本实用新型涉及车辆技术领域,具体而言,涉及一种车辆底架及车辆。
背景技术:
目前,铁路货车主要采用乙字型钢中梁结构或组焊中梁结构,乙字型钢中梁结构由于制造工艺限制通长方向厚度须一致,无法对受力恶劣的牵引梁位置局部加厚、对中部应力较小局部减薄,不利于结构优化和轻量化技术应用;并且,乙字型钢中梁结构与浴盆结构交接时需增加附属零部件,制造工艺较为复杂、可靠性较低。
另外,组焊中梁结构可以自由选择上下盖板和腹板厚度及形状,有利于局部结构加强优化,但是结构组装工艺复杂、焊接工作量大、结构可靠性较差、制造成本高,故现有的包含中梁结构的车辆底架结构复杂,不易制造。
技术实现要素:
本实用新型的主要目的在于提供一种车辆底架及车辆,以解决现有技术中的车辆底架结构复杂的问题。
为了实现上述目的,根据本实用新型的一个方面,提供了一种车辆底架,包括牵引梁和中梁,牵引梁设置在中梁的端部,中梁由c型钢制成。
进一步地,中梁的端部具有第一连接端面,第一连接端面与地面呈第一预定夹角地设置。
进一步地,中梁通过第一连接端面与牵引梁焊接连接。
进一步地,牵引梁包括腹板,腹板具有第二连接端面,腹板通过第二连接端面与中梁连接,其中,第二连接端面与地面呈第二预定夹角地设置。
车辆底架还包括枕梁和横梁,第二连接端面设置在枕梁和横梁之间。
进一步地,第一连接端面与第二连接端面平行地设置,中梁通过第一连接端面焊接在第二连接端面上。
进一步地,牵引梁包括上盖板和下盖板,上盖板上设有第一拼接部,以通过第一拼接部焊接在中梁上,下盖板上设有第二拼接部,以通过第二拼接部焊接在中梁上,其中,第一拼接部在沿中梁的延伸方向上与第二拼接部间隔地设置。
进一步地,牵引梁为两个,两个牵引梁分别设置在中梁的两端,车辆底架还包括:两个边梁,两个边梁分别设置在中梁的两侧,边梁的两端分别与两个牵引梁连接。
进一步地,车辆底架还包括两个浴盆型结构,两个浴盆型结构分别设置在中梁与两个边梁之间的空间内,其中,浴盆型结构具有容纳空间,以用于承载货物。
进一步地,浴盆型结构的一侧焊接在中梁的一侧,浴盆型结构的另一侧焊接在边梁的一侧。
根据本实用新型的另一方面,提供了一种车辆,包括车辆底架,车辆底架为上述的车辆底架。
应用本实用新型的技术方案的车辆底架,该车辆底架主要用在铁路货车上,该车辆底架的中梁结构采用c型钢梁,c型钢梁结构简单,直接采用标准件即可,便于与牵引梁和浴盆型结构连接,采用c型冷弯钢梁,重量轻、结构受力合理,断面形式方便与浴盆型结构等其他配件交接,制造工艺简单、结构可靠、制造成本低,故本实用新型的车辆底架解决了现有技术中的车辆底架结构复杂的问题。
附图说明
构成本申请的一部分的说明书附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
图1示出了根据本实用新型的车辆底架的实施例的部分结构示意图;
图2示出了本实用新型的中梁结构的实施例的结构示意图;
图3示出了本实用新型的第一种车辆底架的实施例的一个视角示意图;
图4示出了本实用新型的第一种车辆底架的实施例的另一个视角示意图;
图5示出了根据本实用新型的第二种车辆底架的实施例的一个视角示意图;
图6示出了根据本实用新型的第二种车辆底架的实施例的另一个视角示意图;
图7示出了根据本实用新型的图5中车辆底架的a-a处的剖视图;
图8示出了根据本实用新型的图5中车辆底架的b-b处的剖视图。
其中,上述附图包括以下附图标记:
10、中梁;11、第一连接端面;12、第一拼接部;13、第二拼接部;20、牵引梁;21、上盖板;22、下盖板;23、腹板;231、第二连接端面;30、边梁;40、浴盆型结构;50、枕梁;60、横梁。
具体实施方式
需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本实用新型。
本实用新型提供了一种车辆底架,包括牵引梁20和中梁10,请参考图1至图8,牵引梁20设置在中梁10的端部,中梁10由c型钢制成。
本实用新型提供了一种车辆底架,该车辆底架主要用在铁路货车上,该车辆底架的中梁结构采用c型钢梁,c型钢梁结构简单,直接采用标准件即可,便于与牵引梁20和浴盆型结构40连接,采用c型冷弯钢梁,重量轻、结构受力合理,断面形式方便与浴盆型结构等其他配件交接,制造工艺简单、结构可靠、制造成本低,故本实用新型的车辆底架解决了现有技术中的车辆底架结构复杂的问题。
中梁10的端部具有第一连接端面11,第一连接端面11与地面呈第一预定夹角地设置。中梁10通过第一连接端面11与牵引梁20焊接连接。牵引梁20包括腹板23,腹板23具有第二连接端面231,腹板23通过第二连接端面231与中梁10连接,其中,第二连接端面231与地面呈第二预定夹角地设置。第一连接端面11与第二连接端面231平行地设置,中梁10通过第一连接端面11焊接在第二连接端面231上。牵引梁20包括上盖板21和下盖板22,上盖板21上设有第一拼接部12,以通过第一拼接部12焊接在中梁10上,下盖板22上设有第二拼接部13,以通过第二拼接部13焊接在中梁10上,其中,第一拼接部12在沿中梁10的延伸方向上与第二拼接部13间隔地设置。
本实施例中的车辆底架的中梁在于牵引梁连接时,采用焊接的形式,中梁端部与牵引梁采用斜面焊接,从而增大了中梁与牵引梁的焊接连接面积,保证了连接的可靠性。具体的,本实施例中的牵引梁包括上盖板、下盖板和腹板,腹板与中梁采用斜面焊接,上盖板和下盖板与中梁采用错缝焊接,增加了中梁与牵引梁的连接强度,增强了车辆底架的整体强度。
车辆底架还包括枕梁50和横梁60,第二连接端面231设置在枕梁50和横梁60之间。
牵引梁腹板及下盖板与c型冷弯中梁拼接位置在枕梁50与横梁60之间区域、牵引梁下盖板与c型冷弯中梁拼接位置在端梁附近双浴盆间,牵引梁腹板与c型冷弯中梁采用斜接形式,拼接区域应力小、组装及焊接工艺简单、结构可靠性高。
牵引梁20为两个,两个牵引梁20分别设置在中梁10的两端,车辆底架还包括:两个边梁30,两个边梁30分别设置在中梁10的两侧,边梁30的两端分别与两个牵引梁20连接。
本实施例中的车辆底架包括两个牵引梁,两个牵引梁分别设置在中梁的两端,分别与中梁采用斜面焊接的方式连接。
车辆底架还包括两个浴盆型结构40,两个浴盆型结构40分别设置在中梁10与两个边梁30之间的空间内,其中,浴盆型结构40具有容纳空间,以用于承载货物。
本实施例中的车辆底架在中梁的两侧还设有两个浴盆型结构,浴盆型结构40类似于浴盆,浴盆型结构具有一个容纳空间以增大承载货物的空间。浴盆型结构与c型钢梁的侧面焊接连接,c型钢的开口朝向车辆底架的下方。
浴盆型结构40的一侧焊接在中梁10的一侧,浴盆型结构40的另一侧焊接在边梁30的一侧。
本实施例中的车辆底架包括两个牵引梁、两个边梁和一个中梁,两个边梁和两个牵引梁收尾连接以形成矩形框,中梁沿车辆底架的长度方向设置在矩形框的中间。
本实用新型还提供了一种车辆,包括车辆底架,车辆底架为上述的车辆底架。
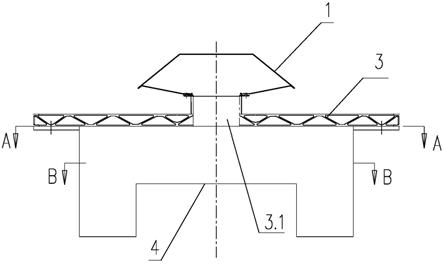
本实用新型的浴盆结构应用在车辆技术领域,设置在车辆底架上,以增加车辆的储物空间,该浴盆结构包括弧形板组件,以及设置在弧形板组件前后两端的在第一端板和第二端板,以共同围成向车辆底架下凹的储物空间,该浴盆结构位于前侧的第一端板相对于地面倾斜地设置,从而改善受力状况,具体的,第一端板从车辆底架前侧向下向后倾斜,避免了与地面上障碍物发送正面碰撞的问题,同时相比垂直的设置,倾斜地设置增加了前侧车轮与浴盆结构之间的空间,便于检修,通过上述设置解决了现有技术中的车辆底架上的浴盆结构容易损坏的问题。
从以上的描述中,可以看出,本实用新型上述的实施例实现了如下技术效果:
中梁为车辆主要受力件,承受垂向、纵向及二者组合载荷,特别是牵引梁应力水平较高。牵引梁同时为车钩、缓冲器的主要配件接口位置,外形尺寸收到上述标准件限制,中梁采用c型冷弯钢梁与组焊牵引梁组合结构,根据受力情况对局部结构加强,降低应力水平、提高结构可靠性,c型冷弯中梁制造工艺简单、利于与浴盆型结构交接,该结构形式组焊中梁结构结构可靠、制造工艺简单、制造成本低、综合经济效益明显。
采用c型冷弯中梁,重量轻、结构受力合理,断面形式方便与浴盆型结构等其他配件交接,制造工艺简单、结构可靠、制造成本低。
采用组焊式牵引梁,局部受力恶劣位置通过改变断面形式和板材局部厚度,改善牵引梁受力恶劣情况,提高零部件可靠性。
牵引梁腹板及下盖板与c型冷弯中梁拼接位置在枕梁与横梁之间区域、牵引梁下盖板与c型冷弯中梁拼接位置在端梁附近双浴盆间,牵引梁腹板与c型冷弯中梁采用斜接形式,拼接区域应力小、组装及焊接工艺简单、结构可靠性高。
本实用新型的车辆底架中间段采用c型冷弯型钢,两端牵引梁采用组焊式结构,拼接位置选择在枕梁与横梁之间应力较小区域。
c型冷弯中梁一次折压成型,全断面无焊接,组焊式中梁采用上、下盖板与腹板焊接结构,焊缝多、焊接量大,组装及焊接工艺复杂、结构可靠性差、制造成本高。
c型冷弯中梁与浴盆结构直接搭接,交接方式简单可靠,乙字型钢中梁需增加附属零件与浴盆结构交接,利用限界扩充车辆容积不充分,制造工艺复杂。
通过计算机仿真分析、试验数据及运用经验对比分析,确定牵引梁腹板及下盖板与c型冷弯中梁拼接位置在枕梁与横梁之间区域、牵引梁下盖板与c型冷弯中梁拼接位置在端梁附近双浴盆间,上下盖板及腹板与c型冷弯中梁拼接位置均相互错开,牵引梁腹板与c型冷弯中梁采用斜接形式,拼接区域应力较小,组装及焊接工艺简单结构可靠性高。
本实用新型研发一种铁路货车用c型冷弯中梁与组焊式牵引梁组合结构,优化结构、进行车体轻量化设计;中部为c型冷弯结构、制造工艺简单、便于与浴盆结构交接;两端为组焊式箱型结构,局部加强,使结构受力状态最佳;选取应力小的区域进行相互错开拼接,腹板采用斜接形式,避免应力过大或集中,提高结构可靠性。
c型冷弯中梁与组焊式中梁相比,无焊接、组装工艺简单、结构可靠、制造成本低。
c型冷弯中梁与乙字型钢中梁相比,与浴盆结构交接方式简单可靠,无需增加附属零件,利用限界充分扩充车辆容积,提高车辆载重,综合经济效益好。
优化牵引梁与中梁拼接位置,采用牵引梁腹板与c型冷弯中梁采用斜接形式,结构安全可靠,制造工艺简单、成本低。
需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本申请的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本实用新型的范围。同时,应当明白,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。在这里示出和讨论的所有示例中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
在本实用新型的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、竖向、垂直、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本实用新型保护范围的限制;方位词“内、外”是指相对于各部件本身的轮廓的内外。
为了便于描述,在这里可以使用空间相对术语,如“在……之上”、“在……上方”、“在……上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在……上方”可以包括“在……上方”和“在……下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
此外,需要说明的是,使用“第一”、“第二”等词语来限定零部件,仅仅是为了便于对相应零部件进行区别,如没有另行声明,上述词语并没有特殊含义,因此不能理解为对本实用新型保护范围的限制。
以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。