1.本发明涉及激光切割技术领域,具体为一种激光切割定位装置及其使用方法。
背景技术:
2.激光切割是利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而实现将工件割开,是切割工件的热切割方法之一。
3.在激光切割加工中,对于切割件的稳定定位是确保切割精确度的重要手段,然而,现有的加工设备中,缺乏对环形工件的批量定位工装,导致环形工件定位麻烦,且难以批量生产,效率低下,因此,亟需一种激光切割定位装置,用于解决上述背景中提到的现有的加工设备中,缺乏对环形工件的批量定位工装,导致环形工件定位麻烦,且难以批量生产,效率低下的问题。
技术实现要素:
4.为实现上述目的,本发明提供如下技术方案:一种激光切割定位装置,包括加工床,所述加工床的顶部设置有定位机构,所述定位机构的外部设置有调节机构;
5.所述定位机构包括定位杆一、定位杆二和定位杆三,所述定位杆一、定位杆二和定位杆三的顶部均设置有定位插销,所述定位插销的底部设置有连接件,所述定位插销的外侧壁上设置有防滑件;
6.所述调节机构包括若干个u形套,若干个所述u形套的外侧壁上均开设有防歪孔,若干个所述u形套的顶部均设置有定位螺栓,若干个所述u形套的外侧壁上靠近防歪孔的位置处设置有固定件。
7.优选的,所述连接件包括开设于定位杆一顶部的螺纹孔,所述连接件还包括固定连接于定位插销底部的螺纹柱,所述螺纹孔与螺纹柱相互旋接。
8.定位插销通过螺纹柱与螺纹孔旋接,从而完成与定位杆一的固定,拆装更换方便,维护成本低。
9.优选的,所述防滑件包括开设于定位插销外侧壁上的凹槽,所述凹槽的外侧壁上套设有橡胶套圈。
10.为了提高环形工件与定位插销连接的稳定性,且减少对环形工件的损伤,在定位插销的外部通过凹槽套设橡胶套圈,从而使得定位插销与环形工件的贴合更加稳定,橡胶套圈为柔性橡胶材质,更换方便。
11.优选的,所述定位插销在定位杆一、定位杆二和定位杆三上均设置有若干个,且每个所述定位插销之间间距一致均匀排列。
12.每个定位插销在跟随定位杆一、定位杆二和定位杆三移动后每三个之间的间距一定是一致的,通过三点定位的方法对环形工件进行批量定位,十分高效。
13.优选的,所述定位机构还包括开设于加工床外侧壁两个相对面上的两个滑槽,所
述定位杆一、定位杆二和定位杆三的两端分别插接于两个滑槽内,所述定位杆一、定位杆二和定位杆三的两端与滑槽之间滑动连接。
14.定位杆一、定位杆二和定位杆三在两个滑槽之间滑动,从而调整定位杆一、定位杆二和定位杆三三者之间的间距,以便根据环形工件的圈径进行调整,方便快捷。
15.优选的,每两个所述u形套分别设置在定位杆一、定位杆二和定位杆三的两端,所述定位杆一、定位杆二和定位杆三的两端与防歪孔之间活动插接。
16.优选的,所述u形套套设于加工床的外侧壁上,所述定位螺栓与u形套的顶部相互旋接,所述定位螺栓的底部贯穿u形套的顶部并与加工床的外侧壁相接触。
17.优选的,所述固定件包括固定连接于防歪孔外侧壁上的套管,所述套管的顶部旋接有固定螺栓,所述固定螺栓的底部贯穿套管的顶部并与定位杆一相接触。
18.一种激光切割定位装置的使用方法,包括如下步骤:
19.s1、取一环形工件作为模型以待备用;
20.s2、在防歪孔内来回拉动定位杆一、定位杆二和定位杆三,然后在滑槽内来回移动与定位杆一、定位杆二和定位杆三相连接的u形套,从而调整定位杆一、定位杆二和定位杆三的位置;
21.s3、通过定位杆一、定位杆二和定位杆三上的三个定位插销配合对环形工件的内侧壁进行贴合,对环形工件定位;
22.s4、定位杆一、定位杆二和定位杆三对一个环形工件定位后,其他定位插销会与上述三个定位插销摆放位置一致,可在每三个定位插销外放置相同环形工件,从而进行批量定位加工。
23.与现有技术相比,本发明提供了一种激光切割定位装置及其使用方法,具备以下有益效果:
24.1、该激光切割定位装置,通过定位杆一、定位杆二和定位杆三在两个滑槽之间滑动,从而调整定位杆一、定位杆二和定位杆三三者之间的间距,以便根据环形工件的圈径进行调整,在u形套内来回活动定位杆一、定位杆二和定位杆三,用于调节定位杆一、定位杆二和定位杆三上的定位插销的位置,从而使得定位杆一、定位杆二和定位杆三上的定位插销错位设置,通过三点定位的方法对环形工件进行批量定位,调节起来方便快捷,加工效率高。
25.2、该激光切割定位装置,为了提高环形工件与定位插销连接的稳定性,且减少对环形工件的损伤,在定位插销的外部通过凹槽套设橡胶套圈,从而使得定位插销与环形工件的贴合更加稳定,橡胶套圈为柔性橡胶材质,更换方便。
26.3、该激光切割定位装置,通过固定螺栓下压定位杆一、定位杆二和定位杆三的顶部,对定位杆一、定位杆二和定位杆三进行固定,从而防止定位杆一、定位杆二和定位杆三在加工中发生位移,完成对各个定位插销的固定,方便快捷。
附图说明
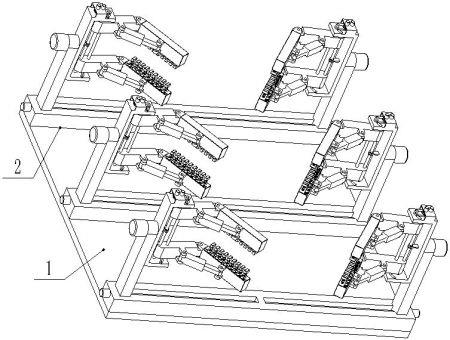
27.图1为本发明结构示意图;
28.图2为本发明定位机构结构示意图;
29.图3为本发明防滑件结构示意图;
30.图4为本发明调节机构结构示意图;
31.图5为本发明调节机构结构示意图;
32.图6为本发明固定件结构示意图;
33.图7为本发明调节机构侧视面剖面结构示意图。
34.其中:1、加工床;2、定位机构;201、定位杆一;202、定位杆二;203、定位杆三;204、定位插销;205、连接件;2051、螺纹孔;2052、螺纹柱;206、防滑件;2061、凹槽;2062、橡胶套圈;207、滑槽;3、调节机构;301、u形套;302、防歪孔;303、定位螺栓;304、固定件;3041、套管;3042、固定螺栓。
具体实施方式
35.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
36.实施例一
37.本实施例为一种激光切割定位装置的具体实施方式。
38.请参阅图1-7,一种激光切割定位装置,包括加工床1,加工床1的顶部设置有定位机构2,定位机构2的外部设置有调节机构3;
39.定位机构2包括定位杆一201、定位杆二202和定位杆三203,定位杆一201、定位杆二202和定位杆三203的顶部均设置有定位插销204,定位插销204的底部设置有连接件205,定位插销204的外侧壁上设置有防滑件206;
40.调节机构3包括若干个u形套301,若干个u形套301的外侧壁上均开设有防歪孔302,若干个u形套301的顶部均设置有定位螺栓303,若干个u形套301的外侧壁上靠近防歪孔302的位置处设置有固定件304。
41.通过上述技术方案,定位杆一201、定位杆二202和定位杆三203在两个滑槽207之间滑动,从而调整定位杆一201、定位杆二202和定位杆三203三者之间的间距,以便根据环形工件的圈径进行调整,在u形套301内来回活动定位杆一201、定位杆二202和定位杆三203,用于调节定位杆一201、定位杆二202和定位杆三203上的定位插销204的位置,从而使得定位杆一201、定位杆二202和定位杆三203上的定位插销204错位设置,通过三点定位的方法对环形工件进行批量定位,调节起来方便快捷,加工效率高。
42.具体的,连接件205包括开设于定位杆一201顶部的螺纹孔2051,连接件205还包括固定连接于定位插销204底部的螺纹柱2052,螺纹孔2051与螺纹柱2052相互旋接。
43.通过上述技术方案,定位插销204通过螺纹柱2052与螺纹孔2051旋接,从而完成与定位杆一201的固定,拆装更换方便,维护成本低。
44.具体的,防滑件206包括开设于定位插销204外侧壁上的凹槽2061,凹槽2061的外侧壁上套设有橡胶套圈2062。
45.通过上述技术方案,为了提高环形工件与定位插销204连接的稳定性,且减少对环形工件的损伤,在定位插销204的外部通过凹槽2061套设橡胶套圈2062,从而使得定位插销204与环形工件的贴合更加稳定,橡胶套圈2062为柔性橡胶材质,更换方便。
46.具体的,定位插销204在定位杆一201、定位杆二202和定位杆三203上均设置有若干个,且每个定位插销204之间间距一致均匀排列。
47.通过上述技术方案,每个定位插销204在跟随定位杆一201、定位杆二202和定位杆三203移动后每三个之间的间距一定是一致的,通过三点定位的方法对环形工件进行批量定位,十分高效。
48.具体的,定位机构2还包括开设于加工床1外侧壁两个相对面上的两个滑槽207,定位杆一201、定位杆二202和定位杆三203的两端分别插接于两个滑槽207内,定位杆一201、定位杆二202和定位杆三203的两端与滑槽207之间滑动连接。
49.通过上述技术方案,定位杆一201、定位杆二202和定位杆三203在两个滑槽207之间滑动,从而调整定位杆一201、定位杆二202和定位杆三203三者之间的间距,以便根据环形工件的圈径进行调整,方便快捷。
50.具体的,每两个u形套301分别设置在定位杆一201、定位杆二202和定位杆三203的两端,定位杆一201、定位杆二202和定位杆三203的两端与防歪孔302之间活动插接。
51.通过上述技术方案,在u形套301内来回活动定位杆一201、定位杆二202和定位杆三203。,用于调节定位杆一201、定位杆二202和定位杆三203上的定位插销204的位置,从而使得定位杆一201、定位杆二202和定位杆三203上的定位插销204错位设置,以便使得每三个定位插销204呈三角形设置在环形工件内部,从而对环形工件进行定位,方便快捷。
52.具体的,u形套301套设于加工床1的外侧壁上,定位螺栓303与u形套301的顶部相互旋接,定位螺栓303的底部贯穿u形套301的顶部并与加工床1的外侧壁相接触。
53.通过上述技术方案,u形套301贯穿在加工床1的外侧壁上靠近滑槽207的上方,u形套301起到对定位杆一201、定位杆二202和定位杆三203限位的作用,通过旋紧定位螺栓303,使得定位螺栓303将u形套301固定在加工床1的外侧壁顶部处,从而防止定位杆一201、定位杆二202和定位杆三203之间间距产生改变,起到固定作用。
54.具体的,固定件304包括固定连接于防歪孔302外侧壁上的套管3041,套管3041的顶部旋接有固定螺栓3042,固定螺栓3042的底部贯穿套管3041的顶部并与定位杆一201相接触。
55.通过上述技术方案,固定螺栓3042下压定位杆一201、定位杆二202和定位杆三203的顶部,对定位杆一201、定位杆二202和定位杆三203进行固定,从而防止定位杆一201、定位杆二202和定位杆三203在加工中发生位移,完成对各个定位插销204的固定,方便快捷。
56.实施例二
57.本实施例为一种激光切割定位装置的定位机构2的具体实施方式。
58.一种激光切割定位装置的定位机构2,包括定位杆一201、定位杆二202和定位杆三203,定位杆一201、定位杆二202和定位杆三203的顶部均设置有定位插销204,定位插销204的底部设置有连接件205,定位插销204的外侧壁上设置有防滑件206。
59.通过上述技术方案,定位杆一201、定位杆二202和定位杆三203在两个滑槽207之间滑动,从而调整定位杆一201、定位杆二202和定位杆三203三者之间的间距,以便根据环形工件的圈径进行调整,在u形套301内来回活动定位杆一201、定位杆二202和定位杆三203。,用于调节定位杆一201、定位杆二202和定位杆三203上的定位插销204的位置,从而使得定位杆一201、定位杆二202和定位杆三203上的定位插销204错位设置,通过三点定位的
方法对环形工件进行批量定位,调节起来方便快捷,加工效率高。
60.实施例三
61.本实施例为一种激光切割定位装置的使用方法的具体实施方式。
62.一种激光切割定位装置的使用方法,包括如下步骤:
63.s1、取一环形工件作为模型以待备用;
64.s2、在防歪孔302内来回拉动定位杆一201、定位杆二202和定位杆三203,然后在滑槽207内来回移动与定位杆一201、定位杆二202和定位杆三203相连接的u形套301,从而调整定位杆一201、定位杆二202和定位杆三203的位置;
65.s3、通过定位杆一201、定位杆二202和定位杆三203上的三个定位插销204配合对环形工件的内侧壁进行贴合,对环形工件定位;
66.s4、定位杆一201、定位杆二202和定位杆三203对一个环形工件定位后,其他定位插销204会与上述三个定位插销204摆放位置一致,可在每三个定位插销204外放置相同环形工件,从而进行批量定位加工。
67.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。