1.本发明属于陶瓷生产技术领域,具体涉及一种多彩瓷质板材,且还涉及所述瓷质板材的制备方法,同时还涉及生产所述瓷质板材的设备。
背景技术:
2.随着人们的生活水平日渐提高,人们对生活物质方面的要求越来越高,特别是在装饰、装修材料的选择上,高温烧制的陶瓷板材因其理化性能优异而越来越被更多的使用。由于人们审美观也越来越多元化,具有高纯度和高浓度色彩形成的彩色图案的瓷质板材在墙地面、家具、橱柜、台面板等饰面材料的应用需求也越来越多,特别是陶瓷板材的图案层具有如同色彩自然流动形成的图案,其越来越受年轻人的追捧。
3.目前,业内不断改进陶瓷板材的图案形成方式,其中广泛采用的是陶瓷喷墨机喷印或喷墨渗透,但由于喷头孔径有大小限制及色料固含量,且墨水需要防沉淀而不能过高,而使形成图案的色彩在浓度和纯度方面受限,无法实现新的突破。近年来,各陶瓷板材生产者和研究者逐渐将研究方向转向高纯度和高浓度色彩的瓷砖板材的生产制造。
4.cn 107935387 a公开了一种多片状干粒釉、片状干粒釉布料仿石砖及其制备方法,所述多彩片状干粒釉制备方法包括:将不同颜色的釉浆混合形成多彩釉浆淋在托盘中,干燥后得到多彩泥浆层,将所述多彩泥浆层破碎,过筛后成为多彩片状干粒釉。将多彩片状干粒釉分层次按既设图案布在坯料上,布料后,经过初次预压、喷印、再次压制和烧制即获得片状干粒釉布料仿石砖,其图案逼真、层次丰富、纹理自然、立体感和颗粒感强。虽然该专利申请所制备的瓷砖具有多种色彩,但整个瓷砖的釉浆层色彩形式简单,无法满足多元化需求。
5.cn 111559909 a公开了一种节省打印墨水的多彩釉面砖制备方法及多彩釉面砖,其包括将多种图案信息上传至布料系统和喷墨打印机;制备第一粉料和第二粉料,并将第二粉料与色料混合,得到多种面料粉料;布料系统根据图案信息布料,形成粉料集合体;压成得到生坯;在生坯侧面形成标记,烘干生坯,施底釉,读取标记,并打印相应的装饰图案,施面釉,烧成即可。该专利申请菜用二次布料和喷墨打印的技术路线生产多彩釉面砖,其中,二次布料过程中在面料层形成一次装饰图案、印刷过程中形成二次装饰图案,一次装饰图案与二次装饰图案相互衬托、重叠,共同组成装饰图案。可见该专利申请需要严格控制布料过程以使两次布料图案能够相互衬托和重叠,且在色彩浓度和纯度方面没有相关描述。
6.近年来,也有陶瓷生产者改进施淋设备,通过施淋多种色彩浆料来制备具有各种色彩的瓷质板材。如cn105819902a公开了一种多层混合淋浆的钟罩淋浆装置及制备瓷砖的方法,所述多层混合淋浆的钟罩淋浆装置包括多层储浆罐和淋浆钟罩,所述多层储浆罐设置于所述淋浆钟罩上方,所述多层储浆罐由若干个不同直径的罐体套设组成;所述罐体包括注浆口和柱形出浆口,所述注浆口设置于所述罐体的侧壁或顶部,所述柱形出浆口设置于所述罐体底部,所述淋浆钟罩位于所述柱形出浆口的正下方。该装置将不同色彩的浆料在相对应的柱形出浆口一同涌出互混,互混后落到下层钟罩,或互混后进入到溢流槽,虽然
能得到具有色彩差异的混色图案,但众所周知浆料含水率都在30%左右,即使在静止状态中滴落在表面都会开始相互渗透交混,所以通过人为地出口交叉互混或再经溢流槽互混,其所得到的色彩必定是已经混合过度的,不能得到层次鲜明差异的多色彩效果,也不能达到精细控制色彩呈现的效果,其色彩层次立体感平淡。
7.迄今为止,尽管陶瓷生产者和研究者着重将研究方向转向色彩高浓度和高纯度的个性化瓷质板材的生产,但目前还没有一种色彩高浓度且高纯度的瓷质板材上市。
技术实现要素:
8.鉴于现有瓷质板材在色彩鲜艳度、纯度和饱和度方面的不足,本发明通过实时混色实时使用的动态循环施淋多种色彩的浆料,获得具有色彩鲜艳度高、纯度高、浓度高,且耐磨度高的多彩瓷质板材。此外,所制备的瓷质板材的色彩由于采用浆流体实时动态施淋,呈现的图案而具有流动感,且同时所述瓷质板材既具有可明显不同的色区,又有可控的色彩交融过渡区,满足了人们对装饰陶瓷板材的多元化需求。
9.为实现上述发明目的,本发明采取的技术方案如下:在本发明的第一方面,提供一种多彩瓷质板材,其从下至上依次包括坯体层和多彩浆料层,所述多彩浆料层包括主色图案区、配色图案区和交融过渡区,所述主色图案区由主色浆料形成,所述配色图案区由配色浆料形成,所述交融过渡区由主色浆料和至少1种配色浆料相混形成;所述主色浆料和所述配色浆料是由白色浆料作为基础浆料,再添加色料调配而成;所述白色浆料与坯体层的化学成分相似度为80
‑
100%;所述多彩浆料层的厚度为0.1~2mm。
10.优选地,所述交融过渡区中,所述主色浆料与所述配色浆料的重量比为(70
‑
99):(1
‑
30);所述交融过渡区具有彩色纹理图案,所述交融过渡区占所述多彩浆料层的面积为1
‑
80%,所述交融过渡区的宽度为5
‑
100mm。
11.优选地,所述彩色纹理图案为凹凸纹理、视觉亮哑的光影、流淌形成的线状、条纹状中的至少一种。
12.本发明提供多彩瓷质板材在制备过程中主色浆料和配色浆料存在相互交融混合的过程,彩色纹理图案,淋施坯体的过程中,随着坯体的传输形成了类似水流状的配色图案区和交融过渡区,从而使本发明瓷质板材呈现出不同的色彩和线条状的装饰效果,纹理丰富多样、风格不一、效果清晰逼真,进而增加了装饰效果的多样。
13.虽然现有技术中有采用有色釉料再覆盖透明釉来制作纯色釉面瓷质板材制品的方法,但并没有通过不同彩色釉料的流动形成彩色纹理的瓷质板材,且在进行抛光时,覆盖在表面的透明釉至少要超过0.2mm厚度方可抛光成平面才不会穿底,这样一来,由透明釉料形成表面的瓷质板材由于以玻璃相为主的质地表面,众所周知,这种釉面再抛光的制品,因为要使其色彩图案层效果呈现更好,上层覆盖的釉料必须是越透明越好,但釉料越透明其必然是要求材质中的玻璃相越多,而玻璃相的特点是强度低,热稳定性差,表面耐磨性低,如果抛光及生产控制不好,还容易有抛黄、色差等诸多质量问题产生。但本发明提供的瓷质板材可直接抛光,无需像釉面陶瓷制品工艺,需要在表面再覆盖至少0.2mm以上透明釉层,再烧成后抛光。本发明的主色浆料和配色浆料与坯体层的化学成分相似度高达80%以上,直接装饰在坯体表面,无需再覆盖透明釉层,这一方面大大节约了釉料工艺的高成本,另一方面也无需担心因透明釉层通透性与耐磨性相矛盾的问题,而直接得到高耐磨高理化性能
效果,并且直接呈现在表面的色彩比釉下彩更真实,更有厚重感的多彩瓷质板材。
14.优选地,在本发明所述的多彩瓷质板材中,所述交融过渡区的彩色纹理图案层为凹凸纹理、视觉亮哑的光影、流尚形成的线状或条纹状。所述主色浆料和配色浆料未经均匀混合淋施到运动中的坯体层上形成具有类似液体流动感的装饰效果,相应形成的配色图案区和所述交融过渡区的形状为条状或线状,似波纹状起起伏伏,生动自然,清晰多样。
15.优选地,在本发明多彩瓷质板材中,所述交融过渡区的宽度为5
‑
100mm。在本发明中,所述交融过渡区的宽度是指沿所述瓷质板材的长度方向上设置的交融过渡区的最大宽窄程度。所述主色浆料和配色浆料淋落速度、角度、落浆量、坯体层的运动速度均对交融过渡区的宽度产生影响,具有一定宽度的交融过渡区,呈现出交融而不完全均匀互混的似水流动感的图案形态,纹理犹如自然生长地交融,自然生动。
16.优选地,在本发明多彩瓷质板材中,所述交融过渡区的覆盖面积占所述多彩浆料层的面积的1
‑
80%。所述主色浆料和所述配色浆料的重量比、施淋速度、角度等都会影响交融过渡区的覆盖面积,其覆盖面积的大小均可根据消费者的喜好进行定制,更灵活地满足消费者的多元化需求。
17.优选地,在本发明多彩瓷质板材中,所述多彩浆料层的厚度为0.1
‑
2mm。本发明的主色浆料和配色浆料与坯体层的化学成分相似度高,直接装饰在坯体表面,无需再覆盖透明釉层,直接呈现表面的色彩,也可直接对多彩浆料层进行抛光。
18.优选地,所述基础浆料与坯体层的的化学成分相似度为85
‑
99%。所述主色浆料和所述配色浆料与坯体层的坯浆同体系相匹配的配方设计,保证了坯体层及多彩浆料层在烧制过程中膨胀系数及熔融等性能更趋于一致,保证了瓷质板材的各层收缩一致性,板材平整度更可控,而板材的平整度对后续工艺的抛光、二次加工中的切割应力的均匀释放等起着非常关键的作用。
19.优选地,在本发明多彩瓷质板材中,所述配色浆料的色彩为白色、红色、黑色、黄色、橙色、蓝色或其他颜色中的一种或多种,更优选地,所述配色浆料的色彩数量为两种以上。所述多种色彩的配色浆料与主色浆料相互配合形成多彩浆层,色彩更丰富,图案更多样。
20.优选地,在本发明多彩瓷质板材中,所述主色浆料的色彩为白色、红色、黑色、黄色、橙色、蓝色或其他颜色中的一种。
21.所述色彩所采用的色料均是本领域常规色料,其用量和种类均是本领域常规,在此不做过多阐述,本领域人员可根据实际需要选择相应的色料并调控其添加量。
22.优选地,所述坯体层的化学组成按重量百分比为:
[0023][0024][0025]
所述基础浆料的化学组成按重量百分比为:
[0026][0027]
优选地,所述多彩瓷质板材表面是抛光平面或者是光度在0
‑
30度未抛磨的哑面或者是轻微刷抛面;所述多彩瓷质板材的表面还含有陶瓷墨水喷墨打印的色区。
[0028]
上述坯体层和基础浆料的高硅高铝的配方使得制品在高温烧制过程中石英、莫来石等晶体更多的形成,且以钾钠为主的助融成分和少量钙镁组成,保证了瓷质板材的表面弹性,同时又增加了钙长石、堇青石等晶体形成。相比较于釉面板材低硅低铝的玻璃相表面来说,本发明多彩瓷质板材具有更佳的机械强度、硬度、耐磨度及耐化学侵蚀性。
[0029]
优选地,在本发明多彩瓷质板材中,所述主色浆料和所述配色浆料还包括具有闪光、珠光、亮光、亚光、有色干粒等釉料粒子,增加主色浆料和配色浆料的多样性,以实现所述多彩浆料层更具有美轮美奂的外观,装饰效果更佳。
[0030]
优选地,在本发明多彩瓷质板材中,所述瓷质板材在所述多彩浆料层上还设置由陶瓷墨水喷墨打印的喷印图案区,所述喷印图案区可全部或者部分涂覆于所述多彩浆料层的表面,以与所述多彩浆料层的图案区相互呼应,使产品更丰富多样。
[0031]
优选地,所述瓷质板材的表面叠加由功能墨水产生的凹凸纹理/或视觉亮哑的光影效果/或这些的一种或两种兼具的功能层,以使所述瓷质板材更具立体感。
[0032]
优选地,在本发明多彩瓷质板材中,所述瓷质板材的表面为光泽度为90
‑
98
°
的亮光面、光泽度为5
‑
30
°
的亚光面或者光泽度为30
‑
80的柔光面,以满足不同场合的使用要求。
[0033]
优选地,在本发明多彩瓷质板材中,所述多彩浆料层的表面还设置有通过喷印光
泽功能墨水的功能层,部分或者全部覆盖所述多彩浆料层。所述光泽墨水产生的视觉上的亮哑的光影效果所述瓷质板材有更多的视觉效果,装饰感更强。
[0034]
优选地,在本发明多彩瓷质板材中,所述坯体层的表面设置凹凸纹理。在不同平面或者凹凸纹路的坯体层表面淋施浆料可得到更多不同的装饰效果,配合多彩浆料层的厚度设置,从而使板材表面的装饰立体感更强。
[0035]
本发明多彩瓷质板材高耐磨,且又具有鲜艳度高,色彩纯度高及色彩浓度高的特点,同时由主色浆料和配色浆料形成的流动感的交融过渡区装饰效果强、纹理丰富多样不单一,非常符合当下的多元化需求。
[0036]
基于同一发明构思,在本发明的第二方面,本发明提供一种上述多彩瓷质板材的制备方法,制得的瓷质板材呈现出不同的色彩和类似不同液体一起流动的装饰效果,具有液体流动感,似波纹状起起伏伏,生动自然纹理丰富多样、风格不一、效果清晰逼真,进而增加了装饰效果的多样性,使得瓷质板材更好地在家具面板、台面板、饰板材等领域方面应用,为设计师提供更多更好的素材来源。
[0037]
为实现上述发明目的,本发明采取的技术方案如下:
[0038]
一种制备所述多彩瓷质板材的方法,包括如下步骤
[0039]
(1)备料与配色:准备坯体料、基础浆料和色料,并在基础浆料中添加色料分别调配成主色浆料和配色浆料,然后将所述主色浆料和所述配色浆料分别放置于主色储浆罐和配色储浆罐中,若主色浆料为白色,则基础浆料作为主色浆料;
[0040]
(2)坯体制备:将坯体料制成坯体并干燥;
[0041]
(3)浆料布置:将主色储浆罐与主色下浆组件连通,同时将配色储浆罐与配色下浆组件连通,且所述主色下浆组件和所述配色下浆组件位于钟罩式施淋装置的淋浆钟罩的上方,所述钟罩式施淋装置的淋浆钟罩上设置接浆器。
[0042]
(4)浆料淋施:将所述主色浆料从主色储浆罐中流入主色下浆组件中并注入到位于钟罩式施淋装置的淋浆钟罩上的接浆器中,待所述主色浆料从所述接浆器溢出时将所述配色浆料从配色储浆罐中流入配色下浆组件中并落入到接浆器中,所述主色浆料和配色浆料沿着淋浆钟罩的表面顺流形成浆幕,随后淋施到位于钟罩式施淋装置下方的坯体表面,其中所述坯体相对于浆幕运动;
[0043]
(5)二次干燥:将已完成浆料施淋坯体再次进行干燥;
[0044]
(6)烧制:将已完成二次干燥的坯体进行烧制即获得所述多彩瓷质板材;
[0045]
所述步骤(2)和所述步骤(3)的顺序可互换。
[0046]
本发明制备方法使不同的色彩的浆料沿着淋浆钟罩的表面从高点位置向一定区域的四周低点位置扩散流动,产生了在流动的过程中交融而又不完全均匀互混的流动感图案的形态,犹如自然生长过程的相互交融,施淋到坯体后在坯体表面呈现出似不同液体一起流动的流动感的图案。
[0047]
优选地,在上述制备方法中,在所述步骤(1)中色料为本领域中常规添加的色料,如蓝色色料、红色色料、橙色色料等常规色料,其添加量和组成成分也都是本领域公知的。
[0048]
优选地,在上述制备方法中,在所述步骤(1)中所述基础浆料调配主色浆料和配色浆料时还可添加其他助剂。
[0049]
优选地,在上述制备方法中,所述主色浆料注入所述接浆器中的速度和量均大于
所述配色浆料落入的速度和量。所述配色浆料随着所述主色浆料一起沿着淋浆钟罩的侧表面顺流,当主色浆料的注浆速度和注浆量大于配色浆料的落浆速度和落浆量时,主色浆料带动配色浆料顺流运动,所形成交融过渡区所占的面积会大,更具有液体流动感。
[0050]
优选地,在上述制备方法中,所述配色浆料的落入方式为不连续的方式如点滴落入或为连续的方式如流体状落入。当配色浆料采用逐滴的方式进行落浆时,所述主色浆料与所述配色浆料相互交融的程度更大,在坯体层表面形成的交融过渡区更生动自然。
[0051]
优选地,在上述制备方法中,所述步骤(2)中进行干燥时最高温度250℃。在该干燥过程中,干燥温度不宜过高,以免坯体出现龟裂现象;干燥时间不宜过长,以避免坯体的含水量太低而使主色浆料和配色浆料的施淋效果不好。
[0052]
优选地,在上述制备方法中,所述步骤(3)中所述配色下浆组件的数量为一个以上,所述配色储浆罐的数量也可为一个以上。所述配色储浆罐的数量根据所制备的瓷质板材的多彩浆料层的图案而定,如果配色浆料的种类为多种时,那么配色储浆罐的数量肯定为多个,但是若配色浆料的种类为1种时配色下浆组件的数量也可能因为多彩浆料层的图案需求而设置为多个。
[0053]
优选地,在上述制备方法中,所述步骤(3)中所述配色浆料是在当所述接浆器中的主色浆料的液面与所述接浆器的端面接触时即所述主色浆料从所述接浆器开始溢出时开始落入。
[0054]
优选地,在上述制备方法中,所述步骤(3)中所述配色浆料的落入位置靠近所述接浆器的器壁,这样所述配色浆料与主色浆料在淋浆钟罩表面有更多的流程。
[0055]
优选地,在上述制备方法中,所述接浆器上设置溢流缺口。在当所述接浆器中的主色浆料的液面与所述溢流缺口接触时即所述主色浆料从所述接浆器溢出时所述配色浆料进行落入,所述配色浆料随着所述主色浆料一起沿淋浆钟罩的表面以顺流形成浆幕,所述溢流缺口的大小与所生产的板材的宽度有关,当板材的宽度大时,溢流缺口也应按比例加大,反之减少。实际使用时,应根据生产的实际情况来设定溢流缺口的尺寸,以使所形成的浆幕能够完全覆盖板材。
[0056]
优选地,在上述制备方法中,当所述接浆器设置有溢流缺口时,所述配色浆料的落入位置靠近所述溢流缺口,且在当所述接浆器中的主色浆料的液面与所述溢流缺口接触时即所述主色浆料从所述溢流缺口溢出时落入。当所述配色浆料落入时,所述配色浆料立即随着所述主色浆料一起沿淋浆钟罩的表面顺流形成浆幕,以致产生的图案更具流动感。
[0057]
优选地,在上述制备方法中,所述溢流缺口为平滑弧形,以使溢出的浆料能够形成更大的浆幕。
[0058]
优选地,在上述制备方法中,所述接浆器的内腔设置分隔板,所述分隔板将所述接浆器分隔成两个连通的区域,分别为主色注浆区和溢流区,其中若所述接浆器设置所述溢流缺口则所述溢流缺口位于所述溢流区一侧,所述主色浆料注入至所述接浆器的主色注浆区中并涌进接浆器的另一个区域溢流区中,带动配色浆料沿着淋浆钟罩表面形成浆幕。
[0059]
更优选地,在上述制备方法中,所述主色注浆区和溢流区为两个底部连同的区域。所述主色浆料注入至主色注浆区并从底部进入溢流区,待主色浆料的液面与所述接浆器的端面接触或者与所述接浆器的溢流缺口接触时即待所述主色浆料从所述溢流缺口溢出时,所述配色浆料立即随着所述主色浆料一起沿淋浆钟罩的表面顺流形成浆幕,在淋浆钟罩的
表面时主色浆料与配色浆料随着混流产生了不均匀互混,以致产生的图案更具流动感。
[0060]
这种在接浆器内分设主色注浆区与溢流区的创新设计,一方面,保证了主色浆料在主色注浆区注入,从而减少了浆料注入时的波动,而另一方面,一定深度的中间分隔板保证了主色浆料在注入后通过下方的连通区域在再溢流区呈现一个往上往外溢流的循环动力,使得表面浆料不易下沉,这也正是保证了配色浆料只注落在主体色浆料表面而不下沉相混的原理所在。另外,因为溢流是在表面的溢流区进行,所以当中间分隔板专门分隔出溢流区承接配色浆料时专有的溢流区保证了色彩浆料不会在整个接浆器里无序扩散和滞留时间长从而难以外溢的状况发生。
[0061]
优选地,在上述制备方法中,所述分隔板在所述接浆器中的深度为所述接浆器的内腔的深度的二分之一至十分之九,最优选所述分隔板在所述接浆器中的深度最少为10
‑
100mm,所述分隔板在所述接浆器中的深度大时,主色浆料在注入时会显著减少浆料波动。
[0062]
优选地,所述淋浆钟罩的表面上设有挡浆组件,所述挡浆组件包括边围挡板以及两个挡浆板,两个所述挡浆板沿所述接浆器的上沿至下沿的方向设置在所述接浆器的侧壁上,且两个所述挡浆板形成导浆区,所述边围挡板一体凸设或连接于所述接浆器上以围挡所述接浆器溢出的浆料并将溢出的浆料导流至所述导浆区。
[0063]
优选地,所述边围挡板设置在所述主色注浆区的上端面,所述连接板用于阻挡所述主色浆料从所述主色注浆区溢出,所述挡浆板的上端设置在接浆器主色注浆区和配色注浆区的连接处的外壁上。
[0064]
优选地,两个挡浆板的延长线的夹角为a,其中0<a≤180
°
,所述两个挡浆板和边围挡板均可由柔性材料制成,两个挡浆板的底面与接浆器的表面密封贴合设置,使浆料于挡浆板间沿着接浆器的表面向下流动至淋浆钟罩的表面。
[0065]
优选地,所述挡浆板和边围挡板的下表面设有橡胶层以使所述挡浆组件和接浆器紧密接触。此外,生产厂家还可根据图案的要求更换浆料下落的方向,仅仅是将挡浆组件拆下安装在想要的位置即可。
[0066]
优选地,所述淋浆钟罩的表面上设有至少两个挡浆条,由淋浆钟罩的上沿至下沿延伸设置,其采用柔性材料制成,所述挡浆条的底面与淋浆钟罩的表面密封贴合设置,使浆料于挡浆条间沿着淋浆钟罩的表面向下流动,以形成垂直下落的浆幕。优选地,挡浆条延伸出淋浆钟罩的底边,更优选地,挡浆条呈长条形,挡浆条的横截面由宽到窄,设于淋浆钟罩的表面的两条挡浆条相对的一面为窄面,且宽面到窄面之间形成的弧形面,进一步优选地,挡浆条的底面设有粘性层,粘性层采用无痕胶或丁基防水胶制成,所述挡浆条通过粘性层与淋浆钟罩的表面密封贴。
[0067]
优选地,所述挡浆条设置两个,两个挡浆条与两个所述挡浆板分别连接设置。
[0068]
更优选地,所述挡浆条的上端部与所述挡浆板的下端部连接设置,或所述挡浆条的上端部与所述挡浆板的内侧壁或外侧壁连接。
[0069]
优选地,在上述制备方法中,所述接浆器的形状可为圆柱形也可为其他形状如扇形体、环形体等,不同的形状的接浆器产生的图案也各有不同,从而使图案丰富多样。
[0070]
优选地,在上述制备方法中,所述步骤(4)中的主色下浆组件和配色下浆组件可相对于所述接浆器运动也可固定不动,若运动,则运动形式可为圆弧式往复运动、直线往复运动、旋转运动,等等中的一种,从而可生产多种风格的瓷质板材。。
[0071]
优选地,在上述制备方法中,所述步骤(4)可进行两次或多次进行浆料淋施以实现多层浆料叠加的效果。即所述步骤(4)的坯体采用二次施淋/或多次施淋的方法多层浆料叠加的效果
[0072]
优选地,在上述制备方法中,所述步骤(4)和(5)可反复进行两次以上,以实现浆料叠加的效果,满足多元化需求。
[0073]
优选地,在上述制备方法中,所述步骤(5)中二次干燥的条件为:在60
‑
250℃,优选100
‑
220℃的温度条件下干燥10
‑
60分钟,优选20
‑
40分钟,所述干燥条件的设置具体以实际生产情况进行设置。
[0074]
优选地,在上述制备方法中,所述步骤(6)中烧制的条件为在1000
‑
1300℃,优选1140
‑
1250℃的温度条件下干燥40
‑
120分钟,优选60
‑
90分钟,所述烧制条件的设置与坯体和浆料的组成,实际需求等有关,具体参数根据实际生产情况进行设置。
[0075]
优选地,上述制备方法还包括步骤(7):对烧制后的瓷质板材进行磨边和/或抛光,以满足各种需求。
[0076]
优选地,在上述制备方法中,所述步骤(5)和步骤(6)之间还包括喷墨打印,即将烧制后的瓷质板材传送进生产线的陶瓷喷墨机工位在其表面喷印陶瓷墨水的数码图案,以使制得板材表面含有陶瓷喷墨的彩色图案。换言之,所述步骤(5)与步骤(6)之间还包括在其板材表面喷印渗透墨水、常规陶瓷墨水或功能墨水中的至少一种。
[0077]
本发明采用的基础浆料与坯体配方相匹配,同时利用便捷的溢流特性的创新方法,可通过一次或二次甚至多次淋浆,从而使多彩浆料层可达到一定的浆料厚度层,高温熔融,烧结致密,可直接抛光,无需像釉面陶瓷制品工艺要在表面再覆盖至少0.2mm以上透明釉层后烧成后再抛光,这种釉面再抛光的制品,因为要使其下色彩图案层效果呈现更好的话,上层覆盖的釉料必须是越透明越好,但釉料越透明其必然是要求材质中的玻璃相越多,而玻璃相的特点就是强度低,热稳定性不好,表面耐磨性也不好,如果抛光及生产控制不好,还容易有抛黄、色差等诸多质量问题。然而,本发明的主色浆料和配色浆料是直接装饰在坯体表面,且与坯体的化学组成相似度很高,无需再覆盖透明釉层,这一方面大大节约了透明釉料的高成本,另一方面也无需担心因透明釉层通透性与耐磨性相矛盾的问题。本发明瓷质板材的多彩浆料层直接具备高耐磨高理化性能效果,并且色彩直接呈现在表面,其色彩比釉下彩更真实,更有厚重感,纯度、浓度和鲜艳度都较高,同时由主色浆料和配色浆料形成的流动感的交融过渡区装饰效果强、纹理丰富多样不单一,非常符合当下的多元化需求,这也是本发明所需要的的效果。
[0078]
与现有技术相比,本发明具有以下有益效果:
[0079]
1、本发明瓷质板材为高硅铝含量的耐磨性质优良的瓷质板材木,其具有液体流动感又有多色彩图案效果,该流动的装饰效果是由主色浆料和配色浆料通过在淋浆钟罩上流动过程中产生的部分交融互混的现象而在坯体层表面呈现出这种流动感的图案形状。此外,本发明的瓷质板材色彩丰富,浓度和纯度均较高,这是因为本发明的色彩是可以直接采用任意现有的陶瓷色料即可直接与基础浆料调配而不受限制,故而本发明的色彩更丰富,可以很高的浓度直接使用并呈现在板材表面,从而使色彩高纯度、高浓度的彩色瓷质板材制作成为了现实。另外,由于的本发明技术方案实现了不同色彩的可控的随机的实时流动态交融互混,从而使彩色浆料形成的图案更加丰富多样、自然和有动感。
[0080]
2、本发明采用的基础浆料与坯体层配方相匹配,采用了高硅铝设计并配合钾、钠、钙、镁等材料的使用,使得多彩浆料层的晶相比较于现有釉面产品的表面,更加耐磨,实用性与耐用性大大加强。同时本发明采用便捷的溢流特性的创新方法,并可通过一次或二次甚至多次施淋材料有浆料,淋施到坯体上的多彩浆料达到一定的厚度,高温熔融,烧结致密,之后可直接抛光,无需像现有的釉面陶瓷制品需要在表面再覆盖至少0.2mm以上透明釉层后烧成后方可抛光,而且这种釉面再抛光的制品,因为要使其下色彩图案层效果呈现更好的话,上层覆盖的透明釉料必须是越透明越好,但透明釉料越透明其必然是要求材质中的玻璃相越多,而玻璃相的特点就是强度低,热稳定性差,耐磨性也差,且若抛光及生产控制不好,还容易有抛黄、色差等诸多质量问题。然而本发明的多彩浆料淋施在坯体表面,其成分与坯体的成分相似,特定的配方设计,无需再覆盖透明釉层,这一方面大大节约了透明釉料的高成本,另一方面也无需担心因透明釉层通透性与耐磨性相矛盾的问题。本发明瓷质板材的多彩浆料层直接具备高耐磨高理化性能效果,并且色彩直接呈现在表面,其色彩比釉下彩更真实,更有厚重感,纯度、浓度和鲜艳度都较高。
[0081]
3、本发明通过设定已在接浆器注满主体色浆料的浆面上持续或间歇性地落入配色浆料,同时设置注落频率、位置、角度、浆量、时间长短等参数,以使不同色彩浆料向外溢出至淋浆钟罩表面的动态过程中,因淋浆钟罩表面面结构使得浆料在高点位置向一定区域的四周低点位置扩散流动的过程中产生了交流而又不完全均匀互混的流状图案的形态,;犹如自然生长过程的相互交融,更能呈现自然随机的效果,在坯体层表面产生了类似多种不同液体相互流动交融产生的流动感的装饰效果,纹理丰富,变化多端,具有十分预料不到的美感,这是本发明通过集成准备件设计、材料性能设计、工艺参数设计而实现的整体图案纹理的可控而又随机自然的效果。且整体图案效果是通过下浆组件及相关参数的设定来控制形成,可以不同批次地生产风格相同的瓷质板材,且生产质量稳定可靠,这是本发明的鲜明创造性所在,其解决了现有技术直接下落在淋浆钟罩表面而影响原已在淋浆钟罩表面上形成的浆幕的局部区域的流速和形态变化,从而使整个下落施淋的浆幕的均匀性发生变化,进而在坯体的表面的浆料层凹凸不平,并由此引起烧制后的质量缺陷的技术难题。
[0082]
4、本发明施淋多彩浆料的方法可以在厚度达3mm及以上的大规格板材坯体上实施,从而制得例如800*2600*4.5mm的大规格超薄彩色耐磨瓷面的陶瓷板材,以使在墙面、柜面等饰面板材的市场应用上有更多选材,扩大市场的多元化。此外,本发明的方法不仅仅可以用于制备大规格瓷质板材,也可以制备中小规格的瓷质板材,且不局限于瓷质板材。
附图说明
[0083]
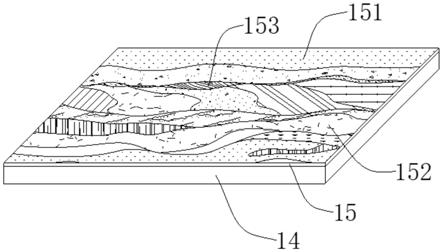
图1是本发明多彩瓷质板材的结构示意图;
[0084]
图2是本发明制备实施例1和2生产多彩瓷质板材的钟罩式施淋装置的结构示意图;
[0085]
图3是本发明制备实施例1中制备多彩瓷质板材的钟罩式施淋装置进行施淋的局部示意图;
[0086]
图4是图3中所示的施淋过程的部分设备的局部剖面示意图;
[0087]
图5是图4中b处的放大图;
[0088]
图6是图4中的施淋过程的俯视图;
[0089]
图7是制备实施例1制备的多彩瓷质板材的正面照片,
[0090]
图8是制备实施例2制备的多彩瓷质板材的正面照片。
[0091]
其中,各附图标记所指代的技术特征如下:
[0092]
1、坯体输送装置;11、输送支架;12、输送设备;13、坯体载体;2、淋浆装置;21、淋浆支撑架;22、淋浆钟罩;23、接浆器;231、分隔板;232、主色注浆区;233溢流区;3、下浆装置;31、主色下浆组件;32、配色下浆组件;33、下浆支架;321、第一配色下浆组件;322、第二配色下浆组件;323、第三配色下浆组件;324、第四配色下浆组件;4、挡浆组件;41、挡浆板;42、边围挡板;5、坯体;6、主色浆料在淋浆钟罩22中顺流的状态图;7、配色浆料在淋浆钟罩22中顺流的状态;8、主色浆料与配色浆料在淋浆钟罩22中顺流过程中互混的状态;9、主色浆料与配色浆料淋施到坯体5的表面形成的图案;10、挡浆条;14、坯体层;15、多彩浆料层;151、主色图案区;152、配色图案区;153、交融过渡区。
具体实施方式
[0093]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图和实施例对本发明进行进一步详细说明,但本发明要求保护的范围并不局限于下述具体实施例。
[0094]
参考图1,本发明公开了一种多彩瓷质板材,其从下到上依次包括坯体层14和多彩浆料层15,其中,所述多彩浆料层包括主色图案区151、配色图案区152和交融过渡区153,所述主色图案区151由主色浆料形成,所述配色图案区152由配色浆料形成,所述交融过渡区153由主色浆料和至少1种配色浆料相混形成;所述主色浆料和所述配色浆料是由白色浆料作为基础浆料,再添加色料调配而成;所述白色浆料与坯体层的化学成分相似度为80
‑
100%;所述多彩浆料层的厚度为0.1~2mm。
[0095]
在图1中,所述配色图案区152和所述交融过渡区153具有流动感装饰效果。
[0096]
所述交融过渡区153的宽度可为5
‑
100mm。所述交融过渡区153的宽度是指沿所述瓷质板材的长度方向上设置的交融过渡区153的最大宽窄程度。所述主色浆料和配色浆料淋落速度、角度、落浆量、坯体层的运动速度均对交融过渡区的宽度产生影响,具有一定宽度的交融过渡区,呈现出交融而不完全均匀互混的似水流动感的图案的形态,纹理犹如自然生长地交融,自然生动。
[0097]
所述交融过渡区153的覆盖面积可根据图案设计进行调整,可占所述多彩浆料层15的面积的1
‑
80%。所述主色浆料和所述配色浆料的比例、施淋速度、角度等都会影响交融过渡区的覆盖面积,其覆盖面积的大小均可根据消费者的喜好进行定制,更灵活地满足消费者的多元化需求。
[0098]
所述多彩浆料层15的厚度可根据具体情况进行设置,可为0.1
‑
2mm。所述主色浆料和配色浆料与坯体层的化学成分相似度高比较高,直接装饰在坯体表面,无需再覆盖透明釉层,直接呈现表面的色彩,也可直接对多彩浆料层进行抛光,具有一定厚度的多彩浆料层可直接抛光。
[0099]
所述主色浆料的色彩可为白色、红色、黑色、黄色、橙色、蓝色或其他颜色中的一种。
[0100]
所述配色浆料的色彩可为白色、红色、黑色、黄色、橙色、蓝色或其他颜色中的一种或多种,所述配色浆料的色彩数量可为两种以上。所述多种色彩的配色浆料与主色浆料相
互配合形成多彩浆料层,色彩更丰富,图案更多样。
[0101]
所述色彩所采用的色料均是本领域常规色料,其用量和种类均是本领域常规,在此不做过多阐述,本领域人员可根据实际需要选择相应的色料并调控其添加量。
[0102]
所述坯体层14的化学组成为:按重量百分比计,
[0103][0104]
所述基础浆料的化学组成为:按重量百分比计,
[0105][0106]
上述坯体层和基础浆料的高硅高铝的配方使得制品在高温烧制过程中石英、莫来石等晶体更多的形成,且以钾钠为主的助融成分和少量钙镁组成,保证了瓷质板材的表面弹性,同时又增加了钙长石、堇青石等晶体形成。相比较于釉面板材低硅低铝的玻璃相表面来说,本发明多彩瓷质板材具有更佳的机械强度、硬度、耐磨度及耐化学侵蚀性。
[0107]
所述主色浆料和所述配色浆料还可包括具有闪光、珠光、亮光、亚光、有色干粒等釉料粒子,增加主色浆料和配色浆料的多样性,以实现所述多彩浆料层更具有美轮美奂的外观,装饰效果更佳。
[0108]
所述瓷质板材在所述多彩浆料层15上还可设置由陶瓷墨水喷墨打印的喷印图案区(图中未示出),所述喷印图案区可全部或者部分涂覆于所述多彩浆料层的表面,以与所述多彩浆料层的图案区相互呼应,使产品更丰富多样。
[0109]
所述瓷质板材的表面的光泽度可根据消费者求进行处理,其可为光泽度为90
‑
98
°
的亮光面、光泽度为5
‑
30
°
的亚光面或者光泽度为30
‑
80的柔光面,以满足不同场合的使用要求。
[0110]
所述瓷质板材在所述多彩浆料层15上还可设置由功能墨水产生的凹凸纹理或视觉亮哑的光影效果/或这些的一种或两种兼具的功能层,以使所述瓷质板材更具立体感。
[0111]
所述多彩浆料层15的表面还可设置有通过喷印光泽功能墨水的功能层,部分或者全部覆盖所述多彩浆料层。所述光泽墨水产生的视觉上的亮哑的光影效果所述瓷质板材有更多的视觉效果,装饰感更强。
[0112]
所述坯体层14的表面还可设置凹凸纹理。在不同平面或者凹凸纹路的坯体层表面淋施釉浆可得到更多不同的装饰效果,配合多彩浆料层的厚度设置,从而使板材表面的装饰立体感更强。
[0113]
本发明多彩瓷质板材高耐磨,且又具有鲜艳度高,色彩纯度高及色彩浓度高的特点,同时由主色浆料和配色浆料形成的流动感的交融过渡区153装饰效果强、纹理丰富多样不单一,非常符合当下的多元化需求。
[0114]
参考图2,在此对以下制备实施例1使用的钟罩式施淋装置的结构进行描述,所述钟罩式施淋装置从下到上依次包括坯体输送装置1、淋浆装置2和下浆装置3,其中,
[0115]
所述淋浆装置2包括淋浆钟罩22和接浆器23,其中,所述接浆器23位于所述淋浆钟罩22的外侧用于承接所述下浆装置3注入的浆料,所述淋浆钟罩22用于承接所述接浆器23溢出的浆料;
[0116]
所述下浆装置3位于所述淋浆钟罩22的上方,包括主色浆料下浆组件31和配色浆料下浆组件32,所述主色浆料下浆组件31将主色浆料注入至所述接浆器23中,所述配色浆料下浆组件32用于待所述主色浆料从所述接浆器23溢出时在所述主色浆料的表面落入配色浆料,以使所述配色浆料随所述主色浆料一起溢出;
[0117]
所述坯体输送装置1位于所述淋浆钟罩22的下方用于输送坯体5,所述淋浆钟罩22将溢出浆料施淋至所述坯体5的表面。
[0118]
所述淋浆装置2还包括淋浆支撑架21,所述淋浆钟罩22安装于所述淋浆支撑架21上。
[0119]
所述坯体输送装置1还包括输送支架11、输送设备12和坯体载体13,其中所述输送设备12安装于所述输送支架11上,所述坯体载体13置于所述输送设备12上用于承载坯体5,避免了坯体5与输送设备12直接接触而导致的坯体5受输送设备12产生的振动而产生位移的问题。
[0120]
所述下浆装置3还包括下浆支架33,所述下浆支架33安装所述主色下浆组件32和所述配色下浆组件32。
[0121]
所述淋浆钟罩22为整体呈向上突起的圆弧面形状。所述淋浆钟罩22的平滑的圆弧面有利于主色浆料和配色浆料平滑的顺流下来,减少浆料的波动,从而使所形成的图案更生动自然。
[0122]
所述主色浆料下浆组件31的数量为1个,而所述配色下浆组件32的数量为4个,分别为第一配色下浆组件321、第二配色下浆组件322、第三配色下浆组件323和第四配色下浆组件324,且这4个配色下浆组件32直线设置。
[0123]
所述主色浆料下浆组件31和所述配色浆料下浆组件32位于所述接浆器23的上方,所述主色浆料下浆组件31的出浆口位于所述接浆器12的内腔中。
[0124]
所述接浆器23包括相互连通的主色注浆区232和溢流区233;所述主色浆料下浆组
件31将主色浆料注入至所述主色注浆区232中,所述配色浆料下浆组件32将配色浆料落入至所述溢流区233中的主色浆料的表面。所述注浆器分为不同的区域可以更好地控制主色浆料和配色浆料的注入,从而控制主色浆料和配色浆料的相互交融过程。所述主色浆料下浆组件31和所述配色浆料下浆组件32分别位于所述接浆器23的主色注浆区232和溢流区233的正上方。其中,所述配色下浆组件32的出浆口的位置靠近所述接浆器23的溢流区233的器壁,所述配色浆料落入到所述接浆器23中,不会存在长时间的停留,就随着主色浆料溢出。
[0125]
所述接浆器23的内腔内设有分隔板231以将所述接浆器的内腔分隔成两个底部连通的区域,分别为主色注浆区232和溢流区233。
[0126]
所述主色浆料下浆组件31和所述配色浆料下浆组件32分别位于所述接浆器23的主色注浆区232和溢流区233的正上方。
[0127]
所述配色下浆组件32的出浆口的位置靠近所述接浆器23的溢流区233的器壁,所述配色浆料落入到所述接浆器23中,不会存在长时间的停留,就随着主色浆料溢出。
[0128]
所述接浆器23为圆柱体,位于所述淋浆钟罩22的顶部,这样会使主色浆料和配色浆料在淋浆钟罩22表面有更多的流程,从而使浆料互混的程度更大。如图2所示,所述接浆器23嵌设于所述淋浆钟罩22的表面。
[0129]
所述淋浆钟罩22的表面上还设有挡浆组件4,所述挡浆组件包括两个挡浆板41和边围挡板42,两个挡浆板41沿着所述接浆器23的上沿至下沿的方向设置在所述接浆器23的侧壁上,且两个所述挡浆板41形成导浆区,所述边围挡板42连接于所述接浆器23上以围挡所述接浆器23溢出的浆液并将溢出的浆液导流至所述导浆区。
[0130]
所述挡浆板41与接浆器23的表面相仿以使挡浆板41安装于所述接浆器23的表面上是非常契合。所述挡浆板41自主色注浆区232和溢流区的233交界的位置也即分隔板231的位置从接浆器23的上沿至下沿的方向设置,所述边围挡板42安装于主色注浆区232的端面上并在主色注浆区232和溢流区的233交界的位置与两个挡浆板41连接,这样设置的话,主色注浆区232的端面相当于加高,溢流区233的端面略低于主色注浆区232的端面并与边围挡板42一起形成溢流缺口,进而主色浆料和配色浆料自溢流缺口溢出,并在淋浆钟罩22的表面顺流形成浆幕淋施到坯体5上。
[0131]
在淋浆钟罩22的表面上设置两个挡浆条10,其由淋浆钟罩22的上沿至下沿延伸设置,其采用柔性材料制成,所述挡浆条10的底面与淋浆钟罩22的表面密封贴合设置,进而使浆料于挡浆条间沿着淋浆钟罩22的表面向下流动,以形成垂直下落的浆幕。在本实施例中,两个挡浆条10与两个所述挡浆板41分别连接设置,所述挡浆条10的上端部与所述挡浆板41的下端部连接设置。
[0132]
参考图3
‑
6,本实施例的钟罩式施淋装置在施淋浆料过程中,主色浆料先从主色下浆组件31注入到接浆器23中的主色注浆区232中,待所述接浆器2323中的主色浆料的液面与所述接浆器23的端面接触时,开始从配色下浆组件32落入配色浆料到所述接浆器23的溢流区233中,当所述配色浆料落入所述接浆器23中时,所述配色浆料立即随着所述主色浆料一起从接浆器23溢出,主色浆料与配色浆料在淋浆钟罩22的表面随着顺流产生了不均匀互混,落下淋浆钟罩22时形成浆幕,并淋施在下方的坯体输送装置1上输送坯体5的表面,并在坯体5表面产生具有流动感的图案9,犹如自然生长过程的相互交融,生动自然,丰富多样,
其中在所述接浆器23中,主色浆料的运动方向如图4和5所示,注入至所述接浆器22中,通过分隔板231底部的连通区域涌入至溢流区233中,在不断上涌的过程中,带动配色浆料涌出所述接浆器23,落至所述淋浆钟罩22的表面并顺流形成浆幕。附图标记6所示的为主色浆料在淋浆钟罩22中顺流的状态,附图标记7所示的为配色浆料在淋浆钟罩22中顺流的状态,附图标记8所示的为主色浆料与配色浆料在淋浆钟罩22中顺流过程中互混的状态,附图标记9所示的9为主色浆料与配色浆料淋施到坯体5的表面形成的图案,所述图案犹如不同种类液体一起流动形成的流动感的装饰效果,自然交融,具有意料不到的美感
[0133]
制备实施例
[0134]
制备实施例1
[0135]
在本实施例中,利用图2所示的钟罩式施淋装置制备多彩瓷质板材的规格为800mm*2600mm*4.6mm。具体制备过程如下:
[0136]
(1)选用高岭土、长石、石英等坭沙原料坯体料和各种彩色浆料;
[0137]
首先制备坯体层,称取如下重量的原料:超白砂2份,锦铝钠砂22.5份,中温铝砂6份,钾钠水磨料11份,球土26.5份,铝土4.5份,透辉石3份,叶腊石4份,高黏土2份,超白石粉10份,坭料8份,超白坭料1份,解胶剂0.3份,碱水剂0.3份,增强剂0.3份,将上述原料和水按3:1比例放入球磨机球磨,球磨后再由喷雾塔制得坯体料,粉料水分为6%,细度过100目筛<4%。所述坯体料的化学组成是二氧化硅65.11%、氧化铝21.92%、氧化钾1.92%、氧化钠3.09%、氧化钙1.04%、氧化镁0.81%、二氧化钛0.22%,氧化铁0.52%,其它为灼减和微量杂质;其中,在本实施例中所述坭料的组成成分,以重量百分比计,包括氧化铝21%、氧化硅65%、微量元素和灼减14%;所述解胶剂为解胶剂duramax d
‑
3019;所述碱水剂为硅酸钠;所述增强剂为醋酸乙烯酯。
[0138]
然后,制备白色主色浆料,称取如下重量的原料:水磨料38份,膨润土2份,透辉石5.8份,钾石粉7.2份,铝钠砂8.2份,叶腊石5份,精选滑石粒2.8份,硅酸锆2份,羧甲基纤维素钠0.06份,三聚磷酸钠0.15份。将上述原料与水以质量比3:1进放入球磨机中球磨,球磨后制成白色主色浆料,水分为28%,比重为1.8g/cm3,流速为50s,细度过325目筛<1%;其中,在本实施例中,所述水磨料的组成成分,以重量百分比计,为氧化硅70%、氧化铝15%、氧化钾7%、氧化钠8%。
[0139]
随后,制备配色浆料,向白色主色浆料中加入1%黄色色料调配出黄色浆料,在基础浆料中加入1%红色色料调配出红色浆料,设定所施淋的彩色浆料的组成是以90%基础浆料作为主体色浆料,5%黄色色浆和5%红色色浆作为配色配料;
[0140]
最后随后将主色浆料和配色浆料分别放置于主色储浆罐和2个配色储浆罐。
[0141]
(2)坯体制备,将步骤(1)准备的坯体料输送至成型压机中压制成坯体,其中坯体的厚度为4.4mm,长度为2600mm,宽度为800mm,压制成型后将坯体送入干燥窑中进行干燥,其中干燥窑温度为180℃,干燥时间为70分钟,经干燥后坯体的含水率为0.3%。
[0142]
(3)浆料布置,将主色储浆罐与主色下浆组件连通,同时将配色储浆罐与配色下浆组件32连通,其中第一配色下浆组件321和第三配色下浆组件323连通黄色配色浆料的配色储浆罐,第二配色下浆组件322和第四配色下浆组件配色下浆组件324连通红色配色浆料的配色储浆罐。
[0143]
步骤(4),浆料淋施:将所述主色浆料从主色储浆罐中流入主色下浆组件中并注入
到位于钟罩式施淋装置的淋浆钟罩33上的接浆器23的主色注浆232中,在此过程中由于不断的出浆动力作用下,主色注浆232的白色浆料从分隔板下的连通区域涌进溢流区233,并在整个溢流区233中保持从下往上的流动状态,待所述接浆器23中的主色浆料的液面与所述接浆器23的端面接触时,开始从第一配色下浆组件321和第三配色下浆组件323中和第二配色下浆组件322和第四配色下浆组件配色下浆组件324中的黄色配色浆料红色配色浆料以不连续的滴落方式落入到所述接浆器23的溢流区的白色浆料中,并随着所述白色主色浆料一起溢出,在淋浆钟罩33的表面时主色浆料与配色浆料随着顺流产生了不均匀互混,落下淋浆钟罩33时形成浆幕,完整地施淋在淋浆钟罩下方的坯体输送设备上输送而来的坯体5的表面,其中白色浆料、黄色浆料、红色浆料的注入的重量比为9:0.5:0.5,浆料在砖坯表面的施淋量为830g/m2。
[0144]
(5)二次干燥:将已完成浆料施淋坯体输送至180℃的干燥窑干燥25min。
[0145]
(6)烧制:将已完成二次干燥的坯体置于温度为1150℃的窑炉中烧制60min。即获得多彩瓷质板材,记为p1
[0146]
制备实施例2
[0147]
本制备实施例在仅此描述与制备实施例1的不同之处,其区别是配色浆料为蓝色和黄色,其中蓝色配料通过向白色浆料中加入1%蓝色色料调配出蓝色浆料,黄色配料通过向白色浆料中加入1%黄色色料调配出黄色浆料,所获得多彩瓷质板材记为p2。
[0148]
性能测试实施例
[0149]
将制备实施例1
‑
2制备的瓷质板材进行以下性能测试,测试标准如下,测试结果示于下表1中。
[0150]
吸水率:按照gb/t 23266
‑
2009 6.4规定的标准方法进行测试;
[0151]
断裂模数:按照gb/t 23266
‑
2009 6.5规定的标准方法进行测试;
[0152]
耐磨性:按照gb/t 23266
‑
2009 6.6规定的标准方法进行测试;
[0153]
抗热震性:按照gb/t 23266
‑
2009 6.7规定的标准方法进行测试;
[0154]
耐污染性:按照gb/t 3810.14
‑
2016规定的标准方法进行测试;
[0155]
放射性核素限量:按照gb 6566
‑
2010规定的标准方法进行测试。
[0156]
表1性能测试结果
[0157][0158]
很显然,本发明制备的瓷质板材的性能均符合国家市售板材的要求,耐磨性高,力学强度大,特别地放射性指标符合gb 6566
‑
2010标准中的a类装修材料要求,故而其使用范围没有过多的限制。另外,参考图7和8,二者分为制备实施例1和2制备的瓷质板材,可见所
制备的瓷质板材纹理丰富,生动自然,色彩鲜艳度、纯度和浓度均较高,图案具有液体流动的装饰效果,非常符合现代年轻人风格多变的要求。
[0159]
本发明制备的瓷质板材首先在多彩浆料层采用的彩色浆料在配方成分上采用与坯体配方匹配度高达80%~100%的高硅高铝配方体系,在高温烧结后产生的晶相物质更多,而常规的釉面砖为了达到更透明的效果,表层为透明釉料层,其化学组成按重量百分比组成为二氧化硅<50%、氧化铝<15%,硅铝成分含量少,以玻璃相成分为主,晶相物质大为减少,如下表2所示,本发明制备的瓷质板材的多彩浆料层的非晶相为77%
±
3%,晶相物质达到了20%以上,而普通透明釉料层的非晶相达到了97%~98%,晶相物质仅为2%~3%,行业公知,对于陶瓷制品来说非晶相物质就是玻璃相,玻璃相占比越多,其强度、耐磨性越低;而相反更高占比的晶相物质会使产品的硬度及耐磨度等物理性能更优异,如上表1所示,本发明瓷质板材的物理性能远超国家标准,更具实用性与耐用性。
[0160]
本发明充分地利用了主色浆料从下往上的溢流原理使配色浆料不会沉降到接浆器内的主色浆料中产生过度的交融混合,保证了配色浆料的色彩浓度,同时保证了最大完整性地不被主体色浆料同混,其色彩浓度保持更好,鲜艳度更好,且能在淋浆钟罩的表面将不同色彩的浆料能持续更多的流状图案的实时造型,实现更多色彩风格的变化,同时该种工艺方式与常规施淋方式一样,有效地保证了砖坯上浆面的平整,生产质量更稳定可控,这是目前市面上的现有技术方式所不能实现的。
[0161]
表2本发明多彩瓷质板材多彩浆料层与市售釉面砖的釉料层的物相半定量测定结果
[0162]
物相种类多彩浆料层釉料层石英15
±
21
±
0.5莫来石2.5
±
0.5——硅酸锆5
±
1——钾长石——1
±
0.5氧化锌——0.5非晶相77
±
397~98
[0163]
根据上述说明书的揭示和教导,本发明所属领域的技术人员还可以对上述实施方式进行变更和修改。因此,本发明并不局限于上面揭示和描述的具体实施方式,对发明的一些修改和变更也应当落入本发明的权利要求的保护范围内。此外,尽管本说明书中使用了一些特定的术语,但这些术语只是为了方便说明,并不对发明构成任何限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

