1.本发明涉及粉末涂料技术领域,尤其涉及一种超低温固化粉末涂料及其制备方法。
背景技术:
2.低温粉末涂料是指固化温度较低的热固性粉末涂料,其固化条件一般为120℃~2小时或130℃~1小时。低温粉末涂料制备的涂层具有较高的机械强度,有优良的防潮、耐化学腐蚀介质性能。低温粉末涂料分为密封型和装饰型两类,密封型主要用于线圈、小型变压器的涂封;装饰型可用于微电机外壳、电器外壳、家用电器和金属家具的喷涂。新思界产业研究中心出具的《2020年全球及中国低温粉末涂料产业深度研究报告》显示,全球低温粉末涂料市场规模将从2020年的341万美元增长到2025年的402万美元,复合年增长率为3.3%。低温粉末涂料市场规模增长的因素主要是对低温粉末涂料需求量非常大的家具行业在不断增长。按基材划分,用于非金属基材的产品将占据低温粉末涂料市场最大份额。非金属基材主导了全球低温粉末涂料市场,低温粉末涂料可用于涂覆许多非金属材,如木材和mdf、塑料、玻璃和复合材料。
3.与液体涂料相比,粉末涂料具有更好的附着力,更出色的耐用性极低的voc排放量,是公认的绿色涂料。低温粉末涂料技术通过使用低成本表面处理技术,可以涂覆非导电和非金属基材。但由于其反应机理的特性所至,目前还存在许多难点无法攻破。例如:平面产品无法实现低光泽度效果或是无光泽度效果、平面产品的流平效果极差(pci等级在1左右)等,尤其是遇到与漆改粉问题相关的低温固化产品,要求涂膜无光泽、高流平时,现阶段国际技术无应对方案。对于日益严格的环境法规,使用低voc或无voc排放涂料,可能会影响世界对低温粉末涂料的需求。欧洲地区的主要参与者均在不断的进行技术突破升级,且低温粉末涂料市场将以更快的增速增长。
4.现有的低温固化粉末涂料存在固化时间较长、平面涂膜效果无法实现低光泽度或是无光泽度、表面流平效果极差的问题,需要对其进行突破。
技术实现要素:
5.本发明的目的在于克服传统技术中存在的上述问题,提供一种超低温固化粉末涂料及其制备方法。
6.为实现上述技术目的,达到上述技术效果,本发明是通过以下技术方案实现:
7.一种超低温固化粉末涂料,该超低温固化粉末涂料的配方按质量份计包括:
8.二酚基丙烷型二缩水甘油醚 500
‑
700份;
9.丙烯酸树脂 60
‑
80份;
10.乙撑双硬脂酰胺 8
‑
12份;
11.酚羟基树脂与咪唑的加成物 10
‑
40份;
12.丙烯酸酯共聚物 4
‑
12份;
13.二苯乙醇酮 0
‑
4份;
14.颜填料 139
‑
421份;
15.聚酰胺 2
‑
4份;
16.端羧基聚酯树脂 5
‑
9份。
17.进一步地,上述超低温固化粉末涂料中,所述端羧基聚酯树脂为高分子量的端羧基聚酯树脂。
18.一种制备超低温固化粉末涂料的方法,该方法包括如下步骤:
19.s1混合:将全部物料按配比精准称量后,投入混料罐中进行混合;
20.s2挤出:将得到混合料加入挤出机进行片材挤出;
21.s3粉碎:将得到的片材加入粉碎机中进行粉碎,得到粉末产品。
22.进一步地,如上所述的制备方法,步骤s1混合中,所述混料罐设有具备搅拌和破碎功能的混料缸。
23.进一步地,如上所述的制备方法,步骤s1混合中,所述混料缸的外侧包覆设有强制冷却系统,所述混料缸在搅拌过程中保持缸体温度≤26℃。
24.进一步地,如上所述的制备方法,步骤s2挤出中,所述挤出机设有加热一区和加热二区,且加热一区的温度为85
‑
90℃,加热二区的温度为80
‑
85℃。
25.进一步地,如上所述的制备方法,步骤s2挤出中,所述挤出机的挤出螺杆在保证混练效果的同时,通过控制出料速度、压辊间距、强制冷系统,使得挤出的片料厚度≤1.5mm,滚筒下料温度≤24℃,破碎后片料温度≤22℃。
26.进一步地,如上所述的制备方法,步骤s3粉碎中,所述粉碎机的工作参数为进料温度为≤22℃,环境温度≤24℃,湿度为45
‑
55%rh,且通过强制制冷将出料温度冷却至20℃或以下。
27.进一步地,如上所述的制备方法,粉末产品的粒径控制在34
‑
38um范围内。
28.进一步地,如上所述的制备方法,粉末产品包装后立刻进入冷库,冷库中的环境温度≤20℃,湿度为45
‑
55%rh。
29.发明机理介绍
30.本发明通过二酚基丙烷型二缩水甘油醚与酚羟基树脂与咪唑的加成物、丙烯酸树脂反应,使涂膜表面形成不同梯度的反应速度差,并通过差值的大小的控制产品光泽度,达到低温低光泽度(光泽可调节)效果(特点:酚羟基树脂与咪唑的加成物、丙烯酸树脂在该配方中都具有双重身份,随着固化条件的改变及光泽范围在1~30℃之间的变化,酚羟基树脂与咪唑的加成物与丙烯酸树脂在固化剂、互为消光剂、催化剂三个身份之间往复变换,个别情况下会兼顾以上三个身份)。再通过端羧基聚酯树脂、聚酰胺、乙撑双硬脂酰胺在80~120℃之间相互配合,通过温度梯度间断式降低涂膜表面张力以达到最佳流平效果(特点:通过对二酚基丙烷型二缩水甘油醚的物性控制,配合端羧基聚酯树脂、聚酰胺、乙撑双硬脂酰胺在84~86℃温区形成聚集,极大的延长流动时间并降低综合粘度,达到高流平效果)。
31.低温固化之所以无法消光、流平性差是因为物料的反应速度决定产品光泽,产品的流平性。反应速度越快,从涂膜越不易消光或无法消光,流平性越差。高温产品提升流平性有很多方法,但低温固化无解,基本是因为无法增加流平时间、无法提前聚集时间所致,这也是本专利的新颖之处(阶段性改性、互为转换身份或具备多重身份功能机理的引入)。
32.本发明降低voc原理主要从以下方面改进得以实现:
33.1)本发明采用的固化方式为直接反应型,是成膜物质最低程度产生小分子挥发物的反应类型,不会生成间接产物;
34.2)本发明用聚酰胺、乙撑双硬脂酰胺配合或替代二苯乙醇酮作用于配方中,大幅度降低二苯乙醇酮的使用量或是不使用(避免小分子挥发及黄变因素);
35.3)本发明通过增加产品的体系硬度去除不稳定的聚乙烯蜡小分子挥发因素;
36.4)本发明通过物理竞争户未转化反应机理的形式进行体系消光,避免了消光剂产生挥发物的可能;
37.5)本发明低温固化产品会导致部分小分子挥发物无法从体系中溢出并存在于体系中,降低小分子挥发区间。
38.本发明的有益效果是:
39.本发明提供的超低温固化粉末涂料配方设计科学合理,其具有固化时间较短、涂膜表面光泽度最低可低至1
°
、高流平性的优点(pci最高可达8
‑
9级),该产品物理机械性能超过常规高温固化无光产品性能(常规高温固化无光产品物理机械性能极差,涂膜附着力、涂膜耐冲击性,本次发明涂膜附着力0级,耐冲击性50kg
·
cm),产品整体性能满足hg/t 2006
‑
2006;同时拥有比常规产品更低的voc挥发份,比常规产品或其它低温固化产品更好的耐黄变性,尤其是在低温固化情况下,达到无光效果、超高流平方面更是突破了同类产品的技术瓶颈(世界范围内,低温产品流平性极差),弥补了对表面装饰有高端要求的低温漆改粉类产品的空白。
40.当然,实施本发明的任一产品并不一定需要同时达到以上的所有优点。
附图说明
41.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
42.图1为本发明利用粉末产品制备涂层的示意图一;
43.图2为本发明利用粉末产品制备涂层的示意图二;
44.图3为本发明利用粉末产品制备涂层的示意图三;
45.图4为本发明利用粉末产品制备涂层的示意图四;。
具体实施方式
46.下面将结合附图对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
47.一种超低温固化粉末涂料的制备方法,包括如下步骤:
48.s1混合:将全部物料按配比精准称量后,投入混料罐中进行混合;混料罐设有具备搅拌和破碎功能的混料缸。混料缸的外侧包覆设有强制冷却系统,混料缸在搅拌过程中保
持缸体温度≤26℃。
49.s2挤出:将得到混合料加入挤出机进行片材挤出;挤出机设有加热一区和加热二区,且加热一区的温度为85
‑
90℃,加热二区的温度为80
‑
85℃。挤出机的挤出螺杆在保证混练效果的同时,通过控制出料速度、压辊间距、强制冷系统,使得挤出的片料厚度≤1.5mm,滚筒下料温度≤24℃,破碎后片料温度≤22℃。
50.s3粉碎:将得到的片材加入粉碎机中进行粉碎,得到粉末产品。粉碎机的工作参数为进料温度为≤22℃,环境温度≤24℃,湿度为45
‑
55%rh,且通过强制制冷将出料温度冷却至20℃或以下。粉末产品的粒径为34
‑
38um。粉末产品的粒径控制在34
‑
38um范围内。粉末产品包装后立刻进入冷库,冷库中的环境温度≤20℃,湿度为45
‑
55%rh。
51.一种超低温固化粉末涂料,配方按质量份计包括:
52.二酚基丙烷型二缩水甘油醚 500
‑
700份;
53.丙烯酸树脂 60
‑
80份;
54.乙撑双硬脂酰胺 8
‑
12份;
55.酚羟基树脂与咪唑的加成物 10
‑
40份;
56.丙烯酸酯共聚物 4
‑
12份;
57.二苯乙醇酮 0
‑
4份;
58.颜填料 139
‑
421份;
59.聚酰胺 2
‑
4份;
60.端羧基聚酯树脂5
‑
9份。
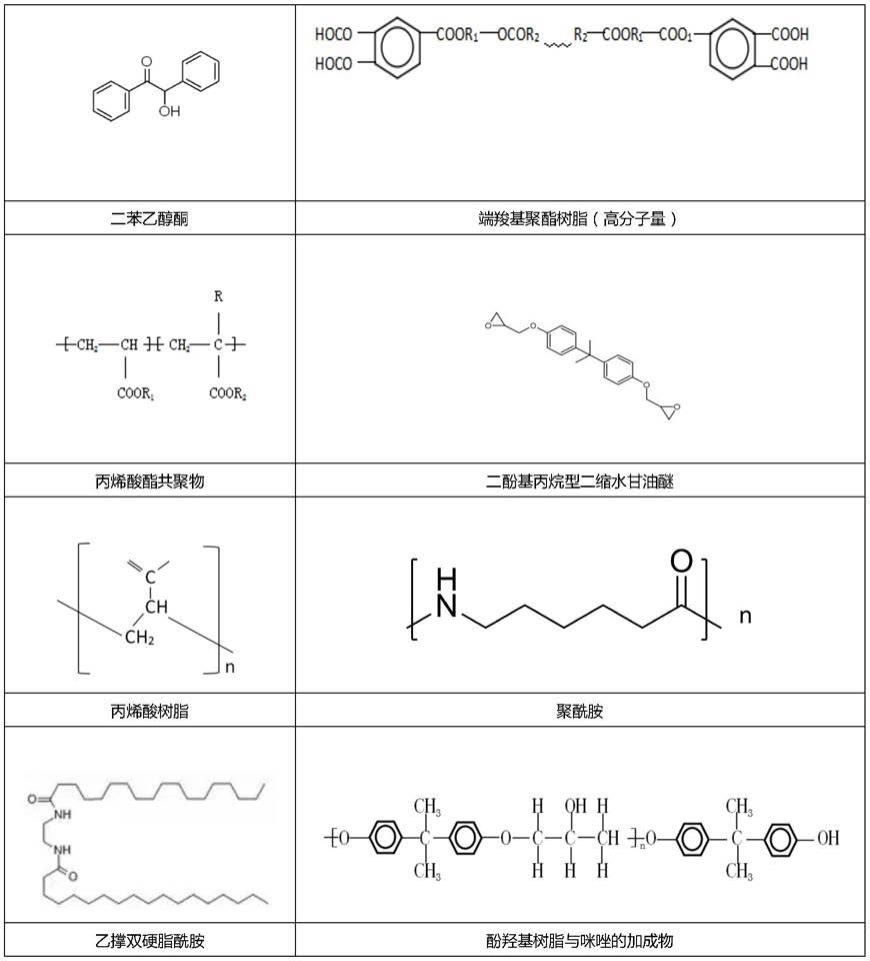
61.上述部分组分的分子结构式如下表1所示:
62.表1
63.[0064][0065]
本发明的相关具体实施例如下:
[0066]
实施例1
[0067]
一种超低温固化粉末涂料,配方按质量份计包括:
[0068]
二酚基丙烷型二缩水甘油醚 700份;
[0069]
丙烯酸树脂 80份;
[0070]
乙撑双硬脂酰胺 10份;
[0071]
酚羟基树脂与咪唑的加成物 20份;
[0072]
丙烯酸酯共聚物 9份;
[0073]
二苯乙醇酮 3份;
[0074]
颜填料 164份;
[0075]
聚酰胺 4份;
[0076]
端羧基聚酯树脂(树脂的数均分子量为5506,重均分子量为8356,分子量分布为1.48)9份。
[0077]
上述超低温固化粉末涂料的制备方法,包括如下步骤:
[0078]
s1混合:将全部物料按配比精准称量后,投入混料罐中进行混合;混料罐设有具备搅拌和破碎功能的混料缸。混料缸的外侧包覆设有强制冷却系统,混料缸在搅拌过程中保持缸体温度为26℃。
[0079]
s2挤出:将得到混合料加入挤出机进行片材挤出;挤出机设有加热一区和加热二区,且加热一区的温度为90℃,加热二区的温度为80℃。挤出机的挤出螺杆在保证混练效果的同时,通过控制出料速度、压辊间距、强制冷系统,使得挤出的片料厚度为1.5mm,滚筒下料温度为24℃,破碎后片料温度为22℃。
[0080]
s3粉碎:将得到的片材加入粉碎机中进行粉碎,得到粉末产品。粉碎机的工作参数:进料温度为22℃,环境温度为24℃,湿度为50%rh,且通过强制制冷将出料温度冷却至20℃。
[0081]
粉末产品的粒径为34
‑
36um。粉末产品包装后立刻进入冷库,冷库中的环境温度为20℃,湿度为50%rh。
[0082]
利用实施例的粉末产品制备涂层,具体如图1
‑
图4所示,涂层的固化条件为130℃
×
30min。涂层外观不黄变、光泽1
°
、pci等级为8
‑
9级,满足hg/2006
‑
2006标准,voc排放量接近于0。
[0083]
实施例2
[0084]
一种超低温固化粉末涂料,配方按质量份计包括:
[0085]
二酚基丙烷型二缩水甘油醚 650份;
[0086]
丙烯酸树脂 80份;
[0087]
乙撑双硬脂酰胺 10份;
[0088]
酚羟基树脂与咪唑的加成物 40份;
[0089]
丙烯酸酯共聚物 10份;
[0090]
二苯乙醇酮 3份;
[0091]
颜填料 252份;
[0092]
聚酰胺 4份;
[0093]
端羧基聚酯树脂(树脂的数均分子量为5506,重均分子量为8356,分子量分布为1.48)1份。
[0094]
上述超低温固化粉末涂料的制备方法,包括如下步骤:
[0095]
s1混合:将全部物料按配比精准称量后,投入混料罐中进行混合;混料罐设有具备搅拌和破碎功能的混料缸。混料缸的外侧包覆设有强制冷却系统,混料缸在搅拌过程中保持缸体温度为26℃。
[0096]
s2挤出:将得到混合料加入挤出机进行片材挤出;挤出机设有加热一区和加热二区,且加热一区的温度为85℃,加热二区的温度为82℃。挤出机的挤出螺杆在保证混练效果的同时,通过控制出料速度、压辊间距、强制冷系统,使得挤出的片料厚度为1.5mm,滚筒下料温度为24℃,破碎后片料温度为22℃。
[0097]
s3粉碎:将得到的片材加入粉碎机中进行粉碎,得到粉末产品。粉碎机的工作参数:进料温度为22℃,环境温度为24℃,湿度为50%rh,且通过强制制冷将出料温度冷却至20℃。
[0098]
粉末产品的粒径为34
‑
36um。粉末产品包装后立刻进入冷库,冷库中的环境温度为20℃,湿度为50%rh。
[0099]
利用实施例的粉末产品制备涂层,涂层的固化条件为120℃
×
30min或130℃
×
20min。涂层外观耐黄变效果佳、光泽6
‑8°
;pci等级为6
‑
7级,满足hg/2006
‑
2006标准,voc排放量接近于0。
[0100]
实施例3
[0101]
一种超低温固化粉末涂料,配方按质量份计包括:
[0102]
二酚基丙烷型二缩水甘油醚 600份;
[0103]
丙烯酸树脂 70份;
[0104]
乙撑双硬脂酰胺 12份;
[0105]
酚羟基树脂与咪唑的加成物 40份;
[0106]
丙烯酸酯共聚物 10份;
[0107]
二苯乙醇酮 2份;
[0108]
颜填料 421份;
[0109]
聚酰胺 4份;
[0110]
端羧基聚酯树脂(树脂的数均分子量为5506,重均分子量为8356,分子量分布为1.48)8份。
[0111]
上述超低温固化粉末涂料的制备方法,包括如下步骤:
[0112]
s1混合:将全部物料按配比精准称量后,投入混料罐中进行混合;混料罐设有具备搅拌和破碎功能的混料缸。混料缸的外侧包覆设有强制冷却系统,混料缸在搅拌过程中保持缸体温度为26℃。
[0113]
s2挤出:将得到混合料加入挤出机进行片材挤出;挤出机设有加热一区和加热二区,且加热一区的温度为87℃,加热二区的温度为83℃。挤出机的挤出螺杆在保证混练效果的同时,通过控制出料速度、压辊间距、强制冷系统,使得挤出的片料厚度为1.5mm,滚筒下料温度为24℃,破碎后片料温度为22℃。
[0114]
s3粉碎:将得到的片材加入粉碎机中进行粉碎,得到粉末产品。粉碎机的工作参数:进料温度为22℃,环境温度为24℃,湿度为50%rh,且通过强制制冷将出料温度冷却至20℃。
[0115]
粉末产品的粒径为34
‑
36um。粉末产品包装后立刻进入冷库,冷库中的环境温度为20℃,湿度为50%rh。
[0116]
利用实施例的粉末产品制备涂层,涂层的固化条件为110℃
×
30min、120℃
×
20min、130℃
×
15min。涂层外观耐黄变效果佳、光泽10
‑
20
°
;pci等级为5
‑
6级,满足hg/2006
‑
2006标准,voc排放量接近于0。
[0117]
实施例4
[0118]
一种超低温固化粉末涂料,配方按质量份计包括:
[0119]
二酚基丙烷型二缩水甘油醚 700份;
[0120]
丙烯酸树脂 80份;
[0121]
乙撑双硬脂酰胺 10份;
[0122]
酚羟基树脂与咪唑的加成物 20份;
[0123]
丙烯酸酯共聚物 9份;
[0124]
颜填料 164份;
[0125]
聚酰胺 4份;
[0126]
端羧基聚酯树脂(树脂的数均分子量为5506,重均分子量为8356,分子量分布为1.48) 9份。
[0127]
上述超低温固化粉末涂料的制备方法,包括如下步骤:
[0128]
s1混合:将全部物料按配比精准称量后,投入混料罐中进行混合;混料罐设有具备搅拌和破碎功能的混料缸。混料缸的外侧包覆设有强制冷却系统,混料缸在搅拌过程中保持缸体温度为26℃。
[0129]
s2挤出:将得到混合料加入挤出机进行片材挤出;挤出机设有加热一区和加热二区,且加热一区的温度为90℃,加热二区的温度为80℃。挤出机的挤出螺杆在保证混练效果的同时,通过控制出料速度、压辊间距、强制冷系统,使得挤出的片料厚度为1.5mm,滚筒下料温度为24℃,破碎后片料温度为22℃。
[0130]
s3粉碎:将得到的片材加入粉碎机中进行粉碎,得到粉末产品。粉碎机的工作参数:进料温度为22℃,环境温度为24℃,湿度为50%rh,且通过强制制冷将出料温度冷却至20℃。
[0131]
粉末产品的粒径为34
‑
36um。粉末产品包装后立刻进入冷库,冷库中的环境温度为20℃,湿度为50%rh。
[0132]
利用实施例的粉末产品制备涂层,涂层的固化条件为200℃
×
2min。涂层外观耐黄变效果佳、光泽1
°
、pci等级为8
‑
9级,满足hg/2006
‑
2006标准,voc排放较同类外观200℃
×
10~15min产品排放量低。
[0133]
实施例5
[0134]
一种超低温固化粉末涂料,配方按质量份计包括:
[0135]
二酚基丙烷型二缩水甘油醚 650份;
[0136]
丙烯酸树脂 80份;
[0137]
乙撑双硬脂酰胺 10份;
[0138]
酚羟基树脂与咪唑的加成物 40份;
[0139]
丙烯酸酯共聚物 10份;
[0140]
二苯乙醇酮 1份;
[0141]
颜填料 252份;
[0142]
聚酰胺 4份;
[0143]
端羧基聚酯树脂(树脂的数均分子量为5506,重均分子量为8356,分子量分布为1.48) 1份。
[0144]
上述超低温固化粉末涂料的制备方法,包括如下步骤:
[0145]
s1混合:将全部物料按配比精准称量后,投入混料罐中进行混合;混料罐设有具备搅拌和破碎功能的混料缸。混料缸的外侧包覆设有强制冷却系统,混料缸在搅拌过程中保持缸体温度为26℃。
[0146]
s2挤出:将得到混合料加入挤出机进行片材挤出;挤出机设有加热一区和加热二区,且加热一区的温度为85℃,加热二区的温度为82℃。挤出机的挤出螺杆在保证混练效果
的同时,通过控制出料速度、压辊间距、强制冷系统,使得挤出的片料厚度为1.5mm,滚筒下料温度为24℃,破碎后片料温度为22℃。
[0147]
s3粉碎:将得到的片材加入粉碎机中进行粉碎,得到粉末产品。粉碎机的工作参数:进料温度为22℃,环境温度为24℃,湿度为50%rh,且通过强制制冷将出料温度冷却至20℃。
[0148]
粉末产品的粒径为34
‑
36um。粉末产品包装后立刻进入冷库,冷库中的环境温度为20℃,湿度为50%rh。
[0149]
利用实施例的粉末产品制备涂层,涂层的固化条件为200℃
×
2min。涂层外观耐黄变效果佳、光泽6
‑8°
;pci等级为6
‑
7级,满足hg/2006
‑
2006标准,voc排放较同类外观200℃
×
10~15min产品排放量低。
[0150]
实施例6
[0151]
一种超低温固化粉末涂料,配方按质量份计包括:
[0152]
二酚基丙烷型二缩水甘油醚 600份;
[0153]
丙烯酸树脂 70份;
[0154]
乙撑双硬脂酰胺 12份;
[0155]
酚羟基树脂与咪唑的加成物 40份;
[0156]
丙烯酸酯共聚物 10份;
[0157]
二苯乙醇酮 2份;
[0158]
颜填料 421份;
[0159]
聚酰胺 4份;
[0160]
端羧基聚酯树脂(树脂的数均分子量为5506,重均分子量为8356,分子量分布为1.48) 8份。
[0161]
上述超低温固化粉末涂料的制备方法,包括如下步骤:
[0162]
s1混合:将全部物料按配比精准称量后,投入混料罐中进行混合;混料罐设有具备搅拌和破碎功能的混料缸。混料缸的外侧包覆设有强制冷却系统,混料缸在搅拌过程中保持缸体温度为26℃。
[0163]
s2挤出:将得到混合料加入挤出机进行片材挤出;挤出机设有加热一区和加热二区,且加热一区的温度为87℃,加热二区的温度为83℃。挤出机的挤出螺杆在保证混练效果的同时,通过控制出料速度、压辊间距、强制冷系统,使得挤出的片料厚度为1.5mm,滚筒下料温度为24℃,破碎后片料温度为22℃。
[0164]
s3粉碎:将得到的片材加入粉碎机中进行粉碎,得到粉末产品。粉碎机的工作参数:进料温度为22℃,环境温度为24℃,湿度为50%rh,且通过强制制冷将出料温度冷却至20℃。
[0165]
粉末产品的粒径为34
‑
36um。粉末产品包装后立刻进入冷库,冷库中的环境温度为20℃,湿度为50%rh。
[0166]
利用实施例的粉末产品制备涂层,涂层的固化条件为200℃
×
2min。涂层外观耐黄变效果佳、光泽10
‑
20
°
;pci等级为5
‑
6级,满足hg/2006
‑
2006标准,voc排放较同类外观200℃
×
10~15min产品排放量低。
[0167]
另外,实施例1
‑
6产品性能满足hg/t2006
‑
2006标准,拥有比常规产品更低的挥发
份。hg/t2006
‑
2006标准如下表2所示:
[0168]
表2
[0169][0170]
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

