸料的幅宽以及支柱外形并按照尽量充分利用材料的原则确定复材大板的长度和宽度以及板料的排版;
29.3) 按照复材大板的长宽和每个铺层的纤维方向对单向带预浸料进行下料,单向带纤维取向误差应该
±3°
以内;在可控环境下,按照公差图纸要求进行料片铺贴,手工压实预浸料料片,排除气泡;铺贴复材大板,且每铺贴20层进行一次压实;
30.4) 完成铺贴后,对复材大板进行制袋抽真空,施加一个大气压的真空压力,检测真空泄漏率,确保泄漏率不超过每5分钟3"hg;在进入热压罐之前,必须维持真空压力30分钟;复材大板进入热压罐,按照规定的固化曲线进行高温高压固化成型,最低热压罐压力为22"hg,并且每30分钟读取一次读数;达到热压罐压力后,可释放真空压力;通过模压或者热压罐高温高压将压实后的复材大板固化成型;
31.5) 从已固化的复材大板中切取板料,加工边缘应垂直于零件表面,铺层方向应与工程图纸保持一致;已固化的复材大板应通过无损检测严格控制成型大板和支柱成品的孔隙率和缺陷;
32.6)将板料机加成起落架支柱成品;
33.所述复材大板在铺贴过程中每铺贴20层进行一次压实工序以去除铺层间的残留空气,压实工序采用真空压力进行压实,抽真空施加一个大气压的真空压力并保持2.5分钟,然后释放压力,使真空度降到大约5"hg以下,重复操纵3次,完成压实工序,真空压实方法为重复数次“加压
‑
保压
‑
卸压”的循环过程。
34.参照图2所示,铺贴好的复材大板,经真空压实或重力压实之后,进行制袋,在复材大板上施加并维持真空压力,之后再进入热压罐,按照规定的固化曲线进行固化成型。固化后的复材大板按照图3所示进行排版并切割下料,最后,板料通过复材专用机床机加成支柱成品。
35.本实用新型所述的制作方法无需制造零件模具,只需简单的平板工装就可以完成大板的制造,大大节省了制造成本;固化成型方法成熟稳定,大大提高成品率,保证起落架支柱力学性能的稳定性;采用水切割或常规机加的方法,在大板上快速加工出零件,大大提高了零件制造效率;当出现结构的设计更改时,只需重新铺贴大板,或直接在原有大板上机加出新的零件即可,无需更改模具,大大简化设计更改的流程。
36.本文中所描述的具体实施例仅例示性说明本实用新型的原理及其功效,而非用于限制本实用新型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,但凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。