1.本实用新型属于半导体硅片加工辅助设备技术领域,尤其是涉及一种晶圆片研磨装置。
背景技术:
2.现有晶圆片减薄过程中,由于研磨装置结构设计不合理,导致研磨后的晶圆片表面划伤较多,同时由于磨损后的研磨颗粒经常被粘附在晶圆片与研磨台之间,在减薄过程中磨盘上的磨粒被磨掉,容易容易被附在磨盘面上,导致在晶圆片表面容易出现划伤或损裂,废品率较高,生产成本较大。
技术实现要素:
3.本实用新型提供一种晶圆片研磨装置,解决了现有技术中研磨后获得的晶圆片的质量不合格、废品率较高的技术问题。
4.为解决上述技术问题,本实用新型采用的技术方案是:
5.一种晶圆片研磨装置,包括:
6.若干用于放置晶圆片的研磨台;
7.用于对所述晶圆片的上端面进行减薄的磨盘;
8.以及用于刷洗所述研磨台和所述晶圆片研磨面的清洗组件;
9.其中,所有所述研磨台均被设于同一个圆台面上,所述圆台面和所述研磨台不同步旋转;
10.所述磨盘与所述晶圆片交叉叠放设置,并被置于所述圆台面远离所述清洗组件一侧设置。
11.进一步的,所述研磨台被设置于所述圆台面的半径上,且沿所述圆台面圆周均匀分布;所述研磨台直径大于所述晶圆片直径。
12.进一步的,所述磨盘为环形结构,并与所述晶圆片的半径接触;且其与所述晶圆片接触的一面为连续的环形平面或齿形的环形平面。
13.进一步的,所述磨盘的直径大于所述晶圆片直径的3/4且小于所述晶圆片直径。
14.进一步的,所述磨盘和所述清洗组件的中线都与所述圆台面的中心线重叠设置;与所述磨盘配合的所述研磨台相对于所述圆台面的中心轴线倾斜设置。
15.进一步的,与所述磨盘配合的所述研磨台的上方设有用于监控所述晶圆片厚度的测厚仪,所述测厚仪与所述磨盘错位设置。
16.进一步的,所述清洗组件被置于所述圆台面的上方,包括对所述研磨台清洗的清洗件一和对所述晶圆片被研磨面清洗的清洗件二,所述清洗件一和所述清洗件二独立设置在所述圆台面中心轴线两侧。
17.进一步的,所述清洗件一和所述清洗件二均可沿垂直于所述圆台面高度方向上下移动,并分别与所述研磨台直径和所述晶圆片半径接触清洗。
18.进一步的,所述清洗件一最大宽度不小于所述研磨台直径;所述清洗件一包括一个清洗刷头或若干个并排设置的清洗刷头。
19.进一步的,所述清洗件二的最大宽度不小于所述晶圆片半径;所述清洗件二包括一个清洗刷头或若干个并排设置的清洗刷头。
20.采用本实用新型设计的研磨装置,结构简单且设计合理,配合精度高,研磨厚度可控且一致性好,研磨质量好且良品率高,设备利用率高。研磨装置不仅对定位后的晶圆片的厚度进行研磨减薄外,而且还可分别对放置晶圆片的研磨台和研磨后的晶圆片的研磨面进行清洗,及时去除研磨台和晶圆片的研磨面上残留的研磨颗粒杂质,以保证晶圆片的非研磨面与晶圆片接触时的平整度,从而保证晶圆片的两侧表面质量,防止划伤或隐裂,减小碎品率。
21.空置的研磨台与放置被研磨后晶圆片的研磨台能交替使用,在保证研磨台台面质量的情况下提高研磨台的使用率,以节约研磨时间和能源使用量,提高减薄工作效率。
22.还有,在研磨时,减薄晶圆片厚度用的砂轮磨盘与晶圆片交叉叠放设置,磨盘为环形结构且其半径与晶圆片的半径叠加设置,以降低磨盘对晶圆片表面的影响,在保证减薄质量的情况下,最大限度地减少减薄颗粒的出现,以保证晶圆片减薄表面的平坦度,提高其几何参数的一致性。
附图说明
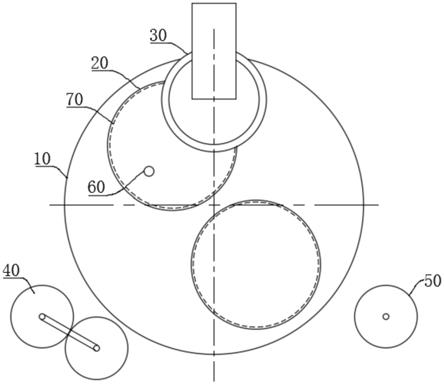
23.图1是本实用新型一实施例的一种晶圆片研磨装置的俯视图;
24.图2是本实用新型一实施例的研磨装置的侧视图;
25.图3是本实用新型另一实施例的一种晶圆片研磨装置的俯视图。
26.图中:
27.10、圆台面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20、研磨台
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30、磨盘
28.40、清洗件一
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50、清洗件二
ꢀꢀꢀꢀꢀꢀꢀꢀ
60、测厚仪
29.70、晶圆片
具体实施方式
30.下面结合附图和具体实施例对本实用新型进行详细说明。
31.本实施例提出一种晶圆片研磨装置,如图1
‑
2所示,包括若干用于放置晶圆片70的研磨台20、用于对晶圆片70的上端面进行减薄的砂轮磨盘30、以及用于刷洗研磨台20和晶圆片70研磨面的清洗组件。其中,所有研磨台20均被设于同一个圆台面10上,且圆台面10和所有研磨台20均独立且不同步旋转;研磨台20均沿圆台面10的圆周均匀设置;磨盘30与晶圆片70交叉叠放设置,被置于圆台面10远离清洗组件一侧设置。
32.在圆台面10上至少可设置两个研磨台20,结构如图1所示;当然也可以设置更多研磨台20,如图3所示,设有三个研磨盘。无论设置多少研磨台20,其都沿圆台面10圆周均匀分布设置在圆台面10的半径上,研磨台20直径略大于晶圆片70的直径且小于圆台面10的半径。在本实施例中,设有两个研磨台20,沿圆台面10的圆心对称设置在圆台面10的直径上。圆台面10可带动两个研磨台20旋转,使研磨台20移动至放置晶圆片70的位置、或与磨盘30相配合的位置、或与清洗组件相配合的位置。
33.还有,两个研磨台20可分别独立旋转,以完成研磨、被清洗、被放置晶圆片70或被取出晶圆片70的工作。也就是,当其中一个研磨台20与磨盘30配合研磨时,另一个研磨台20被清洗组件中的清洗件一40清洗、或放置在另一个研磨台20上的研磨后的晶圆片70被清洗组件中的清洗件二50清洗其研磨面。
34.磨盘30与清洗组件分设于圆台面10的两侧,且磨盘30被置于圆台面10远离清洗组件的一侧设置。磨盘30为环形结构的砂轮,并与晶圆片70的半径接触;环形磨盘30与晶圆片70接触的一面为连续的环形平面或齿形的环形平面都可以,均可完成对晶圆片70表面的减薄研磨。
35.磨盘30直径小于晶圆片70的直径,优选地,磨盘30的直径大于晶圆片70直径的3/4且小于晶圆片70直径,至少保证在研磨时磨盘30能覆盖住晶圆片70的半径。这是由于若磨盘30的直径太小,使得磨盘30中的磨面利用率低。若磨盘30的直径太大,晶圆片70旋转一周的时间,导致磨盘30中的磨面大部分没有研磨到晶圆片70上,接触面积不均匀,亦会导致影响晶圆片70的平坦度。优选地,当磨盘30的直径大于晶圆片70直径的3/4且小于晶圆片70直径时,在保证晶圆片70被研磨质量的条件下,最大限度地提高磨盘30的磨面利用率,节约生产成本。
36.为了测试晶圆片70减薄过程中实时的剩余厚度,与磨盘30配合的研磨台20的上方且远离磨盘30的一侧设有用于监控晶圆片70厚度的测厚仪60,测厚仪60与磨盘30错位设置,其中测厚仪60为本领域常用的测量硅片厚度仪器(ipg),使用时,控制测厚仪60的探头向下与晶圆片70的上端面接触,并实时通过探头上的传感器监控晶圆片70的厚度。
37.磨盘30和清洗组件的中线都与圆台面70的中心线重叠设置,研磨时磨盘30的半圆与研磨台20或研磨台二23交叉叠放设置,且与磨盘30配合的研磨台20的圆心与圆台面10圆心的连接线相对于磨盘30圆心与圆台面10圆心的连接线有一定的夹角,也即是与磨盘30配合的研磨台20相对于圆台面10的中心轴线倾斜设置,目的是保证在磨盘30完全覆盖着放置在研磨台20上的晶圆片70的半径圆的基础上,最大限度地减少磨盘30与晶圆片70的接触面积,以降低磨盘30对晶圆片70表面形貌和质量的影响,提高几何参数的一致性。交叉叠放接触的研磨方式,可降低如现有技术中全平面接触的研磨方式容易出现磨粒量多被磨掉的现象,亦可降低由于磨粒而导致晶圆片70平坦度的不合格的问题,减少晶圆片70被划伤或损裂,提高成品率;同时还可预留足够的空间设置测厚仪60对晶圆片70研磨后的厚度进行监控。
38.进一步的,清洗组件被置于圆台面10的上方,包括对研磨台20进行清洗的清洗件一40和对晶圆片70被研磨面进行清洗的清洗件二50,清洗件一40和清洗件二50均独立设置在圆台面10与研磨台20同一中心轴线两侧,且均可沿垂直于圆台面10高度方向上下移动;并分别与研磨台20的直径和晶圆片70的半径接触清洗。清洗件一40和清洗件二50均独立被固定设置,并分别被可伸缩的机械臂驱动控制,且清洗件一40和清洗件二50沿圆台面10的中心轴线隔开设置。控制清洗件一40或清洗件二50竖直向下移动,以分别接触研磨台20或晶圆片70的上端面,并分别控制研磨台20或晶圆片70旋转,同时控制清洗件一40或清洗件二50旋转,在水液中喷淋,从而完成对研磨台20或晶圆片70的上端面的清洗。
39.清洗件一40最大宽度不小于研磨台20的直径,目的是可完全将研磨台20覆盖住,清洗时,研磨台20与清洗件1各自独立旋转且旋转方向相反。清洗件一40可以只包括一个清
洗刷头;或至少包括两个并排设置的清洗刷头。
40.清洗件二50的最大宽度不小于晶圆片70的半径,以保证完全覆盖住晶圆片70的半径,清洗时,研磨台20带动晶圆片70旋转,清洗件二50与晶圆片70反向旋转。清洗件二50可以只包括一个清洗刷头;或至少包括两个并排设置的清洗刷头。
41.由于研磨台面为陶瓷台面,陶瓷孔比较小且多,需要硬度比较大的刷子刷洗,才能清除表面的杂质和颗粒,同时还需要提高刷洗频次,优选地,清洗件一40包括两个圆形清洗刷头,完全布满研磨台的直径面上,且两个圆形清洗刷头的直径大于研磨台20的直径,完全覆盖研磨台20的平面。优选地,清洗件二50包括一个清洗刷头,且其直径至少等于晶圆片70的半径,完全覆盖住晶圆片70的半径。相较于清洗件二50中的刷头,清洗件一40包括两个圆形刷头的硬度较大。
42.在这一过程中,上载吸盘臂从上一工序中取出晶圆片70放置到其中一个研磨台20上并固定,再旋转圆台面10带动放置的晶圆片20旋转至磨盘30下方,并使载有晶圆片70的研磨台20放置在圆台面10靠近磨盘30一侧的斜上方,以使晶圆片70的上端面与磨盘30交叉叠放设置。待圆台面10停稳后,控制测厚仪60下移并使其探头与晶圆片70的上端面接触搭载。再控制研磨台20带动晶圆片70以设定转速旋转,并同步控制磨盘30以设定转速和设定进给速度进行旋转进行研磨,直至研磨完成。
43.研磨结束后,回撤磨盘30和测厚仪60至初始位置,再控制圆台面10同向旋转至清洗组件一侧,并置于清洗件二50的下方,控制清洗件二50的清洗刷头与晶圆片70的研磨面接触,再同步控制该研磨台20和清洗件二50反向旋转,以完成对晶圆片70上端面的清洗工作。
44.晶圆片70被下载吸盘臂取走后,再控制圆台面10同向旋转并使该研磨台20旋转至清洗件一40的下方,控制清洗件一40的清洗刷头与该研磨台20反向旋转,以完成对该研磨台20的清洗工作,从而等待下一组晶圆片70的放置。
45.1、本实用新型设计的研磨装置,结构简单且设计合理,配合精度高,研磨厚度可控且一致性好,研磨质量好且良品率高,设备利用率高。
46.2、研磨装置不仅对定位后的晶圆片的厚度进行研磨减薄外,而且还可分别对放置晶圆片的研磨台和研磨后的晶圆片的研磨面进行清洗,及时去除研磨台和晶圆片的研磨面上残留的研磨颗粒杂质,以保证晶圆片的非研磨面与晶圆片接触时的平整度,从而保证晶圆片的两侧表面质量,防止划伤或隐裂,减小碎品率。
47.3、空置的研磨台与放置被研磨后晶圆片的研磨台能交替使用,在保证研磨台台面质量的情况下提高研磨台的使用率,以节约研磨时间和能源使用量,提高减薄工作效率。
48.4、还有,在研磨时,减薄晶圆片厚度用的砂轮磨盘与晶圆片交叉叠放设置,磨盘为环形结构且其半径与晶圆片的半径叠加设置,以降低磨盘对晶圆片表面的影响,在保证减薄质量的情况下,最大限度地减少减薄颗粒的出现,以保证晶圆片减薄表面的平坦度,提高其几何参数的一致性。
49.以上对本实用新型的实施例进行了详细说明,所述内容仅为本实用新型的较佳实施例,不能被认为用于限定本实用新型的实施范围。凡依本实用新型申请范围所作的均等变化与改进等,均应仍归属于本实用新型的专利涵盖范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

