本发明涉及航空科技技术领域,具体为一种带有拆卸结构的直升机尾旋翼及其生产工艺。
背景技术:
尾旋翼是指单旋翼直升机为平衡旋翼扭矩产生的反作用力矩而在机身尾部所装置的小型旋翼。其构造与旋翼基本相同,其旋转平面平行于直升机的对称面,不装自动倾斜器,只产生水平推力,用以平衡旋翼产生的使机身旋转的扭矩,从而保证航向的稳定。有些尾桨桨叶安装角可调,使水平推力可以变大或变小,可用操纵尾桨的办法改变航向,尾桨叶片从2片到6片。
现有的直升机尾旋翼制备材料稳定性较低,强度较差,力学性能不佳,同时现有的桨叶无法拆卸,导致维修和更换不便。
为了解决上述缺陷,现提供一种技术方案。
技术实现要素:
本发明的目的在于提供一种带有拆卸结构的直升机尾旋翼及其生产工艺。
本发明所要解决的技术问题如下:
现有的直升机尾旋翼制备材料稳定性较低,强度较差,力学性能不佳,同时现有的桨叶无法拆卸,导致维修和更换不便。
本发明的目的可以通过以下技术方案实现:
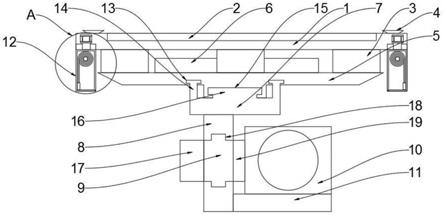
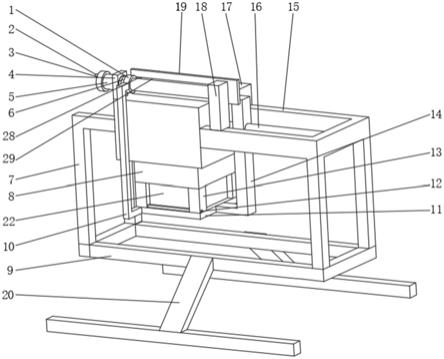
一种带有拆卸结构的直升机尾旋翼,包括机身,所述机身的尾部固定有尾旋翼本体,尾旋翼本体的顶部固定有可拆卸组件,可拆卸组件包括转动轴,转动轴的底端与外界电机的输出端相固定,转动轴的外表面固定有转动内圈,转动内圈的外表面固定有转动内圈,转动轴的外表面顶端固定有桨毂,桨毂的外表面设有若干呈环形均匀分布的连接板,连接板远离桨毂的一端设有连接块,连接块与连接板之间通过螺栓固定连接,连接块远离连接板的一端固定有桨叶,转动外圈的外表面固定有若干环形均匀分布的固定板,固定板的个数与桨叶的个数一一对应,固定板与桨叶之间连接有连接杆。
进一步的,所述连接杆的顶端固定有第一螺纹杆,连接杆的底端固定有第二螺纹杆,桨叶的底部开设有与第一螺纹杆相适配的第一螺纹孔,桨叶与连接杆通过第一螺纹杆和第一螺纹孔相固定,固定板远离转动外圈的一端顶部开设有与第二螺纹杆相适配的第二螺纹孔,固定板与连接杆通过第二螺纹杆和第二螺纹孔相固定。
进一步的,所述桨毂的外表面开设有若干环形均匀分布的固定槽,固定槽与连接板相适配,固定槽的内部顶端和底端开设有对称分布的卡槽,连接板靠近桨毂的一端顶部和底部固定有对称分布的卡块,卡块与卡槽相适配,桨毂与连接板之间通过卡块和卡槽相固定。
一种带有拆卸结构的直升机尾旋翼的生产工艺,包括如下步骤:
s1、将钛合金粉末与碳纤维按球料比为1:1混合球磨后制得复合粉体;
s2、将所述复合粉体进行热等静压烧结后得到钛合金烧结体;
s3、将所述钛合金烧结体置于热处理炉内进行热处理,得到钛合金复合材料;
s4、将钛合金复合材料放入模具中进行浇铸得到尾旋翼本体;
s5、将尾旋翼本体与可拆卸组件通过焊接固定,即得到带有拆卸结构的直升机尾旋翼。
进一步的,所述钛合金粉末包括如下重量份的原料:al55-65份、v35-45份、fe2-3份、c0.5-1份、ti700-800份。
进一步的,所述球磨的转速为180r/min,时间为1-2h。
进一步的,所述热等静压烧结的温度为600-800℃,时间为1-2h。
进一步的,所述热处理过程包括如下步骤:
对热处理炉以8℃/min的升温速率进行升温,且升温至900-1000℃后保温4h,再以8℃/min降温至500℃后随炉冷却至室温。
本发明的有益效果:
本发明通过热等静压烧结和热处理,促进碳纤维与钛合金的结合,消除了应力集中,有利于充分发挥碳纤维的载荷传递作用,使碳纤维增强钛合金复合材料的力学性能得到提升。
本发明通过设置卡块与卡槽,使桨毂与连接板之间实现可拆卸,配合第一螺纹杆、第二螺纹杆、第一螺纹孔和第二螺纹孔的设置,使连接杆能够轻易的拆卸下来,使桨叶能够拿取下来,方便更换和维修。
附图说明
下面结合附图和具体实施例对本发明作进一步详细描述。
图1是本发明的整体结构示意图;
图2是本发明可拆卸组件的结构示意图;
图3是本发明连接杆的结构示意图;
图4是本发明桨毂的结构示意图;
图5是本发明连接板的结构示意图。
图中,1、机身;2、尾旋翼本体;3、可拆卸组件;4、转动轴;5、转动内圈;6、转动外圈;7、桨毂;8、连接板;9、连接块;10、桨叶;11、固定板;12、连接杆;13、第一螺纹杆;14、第二螺纹杆;15、固定槽;16、卡槽;17、卡块。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
请参阅图1-5,本发明提供一种技术方案:
一种带有拆卸结构的直升机尾旋翼,包括机身1,机身1的尾部固定有尾旋翼本体2,尾旋翼本体2的顶部固定有可拆卸组件3,可拆卸组件3包括转动轴4,转动轴4的底端与外界电机的输出端相固定,转动轴4的外表面固定有转动内圈5,转动内圈5的外表面固定有转动外圈6,转动轴4的外表面顶端固定有桨毂7,桨毂7的外表面设有若干呈环形均匀分布的连接板8,连接板8远离桨毂7的一端设有连接块9,连接块9与连接板8之间通过螺栓固定连接,连接块9远离连接板8的一端固定有桨叶10,转动外圈6的外表面固定有若干环形均匀分布的固定板11,固定板11的个数与桨叶10的个数一一对应,固定板11与桨叶10之间连接有连接杆12,连接杆12使桨叶10连接的更加稳固,提高稳定性;
连接杆12的顶端固定有第一螺纹杆13,连接杆12的底端固定有第二螺纹杆14,桨叶10的底部开设有与第一螺纹杆13相适配的第一螺纹孔,桨叶10与连接杆12通过第一螺纹杆13和第一螺纹孔相固定,固定板11远离转动外圈6的一端顶部开设有与第二螺纹杆14相适配的第二螺纹孔,固定板11与连接杆12通过第二螺纹杆14和第二螺纹孔相固定;通过第一螺纹杆13、第二螺纹杆14、第一螺纹孔和第二螺纹孔的设置,使连接杆12能够轻易的拆卸下来,方便更换和维修。
桨毂7的外表面开设有若干环形均匀分布的固定槽15,固定槽15与连接板8相适配,固定槽15的内部顶端和底端开设有对称分布的卡槽16,连接板8靠近桨毂7的一端顶部和底部固定有对称分布的卡块17,卡块17与卡槽16相适配,桨毂7与连接板8之间通过卡块17和卡槽16相固定。通过设置卡块17与卡槽16,使桨毂7与连接板8之间实现可拆卸,配合连接杆12的拆卸,使桨叶10能够拿取下来,方便维修和更换。
实施例1
一种带有拆卸结构的直升机尾旋翼的生产工艺,包括如下步骤:
s1、将钛合金粉末与碳纤维按球料比为1:1混合球磨后制得复合粉体;
s2、将所述复合粉体进行热等静压烧结后得到钛合金烧结体;
s3、将所述钛合金烧结体置于热处理炉内进行热处理,得到钛合金复合材料;
s4、将钛合金复合材料放入模具中进行浇铸得到尾旋翼本体;
s5、将尾旋翼本体与可拆卸组件通过焊接固定,即得到带有拆卸结构的直升机尾旋翼。
所述钛合金粉末包括如下重量份的原料:al55份、v35份、fe2份、c0.5份、ti700份。
所述球磨的转速为180r/min,时间为1h。
所述热等静压烧结的温度为600℃,时间为1h。
所述热处理过程包括如下步骤:
对热处理炉以8℃/min的升温速率进行升温,且升温至900℃后保温4h,再以8℃/min降温至500℃后随炉冷却至室温。
实施例2
一种带有拆卸结构的直升机尾旋翼的生产工艺,包括如下步骤:
s1、将钛合金粉末与碳纤维按球料比为1:1混合球磨后制得复合粉体;
s2、将所述复合粉体进行热等静压烧结后得到钛合金烧结体;
s3、将所述钛合金烧结体置于热处理炉内进行热处理,得到钛合金复合材料;
s4、将钛合金复合材料放入模具中进行浇铸得到尾旋翼本体;
s5、将尾旋翼本体与可拆卸组件通过焊接固定,即得到带有拆卸结构的直升机尾旋翼。
所述钛合金粉末包括如下重量份的原料:al60份、v40份、fe2.5份、c0.7份、ti750份。
所述球磨的转速为180r/min,时间为1.5h。
所述热等静压烧结的温度为700℃,时间为1.5h。
所述热处理过程包括如下步骤:
对热处理炉以8℃/min的升温速率进行升温,且升温至950℃后保温4h,再以8℃/min降温至500℃后随炉冷却至室温。
实施例3
一种带有拆卸结构的直升机尾旋翼的生产工艺,包括如下步骤:
s1、将钛合金粉末与碳纤维按球料比为1:1混合球磨后制得复合粉体;
s2、将所述复合粉体进行热等静压烧结后得到钛合金烧结体;
s3、将所述钛合金烧结体置于热处理炉内进行热处理,得到钛合金复合材料;
s4、将钛合金复合材料放入模具中进行浇铸得到尾旋翼本体;
s5、将尾旋翼本体与可拆卸组件通过焊接固定,即得到带有拆卸结构的直升机尾旋翼。
所述钛合金粉末包括如下重量份的原料:al65份、v45份、fe3份、c1份、ti800份。
所述球磨的转速为180r/min,时间为2h。
所述热等静压烧结的温度为800℃,时间为2h。
所述热处理过程包括如下步骤:
对热处理炉以8℃/min的升温速率进行升温,且升温至1000℃后保温4h,再以8℃/min降温至500℃后随炉冷却至室温。
工作原理:
本发明在使用时,驱动外界电机带动转动轴4转动,从而带动桨毂7上的连接板8带动桨叶10转动,完成尾旋翼调节工作;
当需要更换或维修桨叶10时,转动连接杆12,使连接杆12的两端分别从桨叶10和固定板11上分离,同时,将连接板8与固定槽15拉出,使卡块17与卡槽16相分离,完成桨叶10的拆卸。
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
以上内容仅仅是对本发明结构所作的举例和说明,所述本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明的结构或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。