本发明属于直升机桨叶试验技术领域,具体涉及一种用于固定及旋转直升机桨叶的试验装置及试验方法。
背景技术:
复合材料桨叶成型方法和工艺参数对桨叶结构特性影响较大,需进行桨叶的刚度测量试验,验证桨叶制造与设计的符合性。由于桨叶形状的特殊性和各剖面的性能差异,需要测试多个剖面的挥舞和摆振刚度,且每个剖面与0剖面的相对扭转角不同,因此需要设计可带动桨叶旋转且可固定在某一角度状态下的桨叶安装固定装置,以保证被测剖面的弦线处于水平位置。
以测某剖面的挥舞刚度为例,试验件装配如图1所示,剖面结构图如图2所示。如图2所示,弦线与水平方向成一夹角,而载荷f的方向始终是垂直向下的,因此弦线与载荷方向不垂直,从而导致应变片在受载的情况下,除了发生竖直向下的变形还有水平方向的变形,这将导致很大的试验误差,这在试验中是不允许的。所以必须设置专门的机构能够旋转桨叶,以使桨叶被测剖面的弦线处于水平位置,如图3所示。
对于这类试验,目前采用试验方法如下:
如图1所示,设计一种内带齿轮的试验夹具,用手动载荷使夹具带动直升机桨叶一起旋转,到达一定的角度后,再使用手动载荷将其锁死。
通过分析发现,此方法有以下缺陷:
1)此试验方法导致的试验误差大。如上所述,此试验方法使用的手动载荷旋转和锁死,由于手动载荷大小不太好控制,从而导致试验夹具有可能发生松动,以致直升机桨叶剖面的角度不能准确实现,从而导致试验误差增大;
2)此试验方法使用具有局限性。对于中小型桨叶,由于自身重量不大,而且施加的挥舞和摆振载荷不大,此方法可以适应。但是对于大尺寸大载荷的桨叶,比如重型机主桨叶(自身重量500kg左右,施加的最大的载荷约1t),由于手动载荷无法加到这么大,从而此试验方法就不能使用。
技术实现要素:
本发明的目的是:针对现有技术中存在的问题,提出一种用于固定及旋转直升机桨叶的试验装置及试验方法,通过改进试验方法,引入精度较高的控制系统和液压子站,一方面能保证角度的精度,从而能提高试验的精度,另一方面此机构可使重型桨叶在任意位置精确定位,并锁紧,并能避免在试验加载过程中试验件出现松动。
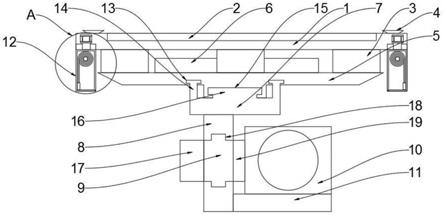
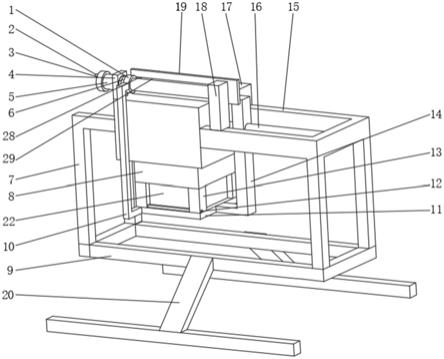
本发明的技术方案是:为了实现上述目的,根据本发明的第一方面提供一种用于固定及旋转直升机桨叶的试验装置,包括分度盘1、自动控制模块2、液压子站模块3、试验夹具4;
所述试验夹具4固定于垂直端面上,用于待测直升机桨叶桨根的固定;所述分度盘1安装于所述试验夹具4上,并且与所述试验夹具4同轴,所述自动控制模块2位于所述分度盘1侧面,与所述分度盘1通过电缆连接,通过所述自动控制模块2控制所述分度盘1的转动角度、并且进行信号接收发送,同时,所述分度盘1侧面还开设有液压油口,用于与所述液压子站模块3通过液压油管连接;所述液压子站模块3用于驱动所述自动控制模块2运动,从而带动所述分度盘1转动,其与所述自动控制模块2通过电缆连接。
在一个可能的实施例中,所述分度盘1包括设置于其内部的零位传感器101、用于信号清零;零位发信块102、用于接收信号;发信块103、用于发出控制信号;刹紧片104、用于防止在刹车后的所述齿轮105转动;所述分度盘1内部边缘位置具有齿轮105,用于与所述自动控制模块2中的伺服电机201配合连接;
所述自动控制模块2包括伺服电机201、安装于所述伺服电机201外部的整流罩202、所述整流罩202固定安装于所述分度盘1侧面,还包括安装于所述整流罩202内部的松开传感器203、当其接收到松开信号时,使所述刹紧片104松开;刹紧传感器204、当其接收到刹紧信号时,使所述刹紧片104刹紧;还包括控制柜205、用于发出各种控制命令,所述控制柜205与所述伺服电机201、所述松开传感器203、所述刹紧传感器204相互通过电缆电连接,以实现信号传送;
所述液压子站模块3包括与所述分度盘1侧面的液压油口106对应连接的液压接口301。
在一个可能的实施例中,所述控制柜205发出的命令包括分读盘松开命令、分读盘角度清零命令、角度命令、分读盘刹紧命令。
根据本发明的第二方面,提供一种用于固定及旋转直升机桨叶的试验方法,采用上述试验装置,其特征在于,具体包括如下步骤:
s1:将所述分度盘1固定安装在承力墙上;
s2:将与待测桨叶根部连接的试验夹具4安装在所述分读盘1上;
s3:将待测桨叶固定装夹在试验夹具4上;
s4:使用液压油管将所述液压子站模块3与所述分读盘1连接,将所述控制柜205与所述伺服电机201通过电缆连接,将所述液压子站模块3与所述控制柜205通过电缆连接;
s5:在所述控制柜205上输入分读盘松开命令,所述液压子站模块3液压管路开始回油,使所述分读盘1达到松开状态,待所述分读盘1达到完全松开时,所述状态松开传感器203发射指令给将所述控制柜205,将所述控制柜205收到指令后发射相应的指令给所述伺服电机201,此时驱动所述伺服电机201带动所述分读盘(1)转动;
s6:在所述控制柜205上输入分读盘角度清零命令,所述零位传感器101接收到命令后,所述零位发信块102开始工作,将此时所述分读盘1的位置默认为0度;
s7:在所述控制柜205上输入角度命令,所述控制柜205驱动所述伺服电机201带动所述分读盘1转动到达指定的角度后停止;
s8:在所述控制柜205上输入分读盘刹紧命令,所述液压子站模块3管路开始供油,使所述分读盘1处于刹紧状态,待使所述分读盘1处于刹紧状态完全刹紧,所述刹紧传感器204发射指令给所述控制柜205;
s9:进行后续正式加载试验。
在一个可能的实施例中,向所述控制柜205输入命令可采用手动或自动输入形式;所述自动输入是指通过编程实现。
在一个可能的实施例中,所述控制柜205输入速度控制命令,根据直升机桨叶质量来控制其转动速度。
在一个可能的实施例中,所述控制柜205要根据分度盘的大小,选择适当功率的伺服电机。
在一个可能的实施例中,所述液压子站模块3要根据试验中载荷的大小,选择液压子站的流量容量。
本发明的优点是:本试验装置在做桨叶刚度试验时技术效果主要表现在以下几方面:
1、精度高。由于引入了控制系统,所以能保证角度的精度,从而能提高试验的精度;
2、此机构可使桨叶在任意位置精确定位,并锁紧,并能避免在试验加载过程中试验件出现松动;
3、此试验装置使用范围广,除了能用在直升机中小型桨叶上,还能用在大型桨叶上;
4、此试验装置简单实用,能有效提高工作效率。
附图说明
图1是现有技术直升机桨叶挥舞刚度试验装置装配示意图
图2是现有技术直升机桨叶挥舞刚度试验被测剖面测试状态示意图
图3是现有技术直升机桨叶挥舞刚度试验被测剖面测试完成后示意图
图4是本发明试验装置结构示意图
图5是本发明分度盘1示意图
图6是本发明自动控制模块2示意图
图7是本发明试验方法流程图
其中:
1-分度盘,2-自动控制模块,3-液压子站模块,4-试验夹具,5-待测直升机桨叶,6-待测剖面,7-加载翼型夹具,8-承力墙
101-零位传感器102-零位发信块103-刹紧片104-齿轮105-液压管路接口106-伺服电机与控制柜线缆接口
201-伺服电机202-伺服电机整流罩203-松开传感器204-刹紧传感器205-控制柜
301-液压管路接口
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图4所示,一种用于固定及旋转直升机桨叶的试验装置,包括分度盘1、自动控制模块2、液压子站模块3、试验夹具4;
所述试验夹具4固定于垂直端面上,用于待测直升机桨叶桨根的固定;所述分度盘1安装于所述试验夹具4上,并且与所述试验夹具4同轴,所述自动控制模块2位于所述分度盘1侧面,与所述分度盘1通过电缆连接,通过所述自动控制模块2控制所述分度盘1的转动角度、并且进行信号接收发送,同时,所述分度盘1侧面还开设有液压油口,用于与所述液压子站模块3通过液压油管连接;所述液压子站模块3用于驱动所述伺服电机201运动,从而带动所述分度盘1转动,其与所述自动控制模块2通过电缆连接。
如图5所示,所述分度盘1包括设置于其内部的零位传感器101、用于信号清零;零位发信块102、用于接收信号;发信块103、用于发出控制信号;刹紧片104、用于防止在刹车后的所述齿轮105转动;所述分度盘1内部边缘位置具有齿轮105,用于与所述自动控制模块2中的伺服电机201配合连接。
所述自动控制模块2包括伺服电机201、安装于所述伺服电机201外部的整流罩202、所述整流罩202固定安装于所述分度盘1侧面,还包括安装于所述整流罩202内部的松开传感器203、当其接收到松开信号时,使所述刹紧片104松开;刹紧传感器204、当其接收到刹紧信号时,使所述刹紧片104刹紧;还包括控制柜205、用于发出各种控制命令,所述控制柜205与所述伺服电机201、所述松开传感器203、所述刹紧传感器204相互通过电缆电连接,以实现信号传送。
如图6所示,所述液压子站模块3用于驱动所述伺服电机201运动,从而带动所述分度盘1转动,所述液压子站模块3包括与所述分度盘1侧面的液压油口106对应连接的液压接口301。
所述控制柜205发出的命令包括分读盘松开命令、分读盘角度清零命令、角度命令、分读盘刹紧命令。
如图7所示,一种用于固定及旋转直升机桨叶的试验方法,采用上述试验装置,其特征在于,具体包括如下步骤:
s1:将所述分度盘1固定安装在承力墙上;
s2:将与待测桨叶根部连接的试验夹具4安装在所述分读盘1上;
s3:将待测桨叶固定装夹在试验夹具4上;
s4:使用液压油管将所述液压子站模块3与所述分读盘1连接,将所述控制柜205与所述伺服电机201通过电缆连接,将所述液压子站模块3与所述控制柜205通过电缆连接;
s5:在所述控制柜205上输入分读盘松开命令,所述液压子站模块3液压管路开始回油,使所述分读盘1达到达到松开状态,待所述分读盘1达到达到完全松开时,所述状态松开传感器203发射指令给将所述控制柜205,将所述控制柜205收到指令后发射相应的指令给所述伺服电机201,此时驱动所述伺服电机201带动所述分读盘(1)转动;
s6:在所述控制柜205上输入分读盘角度清零命令,所述零位传感器101接收到命令后,所述零位发信块102开始工作,将此时所述分读盘1的位置默认为0度;
s7:在所述控制柜205上输入角度命令,所述控制柜205驱动所述伺服电机201带动所述分读盘1转动到达指定的角度后停止;
s8:在所述控制柜205上输入分读盘刹紧命令,所述液压子站模块3管路开始供油,使所述分读盘1处于刹紧状态,待使所述分读盘1处于刹紧状态完全刹紧,所述刹紧传感器204发射指令给所述控制柜205;
s9:进行后续正式加载试验;
向所述控制柜205输入角度命令可采用手动或自动输入形式;所述自动输入是指通过编程实现;
所述控制柜205输入速度控制命令,根据直升机桨叶质量来控制其转动速度;
所述控制柜205要根据分度盘的大小,选择适当功率的伺服电机;
所述液压子站模块3要根据试验中载荷的大小,选择流量容量的液压子站。
以上所述,仅为本发明的具体实施例,对本发明进行详细描述,未详尽部分为常规技术。但本发明的保护范围不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。本发明的保护范围应以所述权利要求的保护范围为准。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。