1.本技术涉及汽车零部件生产的领域,尤其是涉及一种汽车零部件涂胶用喷涂装置。
背景技术:
2.随着汽车制造技术的发展及其不断提高的性能要求,胶粘剂密封胶作为汽车生产所必需的一类重要辅助材料,应用越来越广泛。粘接技术在汽车制造上的应用,不仅可以起到增强汽车结构、紧固防锈、隔热减振和内外装饰的作用,还能够代替某些部件的焊接、铆接等传统工艺,实现相同或不同材料之间的连接,简化生产工序,优化产品结构。
3.相关技术中申请号为201120354837.8的中国专利,提出了一种汽车行李箱盖涂胶工具,包括:框架,与待加工行李箱的外形相适应,其边缘外侧用于设定涂胶区域;定位销,与所述框架连接,用于插入行李箱盖内板的卡扣安装孔以确定涂胶工具在行李箱盖内板上位置;限位块,与所述框架连接,所述限位块下表面与行李箱盖内板的加强筋内表面贴合以确定该工具的位置的;以及,支撑结构,用于支撑所述框架。
4.针对上述中的相关技术,发明人认为存在有如下缺陷:汽车行李箱盖板在涂胶时是为了更好的与行李箱盖板上的毛毡粘合,涂胶区域位于行李箱盖板的边缘处,涂胶后不便于操作人员搬运。
技术实现要素:
5.为了便于转运被涂胶汽车行李箱盖板,本技术提供一种汽车零部件涂胶用喷涂装置。
6.本技术提供的一种汽车零部件涂胶用喷涂装置,采用如下的技术方案:
7.一种汽车零部件涂胶用喷涂装置,包括涂胶机和涂胶台,所述涂胶台的一侧设置有机架,所述机架上设置有位于所述涂胶台正上方的安装杆,所述安装杆与所述机架转动连接,转动轴线沿竖直方向,所述安装杆的下方设置有用于将被涂胶零件吸附的吸盘,所述吸盘连通有设置于所述机架上的抽气泵,所述安装杆上设置有用于将所述吸盘安装于所述安装杆上的安装机构。
8.通过采用上述技术方案,将汽车零部件放置于涂胶台上并使用涂胶机涂胶后,转动安装杆使得吸盘对准零件上未涂胶区域,与抽气泵中连通的吸盘内形成负压,将零件吸附于吸盘上,再次转动安装杆,使得吸盘带动零件远离涂胶台,通过设置吸盘、可转动的安装杆,起到了降低搬运涂胶后零件的难度及劳动强度的效果。
9.可选的,所述吸盘靠近涂胶台的下端面设置有橡胶垫。
10.通过采用上述技术方案,橡胶垫使得吸盘与零件之间的接触面较为柔软,避免了吸盘与零件之间的刚性碰撞损坏零件表面,同时,吸盘将零件吸附后,橡胶垫增强了吸盘的气密性,尽可能降低了转运零件过程中零件从吸盘上掉落的可能性。
11.可选的,所述安装机构包括升降设置于所述安装杆下端的竖杆,所述竖杆远离所
述机架,所述吸盘上设置有安装座,所述安装座的上端设置有插块,所述竖杆的下端面开设有与所述插块适配的插槽,所述竖杆上设置有用于将所述插块锁止于所述插槽内的锁止组件,所述安装杆上设置有用于驱动所述竖杆升降的升降组件。
12.通过采用上述技术方案,将插块插入插槽中,再通过锁止组件将插块锁止于插槽内,从而实现将安装座安装于竖杆上,进而将吸盘安装于竖杆上,通过锁止组件将插块解锁后即可将安装座拆下,通过设置可拆卸的安装座,当涂胶区域增大或减小时,可以更换不同面积的吸盘,来减小吸盘对于涂胶区域的影响或增大吸附范围。在涂胶机对零件进行涂胶后,转动安装杆使得吸盘正对零件,升降组件驱动竖杆下降,从而使得吸盘下降,当吸盘将零件吸附后,升降组件驱动吸盘上升,从而带动零件上升,避免在转运零件的过程中,零件的下表面与涂胶台发生摩擦损坏零件的下表面。
13.可选的,所述升降组件包括设置于所述竖杆下端的气缸,所述竖杆的上端设置于所述气缸活塞杆的自由端。
14.通过采用上述技术方案,当气缸的活塞杆伸长时,竖杆下降,当气缸的活塞杆缩短时,竖杆上升,通过设置气缸,实现了驱动竖杆升降的目的。
15.可选的,所述锁止组件包括滑动穿设于所述竖杆上的锁止杆,所述锁止杆的一端伸入所述插槽中,另一端伸出所述竖杆的侧面,所述插块上开设有锁止孔;当所述插块通过所述插槽与所述竖杆插接连接时,所述锁止杆通过所述锁止孔与所述插块插接连接。
16.通过采用上述技术方案,将插块插入插槽时,拉动锁止杆,使得锁止杆完全缩入插槽的侧壁中,当插块完全插入插槽中后,推动锁止杆使得锁止杆插入锁止孔,从而实现将插块锁止于插槽中的目的。
17.可选的,所述竖杆于滑动穿设于所述锁止杆处开设有滑动孔,所述竖杆于所述插槽的侧壁上开设有与所述滑动孔同轴的保持孔,所述保持孔的孔径大于所述滑动孔,所述锁止杆的外周侧设置有位于所述保持孔内的挡板,所述保持孔内设置有弹性件,所述弹性件的一端设置于所述保持孔的底壁上,另一端设置于所述挡板靠近所述保持孔底壁的端面上;当所述锁止杆通过所述锁止孔与所述插块插接连接时,所述弹性件处于原始状态。
18.通过采用上述技术方案,在将插块插入插槽、拉动锁止杆使得锁止杆缩入插槽的侧壁的过程中,弹性将受压力被压缩,当插块将保持孔遮蔽后,即可松开锁止杆,锁止杆在弹性件弹性力的作用下与插块抵紧,当锁止杆与锁止孔对准时,弹性件的弹性力驱动锁止杆进入锁止孔中,从而提升了将锁止杆插入锁止孔的便捷性。
19.可选的,所述锁止杆靠近所述插槽的端部设置为斜面,所述斜面的朝向背离所述插槽的底壁。
20.通过采用上述技术方案,当插块与斜面抵接时,对插块的推力产生沿锁止杆轴向的分力,从而将锁止杆推入滑动孔中,进一步提升了将插块锁止于插槽中的便捷性。
21.可选的,所述锁止杆远离所述插槽的端部设置有把手。
22.通过采用上述技术方案,把手增加了操作人员与锁止杆的接触面积,增加了解锁插块的便捷性。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.转动安装杆使得吸盘对准零件上未涂胶区域,与抽气泵中连通的吸盘内形成负压,将零件吸附于吸盘上,再次转动安装杆,使得吸盘带动零件远离涂胶台,通过设置吸盘、
可转动的安装杆,起到了降低搬运涂胶后零件的难度及劳动强度的效果;
25.2.橡胶垫使得吸盘与零件之间的接触面较为柔软,避免了吸盘与零件之间的刚性碰撞损坏零件表面;
26.3.吸盘将零件吸附后,橡胶垫增强了吸盘的气密性,尽可能降低了转运零件过程中零件从吸盘上掉落的可能性。
附图说明
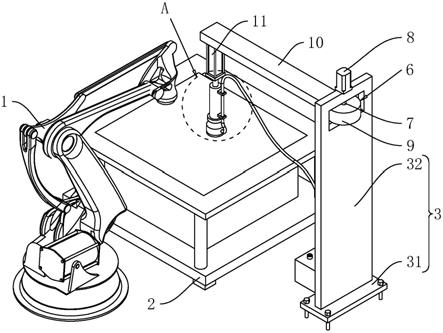
27.图1是本技术实施例的整体结构示意图;
28.图2是图1中a部分的局部放大示意;
29.图3是沿图2中b
‑
b线的剖视结构示意。
30.附图标记:1、涂胶机;2、涂胶台;3、机架;31、承托板;32、安装板;4、吸盘;5、吸气管;6、露出槽;7、转动轴;8、转动电机;9、转动环;10、安装杆;11、气缸;12、竖杆;13、安装座;14、插块;15、插槽;16、锁止杆;17、滑动孔;18、把手;19、保持孔;20、弹性件;21、挡板;22、抱箍。
具体实施方式
31.以下结合附图1
‑
3对本技术作进一步详细说明。
32.本技术实施例公开一种汽车零部件涂胶用喷涂装置。参照图1和图2,汽车零部件涂胶用喷涂装置包括带有自动化机械手的涂胶机1及用于承托行李箱盖板的涂胶台2,涂胶台2一侧的地面上通过螺栓固定有机架3,机架3上设置有安装杆10,安装杆10的下方设置有用于将涂胶后零部件吸起转移的吸盘4。吸盘4连通有吸气管5,吸气管5连通有抽气泵,吸盘4靠近涂胶台2的下端面通过粘接固接有橡胶垫。吸气管5靠近吸盘4的端部通过粘接固接有螺纹接头,吸气管5通过螺纹接头与吸盘4螺纹连接,确保了连接的紧密型及气密性。
33.参照图1,机架3包括用于承重的承托板31及板面垂直于承托板31的安装板32,安装板32与承托板31之间通过焊接固定连接,安装板32的板面朝向涂胶台2,安装板32的板面上开设有贯穿安装板32板面的露出槽6,露出槽6的长度方向沿安装板32的长度方向,安装板32上穿设有转动轴7,转动轴7的轴线与露出槽6的轴线共线且位于露出槽6内。安装板32的上端固接有转动电机8,转动电机8的输出端与转动轴7通过焊接同轴固接。
34.参照图1,转动轴7的外周侧套设有通过焊接与转动轴7固接的转动环9,转动环9的外周侧通过焊接固接有安装杆10,安装杆10的轴线垂直于安装板32的板面,以此位置作为初始位置,安装杆10可绕转动轴7转动0
°
~70
°
,当驱动电机的输出端转动时,驱动电机带动转动轴7从而带动安装杆10转动,满足移动涂胶后零件的位移需求,为了满足安装杆10转动后复位的需求,驱动电机具体为步进电机,在其他实施例中,驱动电机还可以为伺服电机。
35.为了实现将吸盘4安装于安装杆10上的目的,参照图1和图3,安装杆10上设置有安装机构,安装机构包括设置于安装杆10下端的竖杆12,竖杆12远离机架3,安装杆10上设置有用于驱动竖杆12升降的升降组件。升降组件包括通过焊接固接于安装杆10下端面的气缸11,竖杆12的上端面通过焊接与气缸11活塞杆的自由端固定连接。
36.参照图2和图3,安装机构还包括通过焊接固接在吸盘4周侧的安装座13,安装座13的上端通过焊接固接有插块14,竖杆12的下端面开设有与插块14适配的插槽15,竖杆12上
设置有用于将插块14锁止于插槽15内的锁止组件。在将插块14锁止时,安装座13与竖杆12连接,在将插块14解锁后,转动吸气管5将吸气管5与吸盘4分离,可取下吸盘4进行清洗、更换、或维修。
37.参照图3,锁止组件包括滑动穿设于竖杆12上的锁止杆16,竖杆12于滑动穿设有锁止杆16处开设有滑动孔17,滑动孔17与插槽15连通并贯穿竖杆12的外壁面,锁止杆16的一端伸入插槽15内,另一端伸出竖杆12的外侧面并通过焊接固接有把手18。插块14上开设有与锁止杆16适配的锁止孔,在将插块14插入插槽15时,推动锁止杆16插入锁止孔中,即可将插块14锁止于插槽15内。
38.为了进一步提升将安装座13锁止于竖杆12上的便捷性,参照图3,竖杆12于插槽15的侧壁上开设有与滑动孔17同轴的保持孔19,保持孔19的孔径大于滑动孔17的孔径,锁止杆16上穿设并通过焊接固接有挡板21,保持孔19内设置有弹性件20,本技术实施例中洪弹性件20具体为弹簧,弹性件20套设于锁止杆16的外周侧,弹性件20的一端与挡板21点焊固接,另一端与保持孔19的底壁点焊固接。锁止杆16靠近插槽15的端部设置为斜面,斜面的朝向背离插槽15的底壁。
39.当插块14插入时,插块14与锁止杆16的斜面抵接,从而产生推动锁止杆16退入滑动孔17的分力,此时弹性件20受压力被压缩,当插块14完全插入插槽15时,锁止杆16与锁止孔对准,弹性件20的弹性力推动压板从而将锁止杆16推入锁止孔,从而将插块14锁止于插槽15内。
40.参照图1,为了避免摆动的吸气管5影响对于喷涂后零件的搬运,竖杆12的侧壁上通过焊接固接有将吸气管5连接在竖杆12上的抱箍22。
41.本技术实施例一种汽车零部件涂胶用喷涂装置的实施原理为:将汽车零部件放置于涂胶台2上并使用涂胶机1涂胶后,转动电机8驱动转动轴7转动,带动安装杆10并使得吸盘4对准零件上未涂胶区域,气缸11驱动竖杆12下降,使得吸盘4紧贴零件未涂胶区域的上端面,与抽气泵中连通的吸盘4内形成负压,将零件吸附于吸盘4上,转动电机8再次驱动安装杆10转动,使得吸盘4带动零件远离涂胶台2,通过设置吸盘4、可转动的安装杆10及可升降的竖杆12,起到了降低搬运涂胶后零件的难度及劳动强度的效果。
42.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。