1.本实用新型涉及一种焊接辅助装置,尤其是涉及一种喷嘴激光焊接辅助装置。
背景技术:
2.传统的焊接结构容易引起较大的残余变形和焊接内应力,由于绝大多数焊接方法采用局部加热,经焊接后的焊件,不可避免地在结构中会产生一定的焊接变形和焊接应力,从而影响结构的承载能力,加工精度和尺寸的稳定性。同时在焊缝与焊件的交界处还会引起应力集中,这对结构的脆性断裂有较大的影响。由于焊接技术高低不一,难免在焊接接头中存在一定数量的缺陷。这些缺陷的存在会降低构件强度,引起应力集中,损坏焊缝致密性。
3.激光焊接技术属于熔融焊接,以激光束为能源,使其冲击在焊件接头上以达到焊接目的的技术。激光焊接是一种以高能量密度的激光束作为热源的高效精密焊接方法,具有高效精准、简单易上手等优势。如今,激光焊接已广泛应用于各个行业,如:电子零件、汽车制造、航空航天等工业制造领域。
4.激光焊接的质量受到多种因素的影响,焊接件的位置是其中一个重要因素。当前的激光焊接通常将焊接件固定到焊接夹具上,焊接完成后再将焊接件取下。现有的焊接夹具适用于夹取棱边较多的物体,对于较小的、边缘平滑焊件无法做到精准固定。因此,利用通用的焊接夹具进行激光焊接的方法适用于焊接量小、精度要求不高的应用场景。当前缺少一种用于焊接小体积、边缘光滑的焊件,尤其是喷嘴的焊接辅助装置。
5.综上,当前现有的焊接辅助装置存在如下缺点:
6.(1)无法精确地对体积小、边缘光滑的焊件进行精准固定,尤其是缺少一种用于精确定位喷嘴的定位装置;
7.(2)大部分现有的焊接辅助装置一次仅可以固定一个焊件,在生产节拍快的使用场景中,频繁拆装焊件会限制生产效率;
8.(3)需要额外设置输气管向焊接件输送保护气体,容易导致送气不均匀导致保护不充分。
技术实现要素:
9.本实用新型的目的就是为了克服上述现有技术存在的缺陷而提供一种能够精准固定喷嘴以进行焊接的焊接辅助装置。
10.本实用新型的目的可以通过以下技术方案来实现:
11.本实用新型的一个方面,提供了一种喷嘴激光焊接辅助装置,包括:传动模块,用于通过齿轮啮合带动焊件旋转;固定座,所述固定座上设有通孔;焊件固定模块,安装在所述固定座的通孔中,且与所述传动模块连接,所述焊件固定模块用于将焊件固定在预定位置;导向轴,与所述固定座连接;滑轨模块,设置在所述导向轴上;焊件压紧模块,与所述滑轨模块连接,用于沿所述导向轴方向运动以压紧焊件。
12.作为优选的技术方案,焊件固定模块包括转接板、分别与所述转接板和所述固定座连接的一个或多个齿轮单元以及一个或多个定位单元,所述转接板与所述固定座连接,所述齿轮单元包括:转轴,与所述转接板连接,一端设有连接座,所述连接座上设有用于释放气体的开口以及用于安装所述定位单元的凹槽,所述转轴的另一端设有气体接头;齿轮,与所述转轴配合并且连接,所述齿轮与所述传动模块连接;轴承,与所述转轴配合,且与所述固定座连接,所述定位单元包括:定位座,与所述连接座匹配,且内部设有气体通道;定位销,与所述定位座连接,且设有释放气体的开口,所述定位销与焊件匹配。
13.作为优选的技术方案,还包括齿轮润滑模块,设置在所述固定座内,所述固定座上表面设置有用于添加润滑液的盖板,所述齿轮润滑模块包括油嘴、支撑轴和与所述支撑轴配合的润滑齿轮,所述油嘴与所述支撑轴的一端连接,所述支撑轴的另一端与所述转接板连接。
14.作为优选的技术方案,所述的焊件压紧模块包括分别与所述滑轨模块连接的底座和底座连接板、分别与所述底座和底座连接板连接的连接板轴套以及一个或多个限位单元,所述底座和底座连接板上均设有通孔,且与所述导向轴配合,所述连接板轴套、所述底座和底座连接板构成柱状体;所述限位单元包括顶销以及与顶销配合的第一连接轴和第二连接轴,所述第一连接轴与所述底座连接,所述第二连接轴与所述底座连接板连接,所述顶销的一端设有手轮,用于调整顶销与焊件的距离以压紧焊件。
15.作为优选的技术方案,所述的传动模块包括电机、减速机和传动齿轮,所述电机与所述减速机动力连接,所述减速机与所述传动齿轮动力连接,所述传动齿轮位于所述固定座内,且与所述焊件固定模块连接。
16.作为优选的技术方案,还包括罩壳模块,位于所述传动模块周围,用于保护所述传动模块并导入保护气体,所述罩壳模块包括筒状壳体和进出气组件,所述筒状壳体与所述焊件固定模块连接,一端设有内凹槽,内凹槽中设有开孔;所述进出气组件包括进气接头、气排及一个或多个出气接头,所述气排与所述筒状壳体上的开孔匹配,所述出气接头通过气体通路与所述焊件固定模块连接。
17.作为优选的技术方案,所述的筒状壳体上设有用于检修的窗口。
18.作为优选的技术方案,所述的滑轨模块包括轨道、滑块、l型块和把手,所述轨道与所述导向轴连接,所述滑块与所述轨道活动连接,并与所述焊件压紧模块连接,所述l型块与所述轨道连接,所述把手与所述l型块连接。
19.作为优选的技术方案,所述的滑轨模块还包括限位块,设置在所述轨道的一端,用于防止所述滑块滑出所述轨道。
20.作为优选的技术方案,所述的导向轴在远离固定座的一端设置有顶板。
21.与现有技术相比,本实用新型具有以下优点:
22.(1)通过设置焊件固定模块,可以将焊件固定在固定单元的定位销上,再将焊件压紧模块沿滑轨模块压紧焊件,从而实现工件的精准定位;
23.(2)固定座上可设置多个齿轮单元和定位单元,将多个焊件固定在固定座上,焊机设置在固定位置,传动模块带动齿轮单元、固定单元旋转,可完成单个焊件的焊接,此后,辅助装置整体旋转一定角度使下一个焊件到达焊接位置,提高焊接效率;
24.(3)保护气送气通路内置在辅助装置中,仅需将罩壳模块上的进气接头与送气装
置连接,保护气即可通过气排、出气接头、齿轮模块的转轴、定位座、定位销,最终到达产品处,实现对产品的保护。
附图说明
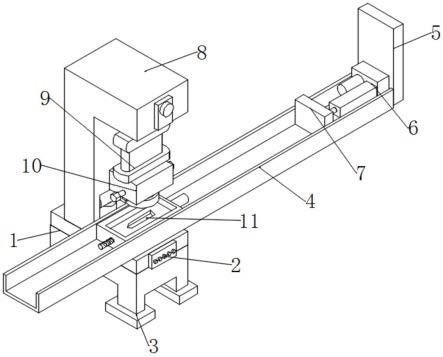
25.图1为实施例中的焊接辅助装置的示意图;
26.图2为实施例中齿轮单元的正视图;
27.图3为实施例中齿轮单元的截面图;
28.图4为实施例中定位模块的一种实现方式的正视图;
29.图5为实施例中定位模块的另一种实现方式的正视图;
30.图6为实施例中滑轨模块的正视图;
31.图7为实施例中限位单元的正视图;
32.图8为实施例中限位单元的截面图;
33.图9为实施例中齿轮润滑模块的正视图;
34.图10为实施例中罩壳模块的正视图;
35.图11为实施例中罩壳模块的仰视图;
36.图12为实施例中进出气组件的示意图,
37.其中,1、传动模块,11、电机,12、减速机,13、传动齿轮,
38.2、固定座,
39.3、焊件固定模块,31、转接板,32、齿轮单元,321、转轴,322、连接座, 323、气体接头,324、齿轮,325、轴承,326、垫片,327、第一深沟轴承,328、键,329、第一轴用挡圈,33、定位单元,331、定位座,332、定位销,333、弹簧, 334、螺丝,
40.4、导向轴,
41.5、滑轨模块,51、轨道,52、滑块,53、l型块,54、把手,55、限位块, 56、小垫板,
42.6、焊件压紧模块,61、底座,62、底座连接板,63、连接板轴套,64、限位单元,641、顶销,642、第一连接轴,643、第二连接轴,644、手轮,645、第三连接轴,646、第四连接轴,647、第二深沟轴承,648、第三深沟轴承,649、无油衬套,650、第五连接轴,651、第二轴用挡圈,652、销套,
43.7、齿轮润滑模块,71、油嘴,72、支撑轴,73、润滑齿轮,74、第三轴用挡圈,
44.8、罩壳模块,81、筒状壳体,82、进出气组件,821进气接头,822、气排, 823、出气接头,83、窗口,
45.9、顶板。
具体实施方式
46.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型的一部分实施例,而不是全部实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都应属于本实用新型保护的范围。
47.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者
是该实用新型产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。如“水平”仅仅是指其方向相对“竖直”而言更加水平,并不是表示该结构一定要完全水平,而是可以稍微倾斜。
48.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
49.实施例1
50.如图1所述为本实施例的焊接辅助装置的立体图,包括:传动模块1,用于通过齿轮啮合带动焊件旋转;固定座2,固定座2上设有通孔;焊件固定模块3,安装在固定座2的通孔中,用于将焊件固定在预定位置;导向轴4,与固定座2连接;滑轨模块5,与导向轴4连接,导向轴4在远离固定座2的一端设置有顶板9;焊件压紧模块6,设置在滑轨模块5上,用于沿导向轴4方向运动以压紧焊件;罩壳模块8,位于传动模块1周围,用于保护传动模块1并导入保护气体。
51.传动模块1包括电机11、减速机12和传动齿轮13,电机11与减速机12动力连接,减速机12与传动齿轮13动力连接,传动齿轮13位于固定座2内,且与焊件固定模块3连接。电机11采用βis 8/3000b-4型电机,减速机12采用 ad1101-p0403401401型减速机,传动齿轮13采用ssg2-100轴承。
52.焊件压紧模块6包括分别与滑轨模块5连接的底座61和底座连接板62、分别与底座61和底座连接板62连接的连接板轴套63以及六个限位单元64,底座61 和底座连接板62上均设有通孔,且与导向轴4配合,连接板轴套63、底座61和底座连接板62构成柱状体。
53.其中,焊件固定模块3包括转接板31、分别与转接板31和固定座2连接的六个齿轮单元32以及两个定位单元33,转接板31与固定座2连接。
54.如图2-3所述为齿轮单元32的示意图,齿轮单元32包括:转轴321,与转接板31连接,一端设有连接座322,连接座322上设有用于释放气体的开口以及用于安装定位单元33的凹槽,转轴321的另一端设有气体接头323;齿轮324,与转轴321配合并且连接,齿轮324与传动模块1连接;轴承325,与转轴321配合,且与固定座2连接。垫片326设置在轴承325和齿轮324之间,并于转轴321配合。第一深沟轴承327,设置在齿轮324与转轴321的延伸部之间。键328用于连接齿轮324和连接座322。第一轴用挡圈329与转轴321配合,设置在第一深沟轴承327 和转轴321的延伸部之间。气体接头323采用ksh06-m5型快速接头,第一深沟轴承327采用gb
╱
t 276 6204型深沟球轴承,齿轮324采用khk_us-ssg2-28_j25 型轮齿研磨正齿轮,轴承325采用深沟球轴承gb
╱
t 276 6305,第一轴用挡圈329 采用gb894.1 20轴用弹性挡圈。
55.如图4所述为定位模块33的一种,包括:定位座331,与连接座322匹配,且内部设有气体通道;定位销332,与定位座331连接,且设有释放气体的开口,定位销332与焊件匹配。
56.如图5所述为定位模块33的另一种,区别在于在定位销332的一端设置了弹簧333以及用于固定弹簧333的螺丝334。
57.如图7-8所述为限位单元64的示意图,包括:顶销641以及与顶销641配合的第一连
接轴642和第二连接轴643,第一连接轴642与底座61连接,第二连接轴643与底座连接板62连接,顶销641的一端设有手轮644,用于调整顶销641 与焊件的距离以压紧焊件。第一连接轴642与第二连接轴643之间分别设有第三连接轴645和第四连接轴646,第二深沟轴承647设置在第一连接轴642和第三连接轴645之间,第三深沟轴承648设置在第三连接轴645和顶销641之间。无油衬套 649设置在第二连接轴643和顶销641之间。第五连接轴650设置在第一连接轴642 和第三连接轴645间,第二轴用挡圈651设置在第一连接轴642与顶销641之间。手轮644采用hokw50-10型手轮,第二深沟轴承647采用gb
╱
t 276 61802轴承,第三深沟轴承648采用gb
╱
t 276 61804轴承,无油衬套649采用mpbr25-16型无油衬套,第二轴用挡圈651采用gb894.115轴用弹性挡圈,销套652套在顶销 641上。
58.如图10-11所述为罩壳模块8的示意图,罩壳模块8位于传动模块1周围,用于保护传动模块1并导入保护气体,罩壳模块8包括筒状壳体81和进出气组件82,筒状壳体81与焊件固定模块3连接,一端设有内凹槽,内凹槽中设有开孔;进出气组件82的示意图如图12所述,包括进气接头821、气排822及六个出气接头823,气排822与筒状壳体81上的开孔匹配,出气接头823通过气体通路与焊件固定模块3连接,筒状壳体81上设有用于检修的窗口83。进气接头821采用ksh10-02s 型气管接头,出气接头823采用ksh10-02s型气管接头。
59.如图6所述为滑轨模块5的示意图,包括轨道51、滑块52、l型块53和把手 54,轨道51与导向轴4连接,滑块52与轨道51活动连接,并与焊件压紧模块6 连接,l型块53与轨道51连接,把手54与l型块53连接,滑轨模块5还包括限位块55,设置在轨道51的一端,用于防止滑块52滑出轨道51。把手54采用熊克的把手hk2001a-phk20。
60.在实际使用中,将辅助装置的筒状壳体81的底部安装到变位机转台上并锁紧,将氩气供应装置与进气接头821连接,顶板9与变位机底座连接。将定位模块33 安装到齿轮模块32上。将六个待焊接的喷嘴安装在定位单元33的定位销332上,操作员拉动滑轨模块5上的把手54,带动与滑块52连接的焊件压紧模块6沿轨道 51的方向向下运动,直至限位单元64与待焊接的喷嘴抵接。调整六个限位单元64 上的手轮644,使顶销641与待焊接的喷嘴紧密接触,完成固定。启动电机11,带动传动齿轮13旋转,而传动齿轮13与齿轮单元32的齿轮324啮合,齿轮324通过键328与连接座322连接,因此连接座322开始旋转,安装在连接座322上的固定着待焊接喷嘴的定位单元33也开始旋转。通过输气装置向进气接头821输入氩气,氩气依次通过进气接头821、气排822、出气接头823、连接出气接头823和齿轮单元32的气管、气体接头323、转轴321、连接座322、定位座331、定位销 332到达工件周围。将焊接辅助装置移动到焊接工位,焊接第一个喷嘴,由于喷嘴在旋转,焊枪无需移动,焊接完第一个喷嘴后,由电气控制变位机旋转60
°
,将下一个喷嘴移动到焊接工位进行焊接,如此重复完成六个喷嘴的焊接。
61.实施例2
62.与实施例1相比,本实施例还包括齿轮润滑模块7。
63.如图9所述为齿轮润滑模块7的示意图,齿轮润滑模块7设置在固定座2内,固定座2上表面设置有用于添加润滑液的盖板,齿轮润滑模块7包括油嘴71、支撑轴72和与支撑轴72配合的润滑齿轮73,油嘴71与支撑轴72的一端连接,支撑轴72的另一端与转接板31连接。油嘴71采用gpas6a型油嘴,第三轴用挡圈 74采用07v0078_af0型轴用挡圈,润滑齿轮73采用gearh2.0-18-20-a-12型毛毡齿轮。
64.在维护时,打开固定座331上的盖板,向油嘴71加入润滑油,润滑油浸润润滑齿轮73,而润滑齿轮73与齿轮单元32的齿轮324啮合,进而润滑传动齿轮13。
65.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到各种等效的修改或替换,这些修改或替换都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以权利要求的保护范围为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。