一种发射暖白光的ce:yag荧光陶瓷的制备方法
技术领域
1.本发明属于荧光陶瓷技术领域,具体涉及一种基于耐高温红色荧光粉引入强共价键发射暖白光荧光陶瓷的制备方法。
背景技术:
2.led作为一种可以电
‑
光转换的固体半导体器件以其在照明领域的高效性、低耗能性、长寿命、低能耗等优点已被广泛应用。特别的,“蓝色led芯片 黄色荧光粉”是实现白光led照明的重要组合方式之一。
3.但传统的cob封装技术使用的是荧光粉点胶封装工艺。该技术的最大缺点是环氧树脂或硅胶耐高温及紫外辐照能量差,降低了点胶层透明度和折射率,影响了器件的光效和光强分布,极大缩短了白光led的寿命。因此,采用ce:yag透明荧光陶瓷会极大地改善这一缺陷。但黄色ce:yag在蓝色cob芯片激发下发射的白光由于缺少红光的掺杂造成显色指数低,存在产生冷白光的缺点。
4.专利cn 107540368 a和专利cn 107285746 a在黄色透明陶瓷中掺杂不同的荧光粉来改善白光中缺少红光的这一缺陷;专利cn 111056847 a是通过引入al
3
—n3‑
键取代al
3
—o2‑
键来实现光谱红移。又如专利 cn 1116207 a是通过引入si
4
—n3‑
键取代al
3
—o2‑
键来实现光谱红移。但氮化物荧光粉容易受热分解,而eu:(sr,ca)alsin3荧光粉可以承受1800 ℃的高温,可以有效避免这个问题。
技术实现要素:
5.本发明要解决的技术问题在于获得一种基于耐高温红色荧光粉引入强共价键发射暖白光的透明荧光陶瓷,拟采用“蓝色led芯片 黄色ce:yag荧光陶瓷”的方法来产生白光,并在其中加入适量的eu:(sr,ca)alsin3荧光粉来使白光变暖。
6.为实现上述目的,本发明的技术方案如下:一种基于耐高温红色荧光粉引入强共价键发射暖白光的透明荧光陶瓷,通过利用eu:(sr,ca)alsin3荧光粉是红色粉末,而且与ce:yag荧光陶瓷混合后其中的共价性更强的al
3
—n3‑
键与si
4
—n3‑
键代替原有的al
3
—o2‑
键,实现光谱大范围红移,从而使冷白光转化为暖白光。
7.所述透明荧光陶瓷的制备方法,包括如下步骤:step1、按照设计的ce:yag化学计量比称取高纯氧化物原料粉体,除杂预处理;step2、在上述粉体中加入荧光粉、烧结助剂、分散剂和溶剂,配制具有良好塑性的高固含量浆料,并放入球磨机内进行球磨混合;step3、使用上述浆料放入烘干箱内烘干处理;step4、将上述烘干后的浆料进行研磨过筛、煅粉除尘;step5、将上述粉末放入压片机内干压成型,得到陶瓷素坯;step6、将陶瓷素坯进行冷等静压、胚体素烧、真空烧结、退火处理、研磨抛光得到
可发射暖白光的ce:yag荧光陶瓷。
8.优选地,step1中,所述原料粉体为氧化铝、氧化钇、氧化铈,原料粉体的纯度>99.99%;除杂处理采用煅烧方法。
9.优选地,step2中,所述荧光粉为eu:(sr,ca)alsin3,占ce:yag荧光陶瓷质量的比重为0.05~0.5 wt.%;烧结助剂由mgo和正硅酸乙酯组成,mgo占比重为0.1~0.5wt.%、正硅酸乙酯占比重为0.1~0.5 wt.%;分散剂为聚醚酰亚胺(pei)比重为0.4~0.5 wt.%;溶剂为无水乙醇;在球磨过程中使用的是高纯的氧化铝球与尼龙罐体,并且球料比为2:1~3:1,球磨转速为170~180 r/min,球磨时间为16~18小时。
10.优选地,step3中,所述浆料放入烘干箱内烘干,烘干温度为50~70 ℃,烘干时间为6~8小时。
11.优选地,step4中,所述研磨过筛是将烘干后的固体浆料进行研磨并过100目筛网三次。
12.优选地,step5中,将过筛后的粉末进行称量,然后放入压片机内压制成陶瓷素坯,压力为4~6 mpa,保压时间为15~30秒。
13.优选地,step6中,所述陶瓷素坯进行压力为200 mpa的冷等静压,其升压速率为20 mpa/min,保压时间为5分钟;所述胚体素烧的条件是850 ℃空气气氛素烧,时间为5小时;所述真空烧结的温度为1780 ℃,升温速率为2 ℃/min,时间为10小时;所述退火工艺为以5 ℃/min的升温速度升温到200 ℃,接着以10 ℃/min的升温速度升温到1200 ℃,再以4 ℃/min的升温速度升温到1450 ℃,然后保温10 h,最后以10 ℃/min的降温速度降温到400 ℃。
14.与现有技术相比,本发明具有如下的有益效果:1. 本发明提供的一种基于耐高温红色荧光粉引入强共价键发射暖白光的透明荧光陶瓷的制备方法,采用eu:(sr,ca)alsin3荧光粉掺杂在ce
3
:yag荧光陶瓷中能够会改善白光显色指数与色温的缺点。
15.2. 本发明提供的一种基于耐高温红色荧光粉引入强共价键发射暖白光的透明荧光陶瓷的制备方法,在工艺上采用操作简单,原料易获取,可以实现大规模生产。
附图说明
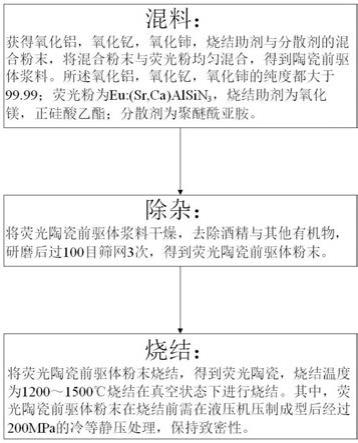
16.图1为本发明制备方法的工艺流程图。
具体实施方式
17.为了使本发明的目的、技术方案及优点更加清晰,结合具体实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,但不应以此限制本发明的保护范围。
18.实施例1一种基于耐高温红色荧光粉引入强共价键发射暖白光的透明荧光陶瓷的制备方法,它包括以下步骤:step1、按照60 g ce
3
: yag分子式的化学计量比分别称量高纯纳米y2o3粉体(纯度>99.99%)34.193 g、高纯纳米al2o3粉体(纯度>99.99%)25.758 g,高纯纳米ceo2粉体(纯
度>99.99%)0.052 g,600 ℃煅烧除杂预处理。
19.step2、使用荧光粉eu:(sr,ca)alsin
3 0.03 g、烧结助剂mgo
2 0.06 g、正硅酸乙酯(teos) 330 μl、分散剂聚醚酰亚胺(pei)240 μl充分搅拌后,加入在80 ml的无水乙醇,制备陶瓷浆料,再以高纯度的al2o3球(纯度>99.99%)与尼龙罐体的球磨机进行球磨,球料比为2:1,球磨转速为170 r/min,球磨时间为18 h。
20.step3、将此浆料放入烘干箱内烘干,烘干温度为50℃,烘干时间为8 h。
21.step4、将上述烘干后的固体浆料进行研磨并过100目筛网3次。
22.step5、将上述粉末进行称量,将4.2 g粉放入压片机内压制成陶瓷素坯,压力为4 mpa,保压时间为30 s。
23.step6、所述陶瓷素坯进行压力为200 mpa的冷等静压,其升压速率为20 mpa/min,保压时间为5分钟;其次将胚体以850 ℃空气气氛的条件进行素烧,时间为5小时;然后进行温度为1780 ℃,升温速率为2 ℃/min,时间为10小时的真空烧结;接着以5 ℃/min的升温速度升温到200 ℃,接着以10 ℃/min的升温速度升温到1200 ℃,再以4 ℃/min的升温速度升温到1450 ℃,然后保温10 h,最后以10 ℃/min的降温速度降温到400 ℃的工艺进行退火处理;最后将陶瓷表面进行研磨抛光。
24.实施例2一种基于耐高温红色荧光粉引入强共价键发射暖白光的透明荧光陶瓷及其制备方法,它包括以下步骤:step1、按照120 g ce
3
: yag分子式的化学计量比分别称量高纯纳米y2o3粉体(纯度>99.99%)68.386 g、高纯纳米al2o3粉体(纯度>99.99%)51.516 g,高纯纳米ceo2粉体(纯度>99.99%)0.104 g,600 ℃煅烧除杂预处理。
25.step2、使用荧光粉eu:(sr,ca)alsin
3 0.06 g、烧结助剂mgo
2 0.12 g、正硅酸乙酯(teos) 180μl、分散剂聚醚酰亚胺(pei)300 μl充分搅拌后,加入在160 ml的无水乙醇,制备陶瓷浆料,再以高纯度的al2o3球(纯度>99.99%)与尼龙罐体的球磨机进行球磨,球料比为2:1,球磨转速为175 r/min,球磨时间为17 h。
26.step3、将此浆料放入烘干箱内烘干,烘干温度为60℃,烘干时间为7 h。
27.step4、将上述烘干后的固体浆料进行研磨并过100目筛网3次。
28.step5、将上述粉末进行称量,将4.3 g粉放入压片机内压制成陶瓷素坯,压力为4 mpa,保压时间为30 s。
29.step6、所述陶瓷素坯进行压力为200 mpa的冷等静压,其升压速率为20 mpa/min,保压时间为5分钟;其次将胚体以850 ℃空气气氛的条件进行素烧,时间为5小时;然后进行温度为1780 ℃,升温速率为2 ℃/min,时间为10小时的真空烧结;接着以5 ℃/min的升温速度升温到200 ℃,接着以10 ℃/min的升温速度升温到1200 ℃,再以4 ℃/min的升温速度升温到1450 ℃,然后保温10 h,最后以10 ℃/min的降温速度降温到400 ℃的工艺进行退火处理;最后将陶瓷表面进行研磨抛光。
30.实施例3一种基于耐高温红色荧光粉引入强共价键发射暖白光的透明荧光陶瓷及其制备方法,它包括以下步骤:step1、按照120 g ce
3
: yag分子式的化学计量比分别称量高纯纳米y2o3粉体(纯
度>99.99%)68.386 g、高纯纳米al2o3粉体(纯度>99.99%)51.516 g,高纯纳米ceo2粉体(纯度>99.99%)0.104 g,600 ℃煅烧除杂预处理。
31.step2、使用荧光粉eu
3
:y2o
3 0.06 g、烧结助剂mgo
2 0.30 g、正硅酸乙酯(teos) 60 μl、分散剂聚醚酰亚胺(pei)300 μl充分搅拌后,加入在160 ml的无水乙醇,制备陶瓷浆料,再以高纯度的al2o3球(纯度>99.99%)与尼龙罐体的球磨机进行球磨,球料比为2:1,球磨转速为180 r/min,球磨时间为16 h。
32.step3、将此浆料放入烘干箱内烘干,烘干温度为70℃,烘干时间为6 h。
33.step4、将上述烘干后的固体浆料进行研磨并过100目筛网3次。
34.step5、将上述粉末进行称量,将4.4 g粉放入压片机内压制成陶瓷素坯,压力为6 mpa,保压时间为15 s。
35.step6、所述陶瓷素坯进行压力为200 mpa的冷等静压,其升压速率为20 mpa/min,保压时间为5分钟;其次将胚体以850 ℃空气气氛的条件进行素烧,时间为5小时;然后进行温度为1780 ℃,升温速率为2 ℃/min,时间为10小时的真空烧结;接着以5 ℃/min的升温速度升温到200 ℃,接着以10 ℃/min的升温速度升温到1200 ℃,再以4 ℃/min的升温速度升温到1450 ℃,然后保温10 h,最后以10 ℃/min的降温速度降温到400 ℃的工艺进行退火处理;最后将陶瓷表面进行研磨抛光。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

