1.本实用新型属于钢管倒角技术领域,具体涉及一种自动上料双头倒角装置。
背景技术:
2.倒角是为了去除零件上因机加工产生的毛刺,也为了便于零件装配,一般在零件端部做出倒角。在将钢管经过切割加工成等长的短管、短管的侧孔加工之后,通常需要对该短管的两端进行倒角处理;现有的双头倒角装置需要人工上料及推送,还需多名操作者共同协助上料,人工成本高,不利于企业的生产。
技术实现要素:
3.本实用新型旨在提供一种自动上料双头倒角装置,以解决现有技术的存在的缺陷,能够实现快速且有序的传送钢管,提高加工效率,减少人工成本。
4.本实用新型的技术方案如下:
5.所述的一种自动上料双头倒角装置,包括上料架、倒角工作台、导料板、传送机构;
6.所述的上料架右侧与倒角工作台的左侧邻接设置;
7.所述的上料架的顶面设有沿前后方向水平的导轨a;所述的导料板设有多组,各组导料板的两端通过滑块ⅰ分别安装于导轨a上,各组导料板能够沿导轨a滑动,导料板的顶面为斜面,向倒角工作台方向倾斜向下设置;所述的滑块ⅰ的下部设有固定机构,用于将导料板固定于导轨a上;
8.所述的倒角工作台上设有传送机构,各组导料板靠近倒角工作台的一侧设有托料机构,托料机构用于将钢管输送至传送机构上;
9.倒角工作台的前后两次分别设有倒角机构,所述的传送机构用于将钢管向右传送到倒角机构上,由倒角机构对钢管的两端进行倒角。
10.最后端的导料板的顶面后侧设有导向板,导向板竖直向上设置。
11.所述的固定机构包括限位杆;所述的滑块ⅰ的左右两侧面分别设有螺纹通孔;所述的限位杆的底端设有螺纹通孔的螺纹结构,限位杆旋入并穿过滑块ⅰ的螺纹通孔,接触并压紧导轨a的外侧壁连接,从而实现导料板固定。
12.所述的传送机构包括定位托料板a、支架、导轨b、顶板架、推动油缸a、升降机构;
13.所述的倒角工作台的顶面的中部设有空槽;所述的空槽两侧的倒角工作台顶面上分别设有一组定位托料板a,定位托料板a靠近倒角机构;所述的定位托料板a的顶面沿左右方向间隔设置三组定位托料槽a;
14.所述的升降机构设于空槽内,所述的支架设于升降机构上,能够跟随升降机构升降,支架的顶面上沿左右方向设有导轨b;所述的顶板架通过滑块ⅱ安装于导轨b上,所述的顶板架的顶面沿前后方向间隔设两组以上的移动托料板,移动托料板的顶面上沿左右方向设有四组移动托料槽;所述的推动油缸a设于支架顶面的左侧,推动油缸a的活塞杆水平向右延伸与顶板架连接,驱动顶板架沿导轨b移动;
15.定位托料板a顶面上各相邻定位托料槽a的间距与移动托料板的顶面上各相邻移动托料槽的间距相等,该间距与定位托料板a顶面上最右侧的定位托料槽a至旁边的倒角机构加工位置的距离相等;推动油缸a的行程等于该间距。
16.所述的空槽顶部的上设有一组以上沿左右方向设置的定位托料板b;所述的定位托料板b的顶面沿左右方向间隔设有四组定位托料槽b;所述的定位托料槽b位置分别对应定位托料槽a和倒角机构工作位置。
17.所述的升降机构包括支架、支撑座、底板架、传送杆、导向套、推动油缸b27;
18.所述的空槽的内侧壁的前后两侧上分别设有竖直的导轨;所述的支架通过滑块ⅲ安装于导轨c上;
19.所述的空槽的底面的两侧沿前后方向设有导轨d,两组导轨d的前后两侧上分别通过滑块ⅳ分别安装支撑座;前侧和后侧上的两组支撑座之间通过传送杆连接,两组传送杆之间通过连接架固定连接;所述的传送杆的前后两侧上分别设有导向套;所述的连接架的底板设有底板架;
20.所述的推动油缸b通过支撑板ⅰ安装于空槽的底面的前侧或后侧,推动油缸b的活塞杆沿前后方向水平设置,与底板架连接,驱动底板架进而带动传送杆、导向套沿导轨d方向移动;
21.所述的支架的底部固定设有支撑架,支撑架的下部对应导向套设有导向块,导向块的底面设有沿前后方向倾斜向下的导斜面,导斜面与导向套接触;在推动油缸b驱动下,通过导斜面和导向套配合控制支架沿导轨c升降;推动油缸b处于其左右极限行程时,导斜面不会脱离导向套。
22.所述的托料机构包括托料板、滑轨a、顶料板、传动轴、传动杆、连接杆、推动油缸c、推动杆b;
23.所述的托料板固定安装于导料板顶面的右端,竖直向上延伸,托料板的顶面为从上料架向倒角工作台方向倾斜向下的斜面,托料板的顶面靠近倒角工作台的一侧设有挡板ⅰ,挡板ⅰ竖直向上设置,挡板ⅰ的顶面为从上料架向倒角工作台方向倾斜向下的斜面;所述的挡板ⅰ的顶部设有沿左右方向倾斜向下的挡板ⅱ,挡板ⅱ的顶面与挡板ⅰ的顶面齐平;所述的挡板ⅱ的顶面的右端上设有挡板ⅲ,用于阻挡钢管;
24.所述的导料板的右端的底面上设有固定板;所述的固定板的前侧面或右侧面上设有竖直的滑轨a;所述的顶料板通过滑块
ⅴ
安装于滑轨a上,顶料板贴近托料板设置,顶料板顶面的左端与托料板顶面的左端在前后方向上对齐,顶料板顶面的长度等于或大于托料板顶面长度加挡板ⅰ顶面长度之和;
25.所述的顶料板的顶面为从上料架向倒角工作台方向倾斜向下的斜面,斜面靠近倒角工作台的一侧设有挡板
ⅴ
;
26.所述的传动轴通过轴承a和轴承座安装于上料架底面的右端;
27.所述的上料架的底面上设有支撑板ⅱ,推动油缸c的缸体后端于支撑板ⅱ铰接,所述的推动油缸c的活塞杆上设有推动杆a;所述的推动杆a的末端与推动杆b铰接,推动杆b的末端与传动轴铰接;
28.所述的传动杆的一端与传动轴铰接,另一端与连接杆的下端铰接,顶料板的下部与连接杆的上端铰接;
29.推动油缸c驱动传动轴往复转动,进而带动顶料板上下移动将钢管顶起,使其钢管落到挡板ⅱ的右侧与挡板ⅲ接触;此时,支架位于下方位,移动托料板向左运动,然后支架在推动油缸b驱动下升起,移动托料槽托住钢管使其向上移动。
30.所述的倒角工作台顶面上前后两侧分别设有滑轨b、滑轨c;所述的滑轨b和滑轨c沿前后方向水平设置,滑轨b、滑轨c的上分别通过滑块ⅶ安装有一组倒角机构;
31.所述的倒角工作台的顶面上前后两侧分别设有移动机构,移动机构与滑轨b和滑轨c平行,两组的移动机构分别与一组倒角机构连接,驱动倒角机构沿滑轨b或滑轨c移动。
32.所述的移动机构为丝杆滑块机构。
33.所述的倒角机构、定位托料板a的右侧上设有下料板,下料板的顶面沿从左往右方向倾斜向下设置。
34.本实用新型的工作过程如下:
35.上一工序传送过来的钢管落在导料板上,沿着导料板的顶面向托料机构方向滚动,托料机构将钢管顶起,钢管沿着挡板ⅱ的顶面朝倒角工作台方向滚动,此时,传送机构的支架位于下方位,传送机构的移动托料板向左运动,然后支架在推动油缸b驱动下升起,最左端的移动托料槽托住钢管使其向上移动,传送机构的移动托料板向右运动,将钢管传送到最左端的定位托料槽a和定位托料槽b内,传送机构一直进行往复移动,直到将钢管传送到倒角机构上,倒角机构对钢管的两端进行加工,加工结束之后;传送机构的最右端的移动托料槽将钢管顶起,使得钢管沿下料板的顶面向下滚动,最后落至下一到工序。
36.本实用新型的钢管沿着导料板的顶面落在托料机构的前侧面上,托料机构通过顶料板将钢管顶起,将钢管呈阶梯式的传送到挡板ⅱ的顶面上,并通过传送机构将钢管传送至倒角机构上,完成装置的自动上料工序,大大的提高加工效率。
37.本实用新型的导料板和倒角机构设有多组,通过滑块和导轨的设置,能够根据不同长度的钢管进行调整距离,省去人工拆卸装置的繁琐,极大的降低了人工劳动强度,减低人工成本。
38.本实用新型的倒角机构采用双头气动倒角机,用来对钢管的两端进行倒角。
附图说明
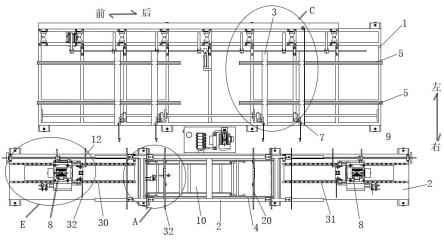
39.图1是本实用新型的自动上料双头倒角装置的俯视图;
40.图2是本实用新型的自动上料双头倒角装置的正视图;
41.图3是本实用新型的自动上料双头倒角装置的a局部放大图;
42.图4是本实用新型的自动上料双头倒角装置的b局部放大图;
43.图5是本实用新型的自动上料双头倒角装置的c局部放大图;
44.图6是本实用新型的自动上料双头倒角装置的d局部放大图;
45.图7是本实用新型的自动上料双头倒角装置的e局部放大图;
46.图中部分名称和序号如下:
47.1-上料架、2-倒角工作台、3-导料板、4-传送机构、5-导轨a、6-滑块ⅰ、7-托料机构、8-倒角机构、9-导向板、10-空槽、11-限位杆、12-定位托料板a、13-支架、14-定位托料槽a、15-导轨b、16-顶板架、17-移动托料板、18-移动托料槽、19-推动油缸a、20-定位托料板b、21-定位托料槽b、22-导轨d、23-支撑座、24-传送杆、25-导向套、26-底板架、27-推动油缸b、
28-支撑架、29-导向块、30-滑轨b、31-滑轨c、32-下料板;
48.71-托料板、72-滑轨a、73-顶料板、74-传动轴、75-传动杆、76-连接杆、77-推动油缸c、78-推动杆b;79-挡板ⅰ、80-挡板ⅱ、81-挡板ⅲ、82-固定板、83-挡板
ⅴ
、84-轴承a、85-支撑板ⅱ、86-推动杆a、87-滑块
ⅴ
。
具体实施方式
49.下面结合附图和实施例,对本实用新型的具体实施方式进一步详细描述,以下实施例用于说明本实用新型。
实施例
50.如图1-7所示,所述的一种自动上料双头倒角装置,包括上料架1、倒角工作台2、导料板3、传送机构4;
51.所述的上料架1右侧与倒角工作台2的左侧邻接设置;
52.所述的上料架1的顶面设有沿前后方向水平的导轨a5;所述的导料板3设有多组,各组导料板3的两端通过滑块ⅰ6分别安装于导轨a5上,各组导料板3能够沿导轨a5滑动,导料板3的顶面为斜面,向倒角工作台2方向倾斜向下设置;所述的滑块ⅰ6的下部设有固定机构,用于将导料板3固定于导轨a5上;
53.所述的倒角工作台2上设有传送机构4,各组导料板3靠近倒角工作台2的一侧设有托料机构7,托料机构7用于将钢管输送至传送机构4上;
54.倒角工作台2的前后两次分别设有倒角机构8,所述的传送机构4用于将钢管向右传送到倒角机构8上,由倒角机构8对钢管的两端进行倒角。
55.最后端的导料板3的顶面后侧设有导向板9,导向板9竖直向上设置。
56.所述的固定机构包括限位杆11;所述的滑块ⅰ6的左右两侧面分别设有螺纹通孔;所述的限位杆11的底端设有螺纹通孔的螺纹结构,限位杆11旋入并穿过滑块ⅰ6的螺纹通孔,接触并压紧导轨a5的外侧壁连接,从而实现导料板3固定。
57.所述的传送机构4包括定位托料板a12、支架13、导轨b15、顶板架16、推动油缸a19、升降机构;
58.所述的倒角工作台2的顶面的中部设有空槽10;所述的空槽10两侧的倒角工作台2顶面上分别设有一组定位托料板a12,定位托料板a12靠近倒角机构8;所述的定位托料板a12的顶面沿左右方向间隔设置三组定位托料槽a14;
59.所述的升降机构设于空槽10内,所述的支架13设于升降机构上,能够跟随升降机构升降,支架13的顶面上沿左右方向设有导轨b15;所述的顶板架16通过滑块ⅱ安装于导轨b15上,所述的顶板架16的顶面沿前后方向间隔设两组以上的移动托料板17,移动托料板17的顶面上沿左右方向设有四组移动托料槽18;所述的推动油缸a19设于支架13顶面的左侧,推动油缸a19的活塞杆水平向右延伸与顶板架16连接,驱动顶板架16沿导轨b15移动;
60.定位托料板a12顶面上各相邻定位托料槽a14的间距与移动托料板17的顶面上各相邻移动托料槽18的间距相等,该间距与定位托料板a12顶面上最右侧的定位托料槽a14至旁边的倒角机构8加工位置的距离相等;推动油缸a19的行程等于该间距。
61.所述的空槽10顶部的上设有一组以上沿左右方向设置的定位托料板b20;所述的
定位托料板b20的顶面沿左右方向间隔设有四组定位托料槽b21;所述的定位托料槽b21位置分别对应定位托料槽a14和倒角机构8工作位置。
62.所述的升降机构包括支架13、支撑座23、底板架26、传送杆24、导向套25、推动油缸b27;
63.所述的空槽10的内侧壁的前后两侧上分别设有竖直的导轨c;所述的支架13通过滑块ⅲ安装于导轨c上;
64.所述的空槽10的底面的两侧沿前后方向设有导轨d22,两组导轨d22的前后两侧上分别通过滑块ⅳ分别安装支撑座23;前侧和后侧上的两组支撑座23之间通过传送杆24连接,两组传送杆24之间通过连接架25固定连接;所述的传送杆24的前后两侧上分别设有导向套25;所述的连接架25的底板设有底板架26;
65.所述的推动油缸b27通过支撑板ⅰ安装于空槽10的底面的前侧或后侧,推动油缸b27的活塞杆沿前后方向水平设置,与底板架26连接,驱动底板架26进而带动传送杆24、导向套25沿导轨d22方向移动;
66.所述的支架13的底部固定设有支撑架28,支撑架28的下部对应导向套25设有导向块29,导向块29的底面设有沿前后方向倾斜向下的导斜面,导斜面与导向套25接触;在推动油缸b27驱动下,通过导斜面和导向套25配合控制支架13沿导轨c升降;推动油缸b27处于其左右极限行程时,导斜面不会脱离导向套25。
67.所述的托料机构7包括托料板71、滑轨a72、顶料板73、传动轴74、传动杆75、连接杆76、推动油缸c77、推动杆b78;
68.所述的托料板71固定安装于导料板3顶面的右端,竖直向上延伸,托料板71的顶面为从上料架1向倒角工作台2方向倾斜向下的斜面,托料板71的顶面靠近倒角工作台2的一侧设有挡板ⅰ79,挡板ⅰ79竖直向上设置,挡板ⅰ79的顶面为从上料架1向倒角工作台2方向倾斜向下的斜面;所述的挡板ⅰ79的顶部设有沿左右方向倾斜向下的挡板ⅱ80,挡板ⅱ80的顶面与挡板ⅰ79的顶面齐平;所述的挡板ⅱ80的顶面的右端上设有挡板ⅲ81,用于阻挡钢管;
69.所述的导料板3的右端的底面上设有固定板82;所述的固定板82的前侧面或右侧面上设有竖直的滑轨a72;所述的顶料板73通过滑块
ⅴ
87安装于滑轨a72上,顶料板73贴近托料板71设置,顶料板73顶面的左端与托料板71顶面的左端在前后方向上对齐,顶料板73顶面的长度等于或大于托料板71顶面长度加挡板ⅰ79顶面长度之和;
70.所述的顶料板73的顶面为从上料架1向倒角工作台2方向倾斜向下的斜面,斜面靠近倒角工作台2的一侧设有挡板
ⅴ
83;
71.所述的传动轴74通过轴承a84和轴承座安装于上料架1底面的右端;
72.所述的上料架1的底面上设有支撑板ⅱ85,推动油缸c77的缸体后端于支撑板ⅱ85铰接,所述的推动油缸c77的活塞杆上设有推动杆a28;所述的推动杆a86的末端与推动杆b78铰接,推动杆b78的末端与传动轴74铰接;
73.所述的传动杆75的一端与传动轴74铰接,另一端与连接杆76的下端铰接,顶料板73的下部与连接杆76的上端铰接;
74.推动油缸c77驱动传动轴74往复转动,进而带动顶料板73上下移动将钢管顶起,使其钢管落到挡板ⅱ80的右侧与挡板ⅲ81接触;此时,支架13位于下方位,移动托料板17向左运动,然后支架13在推动油缸b27驱动下升起,移动托料槽18托住钢管使其向上移动。
75.所述的倒角工作台2顶面上前后两侧分别设有滑轨b30、滑轨c31;所述的滑轨b30和滑轨c31沿前后方向水平设置,滑轨b30、滑轨c31的上分别通过滑块ⅶ安装有一组倒角机构8;
76.所述的倒角工作台2的顶面上前后两侧分别设有移动机构,移动机构与滑轨b30和滑轨c31平行,两组移动机构分别与一组倒角机构8连接,驱动倒角机构8沿滑轨b30或滑轨c31移动。
77.所述的移动机构为丝杆滑块机构。
78.所述的倒角机构8、定位托料板a12的右侧上设有下料板32,下料板32的顶面沿从左往右方向倾斜向下设置。
79.本实施例的工作过程如下:
80.本实用新型的工作过程如下:
81.上一工序传送过来的钢管落在导料板3上,沿着导料板3的顶面向托料机构7方向滚动,托料机构7将钢管顶起,钢管沿着挡板ⅱ80的顶面朝倒角工作台2方向滚动,此时,传送机构4的支架13位于下方位,传送机构4的移动托料板17向左运动,然后支架在推动油缸b27驱动下升起,最左端的移动托料槽18托住钢管使其向上移动,传送机构4的移动托料板17向右运动,将钢管传送到最左端的定位托料槽a14和定位托料槽b21内,传送机构4一直进行往复移动,直到将钢管传送到倒角机构8上,倒角机构8对钢管的两端进行加工,加工结束之后;传送机构4的最右端的移动托料槽18将钢管顶起,使得钢管沿下料板32的顶面向下滚动,最后落至下一到工序。
82.在本实施例的描述中,术语“上”、“下”、“左”、“右”、“前”、“后”等方位或位置关系为基于附图1所示的方位或位置关系,仅是为了便于描述和简化操作,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。