一种多模大线径悬空sma光纤连接器制作方法
技术领域
1.本发明涉及光纤通讯技术领域,尤其涉及一种多模大线径悬空sma光纤连接器制作方法。
背景技术:
2.随着网络技术发展的日新月异,网络的应用也不断升级,从而对对布线系统的带宽不断提出更高的要求。系统供应商和最终用户在规划和设计网络布线系统时越来越多地使用光纤连接器产品。光纤连接器产品已经不再局限应用于主干布线系统,还逐渐进入光纤到户(ftth)、光纤到桌面(fttd)等应用领域。
3.sma连接器是一种应用广泛的小型螺纹连接的同轴连接器,它具有频带宽.性能优.高可靠.寿命长的特点。sma连接器适用于微波设备和数字通信系统的射频回路中连接射频电缆或微带线,主要应用于电信通讯、网络、无线通讯、检测、测量仪器等领域。
4.sma连接器在制作时,光纤的裸纤需要穿过插芯,然在在插芯内注胶,加热固化,裸纤露出插芯的部分进行研磨,研磨完成之后进行光学参数测试以及端面检测,进而完成sma连接器的加工,sma连接器为方便光纤的散热,所以在设计时要求插芯在裸纤的贯穿部设置有插芯凹槽,由于插芯凹槽的存在,裸纤和插芯的内壁之间存在间隙,利于光纤在传输中散热,但是,不利于sma连接器的加工,在研磨工序中,裸纤的晃动幅度非常大,容易造成光纤断纤、端面包层缺损、连接器研磨平头的状况,破损率非常的高,不利于sma连接器的生产,存在着不足。
5.综上所述,针对现有技术中存在的缺陷,特别需要一种多模大线径悬空sma光纤连接器制作方法,以解决现有技术的不足。
技术实现要素:
6.本发明的目的是提供一种多模大线径悬空sma光纤连接器制作方法,产品在固化前对光纤进行预处理,确保产品固化完成后的研磨良率,大幅度降低了产品报废率;在研磨时裸纤不会和插芯凹槽之间产生晃动,研磨端捡后可以通过沸水将水蜡溶解去除同时又能够满足光纤的散热要求,提升sma连接器加工的成品率,利于光纤连接器的生产,实用性能优。
7.本发明为解决其技术问题所采用的技术方案是:
8.一种多模大线径悬空sma光纤连接器制作方法,包括以下步骤:
9.s1:粗磨工序:将光纤端部剥出裸纤,裸纤的长度为3
‑
4mm,将剥出裸纤的光纤穿入未注胶的插芯内,将露出插芯顶端的裸纤采用手抛盘在水砂纸上打磨,将露出插芯顶端的裸纤打磨至1
‑
2mm,用100倍端捡仪检查光纤顶端纤芯,包层完整,完成光纤端面预处理从未注胶的插芯内取出,等待进入后序工序,存在缺损的需重复s1工序;
10.s2:预组装插芯;
11.s3:在粗磨工序中合格的光纤上沾取适量353nd胶水均匀涂抹,然后将裸纤穿入插
芯孔内,穿出插芯漏出裸纤的部分不可沾有胶水,烘烤30分钟后补胶检查一体插芯尾柄胶量;
12.s4:穿芯完成的光纤摆放于固化炉中加热固化,获得sma连接器;
13.s5:将水蜡加热融化,蜡融化之后注入到插芯凹槽和裸纤之间的间隙部,使蜡自然冷却固化,使裸纤端面在研磨时无晃动空间;
14.s6:注蜡完成的sma连接器采用手抛盘打磨,手抛盘在水砂纸上打磨使光纤高度磨到与插芯面接近一致;
15.s7:用100倍的端检仪上检查光纤端面完整、包层圆整无缺损,装上研磨盘上机研磨,在研磨机上进行细磨、精磨、抛光;
16.s8:机器研磨工序完成的产品用100倍端捡仪检查产品,产品要满足端面零缺陷且包层完整;
17.s9:端面检查合格的悬空sam连接器放入电热水壶的沸水中涮10
‑
12秒钟,使插芯凹槽内的蜡充分溶解脱落,再用纯净水冲洗干净,使插芯凹槽内无蜡残留,然后用纯度99.5%的酒精冲洗一次,甩干sam连接器上附着的酒精,最后对端面进行检查擦拭掉端面上的脏污水渍;
18.s10:将s9工序的产品进行通光和光功率检测;
19.s11:将通光测试完成的产品需进行最终端捡,确保产品端面100%符合零缺陷要求。
20.进一步,s2的预组装插芯工序为:将插芯装上大螺帽卡上c型环,然后把插芯尾柄螺纹涂上适量的胶水,拧紧内径6.5mm的金属尾柄,插芯组装完成备用。
21.进一步,所述蜡采用水蜡或石蜡,蜡的融化采用电咯铁120℃加热的形式。
22.进一步,在s9步骤中,端面检查没问题的产品做出标识,端面有凹痕或裂纤放入回收区,集中返修,端面划伤和小黑点需用手抛盘手工打磨端面。
23.进一步,通光测光功率检测工具为650光源、sma测试线、sma适配器,具体的步骤为:
24.用650红光源通光检查研磨完成的sma连接器的光斑是否有异常,并对应产品上的标签编码保存照片;
25.将测试线接入650光源,把光斑对准光功率计接收端,把数值记录在测试记录表上,然后把被测产品两端分别与测试线两端对接,把测试数值记录在测试记录表上,被测产品的光功率大于测试线光功率的92%,即为合格,不良品标识隔离放置待工程判定。
26.本发明的优点在于:
27.综上所述,本发明工艺设计合理,增加了产品在固化前对光纤进行粗磨预处理,减少了产品固化组装ok研磨时因光纤裂纤、凹坑较大,导致研磨平头报废现象;研磨前对连接器凹槽内注蜡填充,避免了产品装盘上机研磨时,光纤断纤现象,产品端捡合格后可将通过沸水将水溶蜡熔接去除干净,且能够满足光纤的散热要求;针对端面划痕和小黑点不良品,采取手工研磨极大的提高了研磨良率,提升sma连接器加工的成品率,实用性强,利于使用。
附图说明
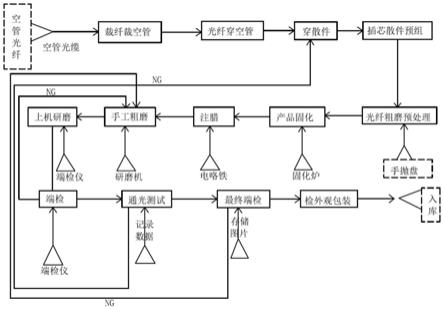
28.图1是本发明的工艺图。
具体实施方式
29.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合图示与具体实施例,进一步阐述本发明。
30.参见图1;
31.实施例:
32.1、裁线:
33.物料:多模客供光纤、黑色lszh铠装空管外径6.5mm、φ7.5黑色带胶热缩管l45mm;
34.设备/工具:钢尺、剪刀、斜口钳;
35.检验工具:钢尺
36.操作步骤:
37.将裸纤按照图纸要求裁切平放于工作台上,不可弯折及压物。
38.将不锈钢双扣凯管按产品长度规格裁切后用砂轮机将断口打磨掉毛刺,放置一旁备用。
39.将φ7.5带胶热缩管裁切长度为45mm长度放置与周转盒内备用。
40.检查项目:
41.检查光缆和凯管长度符合订单要求。
42.100%检查凯管两端切口处要打磨圆整确保散件可顺畅穿入。
43.2、剥纤固化:
44.物料:上一工序的物料
45.设备/工具:米勒钳、剥皮钳、固化炉、注胶针筒、手抛盘、2000w水砂纸。
46.检验工具:钢尺、100倍端检仪.
47.操作步骤:
48.裸纤剥除3
‑
4mm外被,穿入未注胶的插芯内,将露出插芯顶端的裸纤用手抛盘在2000w的水砂纸打磨平整,放入100倍的端检仪上检查端面完整、包层圆整无缺损。
49.预组装插芯:将插芯装上大螺帽卡上c型环,然后把插芯尾柄螺纹涂上适量的胶水,拧紧内径6.5mm的金属尾柄,放置一旁备用。
50.将预处理好的裸纤沾取适量胶水均匀涂抹在裸纤上,然后将裸纤穿入插芯孔内.穿出插芯漏出裸纤部分不可沾有胶水,烘烤30分钟后补胶检查一体插芯尾柄胶量。
51.将穿纤完成的插芯摆放于固化炉加热槽内,固化条件见下表;
52.烤炉温度烘烤时间冷却时间85
°±5°
120分钟30分钟
53.固化完成待产品放置自然冷却,将产品放入烤箱,烘烤85℃时间为1小时,然后取出冷却待研磨。
54.检查项目:
55.检查裸纤去除外被时是否有伤纤;
56.裸纤穿入插芯后前端需漏出1.5
‑
2mm。
57.检查金属尾柄胶水是否有外漏和歪头现象,如有溢胶需用刀片处理干净。
58.3、研磨
59.物料:上一工序产品、水蜡;
60.设备/工具:研磨机、研磨盘、电咯铁、手抛盘.
61.检验工具:100倍端捡仪
62.操作步骤:
63.上一工序产品的连接器,用电咯铁将水蜡加热到120℃融化,热融化的蜡水注入到插芯凹槽内,使蜡自然冷却固化,使裸纤端面在研磨时无晃动空间;
64.将注腊完成的产品用手抛盘,放在水砂纸上把插芯前端裸露裸纤画八字形轻轻去除,当光纤高度磨到与插芯面接近一致时,用100倍的端检仪上检查光纤端面完整、包层圆整无缺损放置一旁待上机研磨。
65.将处理好的连接器装上研磨盘(按下表参数研磨);
66.研磨参数
67.工序研磨垫片研磨机转速研磨时间加入介质压力1粗磨9um80
°
30转/分钟90秒水空转2细磨1um80
°
50转/分钟90秒水1kg3精磨1um80
°
50转/分钟60秒水1kg4抛光荣布80
°
50转/分钟60秒纯研磨液空转
68.检查项目:
69.装盘是否百分百安装到位;
70.返修品百分百检查插芯是否有平头现象。
71.4、通光测光功率检测:
72.物料:研磨完成的产品.
73.设备/工具:650光源、sma测试线、sma适配器
74.检验工具:m
‑
93光功率计
75.操作步骤:
76.用650红光源通光检查研磨完成的sma连接器的光斑是否有异常,并对应产品上的标签编码保存照片;
77.将测试线接入650光源,把光斑对准光功率计接收端,把数值记录在测试记录表上,然后把被测产品两端分别与测试线两端对接,把测试数值记录在测试记录表上,被测产品的光功率大于测试线光功率的92%,即为合格。
78.检查项目:
79.测试合格产品戴上黑色防尘帽,测试不合格戴上红色防尘帽,断插芯的粘贴红色标示纸。
80.测试通过产品需在缠绕膜上用记号笔做好标识,防止有未测试产品流入下道工序。
81.5、端面检测:
82.所用物料:防尘帽、擦拭纸
83.工具和机器:电热水壶、100&200倍端检仪
84.操作步骤:
85.把测试合格的sam连接器放入电热水壶的沸水中涮10
‑
12秒钟,让插芯凹槽内的石蜡充分溶解脱落。
86.将上一步骤的产品用纯净水冲洗干净,再用纯酒精冲洗一次,然后甩干连接器上附着的酒精,按照端面质量检查文件《端面标准》,端面检测仪操作文件《端检作业指导书》,擦拭检查端面。
87.检查项目
88.端面合格产品戴上黄色防尘帽,端面不合格不戴防尘帽放置一旁手工返磨。
89.100%检查端面符合要求,提升sma光纤连接器的成品率。
90.本发明的工艺改进:
91.增加了产品在固化前对光纤进行粗磨预处理,减少了产品固化ok研磨时因光纤裂纤、凹坑较大,导致研磨平头报废现象。
92.增加产品在固化前对光纤进行粗磨预处理,确保产品固化完成后的研磨良率,大幅度降低了产品报废率;
93.增加了产品在研磨前对连接器凹槽内注蜡填充,避免了产品装盘上机研磨时,光纤断纤现象。
94.增加了机器与手工研磨相结合的方式。
95.改善效果:
96.产品在固化前对光纤进行粗磨预处理,减少了产品固化组装ok研磨时因光纤裂纤、凹坑较大,导致研磨平头报废现象,可将产品报废率降低7.8%.
97.连接器通过注蜡填充,避免了产品装盘上机研磨时,光纤断纤、端面包层缺损、连接器研磨平头现象;连接器检测合格后用沸水去除水蜡,有效的降低了端面脏污比例。原工艺成品端面脏污比例12%左右,现工艺成品端面脏污比例2%左右。
98.按此工艺分别投产两批次550pcs和430pcs剪头率为1.02%,原工艺剪头率为15%左右。
99.针对端面划痕和小黑点不良品,采取手工研磨极大的提高了研磨良率,可确保端面合格率达到100%。
100.以上实施方式只为说明本发明的技术构思及特点,其目的在于让本领域的技术人员了解本发明的内容并加以实施,并不能以此限制本发明的保护范围,凡根据本发明精神实质所做的等效变化或修饰,都应涵盖在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。