1.本技术涉及锌铝合金镀锌丝技术领域,尤其是涉及一种高强韧锌铝合金镀锌丝及其制备方法。
背景技术:
2.锌铝合金因其具有良好的力学性能的耐磨性好、熔化温度低、铸造和机械加工性能优良、成本低等一系列优点而受到关注。镀锌丝是采用优质低碳钢加工而成,经过冷拉成型、酸洗除锈、高温退火、热镀锌、冷却等工艺流程,且镀锌丝具有镀锌层厚、抗腐蚀性强等特性。
3.目前,锌铝合金镀锌丝虽然具有较强的抗腐蚀性,但是强韧性不佳,因此,现在急需研制一种高强韧的锌铝合金镀锌丝。
技术实现要素:
4.为了提高镀锌丝的强韧性,本技术提供一种高强韧锌铝合金镀锌丝及其制备方法。
5.第一方面,本技术提供一种高强韧锌铝合金镀锌丝,采用如下技术方案:一种高强韧锌铝合金镀锌丝,其包括以下重量百分含量的原料:铝5-15%、锰1-5%、镍2-10%、锆3-8%、镁3-8%、稀土钇0.1-0.5%、稀土铈0.1-0.5%、余量为锌和不可避免的杂质。
6.通过采用上述技术方案,本技术的高强韧锌铝合金镀锌丝,通过各原料之间的协同作用,不仅提高了镀锌丝的抗拉强度、屈服强度、延伸率,还提高了断裂韧性,提高了镀锌丝的强韧性,其中,抗拉强度为610-650mpa,屈服强度为538-585mpa,延伸率为5.7-8.5%,断裂韧性为27.1-32.6mpa
·m1/2
。
7.锌、铝为锌铝合金镀锌丝的基础成分。锰能够阻止锌铝合金中的再结晶过程,提高再结晶温度,并能够显著细化再结晶晶粒,从而提高锌铝合金镀锌丝的强度。镍加入到锌铝合金中,能够提高锌铝合金镀锌丝的强度,但是不会降低其塑性,还能够改善锌铝合金镀锌丝的低温韧性。锆能够阻碍锌铝合金中的再结晶过程,细化再结晶晶粒,提高强度。镁能够明显提高锌铝合金的强度。
8.稀土钇能够提高锌铝合金的强度,稀土钇应用到锌铝合金中,使锌铝合金基体得到强化,并且使锌铝合金基体上形成亚晶粒,析出质点趋向沿亚晶界分布,因此能够提高锌铝合金的强韧性。稀土铈能够细化锌铝合金中的晶粒,能够使锌铝合金中出现韧窝状组织,还能够提高锌铝合金的强度、硬度、伸长率、断裂韧性和耐磨性等力学性能。
9.作为优选:其包括以下重量百分含量的原料:铝8-12%、锰2-4%、镍5-8%、锆4-6%、镁4-7%、稀土钇0.2-0.4%、稀土铈0.2-0.4%、余量为锌和不可避免的杂质。
10.通过采用上述技术方案,通过对铝、锰、镍、锆、镁、稀土钇、稀土铈、锌的添加量进行优化,便于各原料之间更好的发挥作用,便于提高锌铝合金镀锌丝的强韧性。
11.第二方面,本技术提供一种高强韧锌铝合金镀锌丝的制备方法,采用如下的技术方案:一种高强韧锌铝合金镀锌丝的制备方法,包括如下步骤:s1:将锌、铝、锰、镍、锆、镁混合熔融,加入稀土钇、稀土铈,混合均匀后,除渣,拉拔,冷却得到钢丝;s2:将钢丝经过放线、热处理、水浴、水洗、酸洗,预处理后备用;s3:将步骤s2中的钢丝加热,进行第一次助镀,烘干,进行热镀锌,经水冷后,进行第二次助镀,并烘干,进行热镀锌铝,经水冷后,烘干,收线成盘,得到锌铝合金镀锌丝。
12.进一步的,一种高强韧锌铝合金镀锌丝的制备方法,包括如下步骤:s1:将锌、铝、锰、镍、锆、镁混合,在750-780℃的温度下熔融,加入稀土钇、稀土铈,混合均匀后,除渣,拉拔,冷却得到钢丝;s2:将钢丝经过放线、热处理、水浴、水洗。酸洗,预处理后备用;s3:将步骤s2中的钢丝加热到40-50℃的温度,进行第一次助镀,并在40-60℃的温度下烘干,在450-470℃的温度下进行热镀锌,热镀时间为5-15s,经水冷后,进行第二次助镀,并在40-60℃的温度下烘干,在440-460℃的温度下进行热镀锌铝,热镀时间为10-20s,经水冷后,烘干,收线成盘,得到锌铝合金镀锌丝。
13.通过采用上述技术方案,首先制备钢丝,然后将钢丝进行预处理,再将钢丝分别进行第一次助镀-烘干-热镀锌-冷却-第二次助镀-烘干-热镀锌铝-冷却等工序处理,最后得到锌铝合金镀锌丝,有助于增强锌铝合金镀锌丝的强韧性。
14.作为优选:步骤s3中两次助镀的助镀液分别包括以下重量份的原料:氯化铵溶液35-50份、氯化锌溶液40-50份,且所述氯化铵溶液的浓度为60-110g/l,氯化锌溶液的浓度为120-150g/l。
15.作为优选:步骤s3中两次助镀的时间为3-5s。
16.通过采用上述技术方案,为了保证钢丝表面的洁净和活性,提高镀锌质量,对钢丝进行两次助镀,采用氯化铵溶液和氯化锌溶液作为助镀液,还对两次助镀的时间进行限定,便于提高镀锌质量。
17.作为优选:步骤s3中的热镀锌的具体操作为:将第一次助镀完的钢丝放入镀锌液中进行热镀。
18.作为优选:所述镀锌液包括以下重量份的原料:锌液20-40份、柠檬酸钠1-5份、表面活性剂0.1-0.5份;其中,锌液的浓度为60-80g/l。
19.通过采用上述技术方案,锌液为基础成分,柠檬酸钠能够减少氢氧化物沉淀的形成,表面活性剂能够起到润滑的作用,利用其在金属和溶液界面上的定向排列及吸附作用,来改善镀层的结晶组织,利用其润滑作用,可防止析出的气体在锌铝合金基体表面滞留,从而防止镀层出现麻点及针孔,从而提高镀锌质量。
20.作为优选:步骤s3中的热镀锌铝的具体操作为:将第二次助镀完的钢丝放入镀锌铝液中进行热镀。
21.作为优选:所述镀锌铝液包括以下重量份的原料:锌液20-30份、铝粉10-20份、羟甲基纤维素1-3份;其中,锌液的浓度为60-80g/l。
22.通过采用上述技术方案,锌液和铝粉为基础成分,羟甲基纤维素具有良好的润滑性,还具有粘结能力,便于提高镀锌铝的质量。
23.综上所述,本技术包括以下至少一种有益技术效果:1、由于本技术中采用稀土钇、稀土铈,稀土钇能够使锌铝合金基体得到强化,使锌铝合金基体上形成亚晶粒,析出质点趋向沿亚晶界分布,稀土铈能够细化锌铝合金中的晶粒,能够使锌铝合金中出现韧窝状组织从而进一步提高锌铝合金的强韧性,可使抗拉强度达到650mpa,屈服强度达到585mpa,延伸率达到8.5%,断裂韧性达到32.6mpa
·m1/2
。
24.2、本技术中优选对钢丝进行制备,对钢丝进行预处理后,再经过第一次助镀-烘干-热镀锌-冷却-第二次助镀-烘干-热镀锌铝-冷却等工序处理,最后制得锌铝合金镀锌丝,便于提高镀锌和镀锌铝的质量,从而提高锌铝合金镀锌丝的强韧性。
具体实施方式
25.以下结合具体内容对本技术作进一步详细说明。
26.原料表面活性剂为op-10。
27.制备例制备例1-3一种助镀液,其原料配比见表1所示。
28.一种助镀液,其采用以下方法制备:将浓度为85g/l的氯化铵溶液、浓度为135g/l的氯化锌溶液混匀,得到助镀液。
29.表1制备例1-3助镀液中各原料掺量(单位:kg)原料制备例1制备例2制备例3氯化铵溶液354050氯化锌溶液404550制备例4-6一种镀锌液,其原料配比见表2所示。
30.一种镀锌液,其采用以下方法制备:将浓度为70g/l的锌液、柠檬酸钠、表面活性剂混合均匀,得到镀锌液。
31.表2制备例4-6镀锌液中各原料掺量(单位:kg)原料制备例4制备例5制备例6锌液203040柠檬酸钠12.55表面活性剂0.10.250.5制备例7-9一种镀锌铝液,其原料配比见表3所示。
32.一种镀锌铝液,其采用以下方法制备:将浓度为70g/l的锌液、铝粉、羟甲基纤维素混合均匀,得到镀锌铝液。
33.表3制备例7-9镀锌液中各原料掺量(单位:kg)原料制备例7制备例8制备例9锌液202530铝粉101520
羟甲基纤维素123实施例
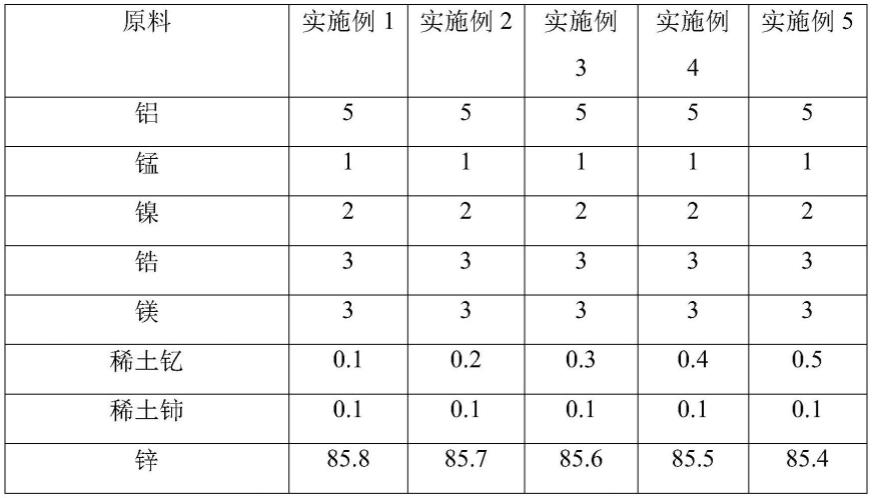
34.实施例1一种高强韧锌铝合金镀锌丝,其原料配比见表4所示。
35.一种高强韧锌铝合金镀锌丝的制备方法,包括如下步骤:s1:将锌、铝、锰、镍、锆、镁混合,在765℃的温度下熔融,加入稀土钇、稀土铈,混合均匀后,除渣,拉拔,冷却得到钢丝;s2:将钢丝经过放线、热处理、水浴、水洗。酸洗,预处理后备用;s3:将步骤s2中的钢丝加热到45℃的温度,采用制备例1制备得到的助镀液进行第一次助镀,助镀时间为4s,并在50℃的温度下烘干,在460℃的温度下采用制备例4制备得到的镀锌液进行热镀锌,热镀时间为10s,经水冷后,采用制备例1制备得到的助镀液进行第二次助镀,助镀时间为4s,并在50℃的温度下烘干,在450℃的温度下采用制备例7制备得到的镀锌铝液进行热镀锌铝,热镀时间为15s,经水冷后,烘干,收线成盘,得到锌铝合金镀锌丝。
36.实施例2-5一种高强韧锌铝合金镀锌丝,其和实施例1的区别之处在于,镀锌丝的原料配比不同,其原料配比见表4所示。
37.表4实施例1-5锌铝合金镀锌丝中各原料掺量(单位:kg)实施例6-8一种高强韧锌铝合金镀锌丝,其和实施例3的区别之处在于,镀锌丝的原料配比不同,其原料配比见表5所示。
38.表5实施例6-8锌铝合金镀锌丝中各原料掺量(单位:kg)
实施例9-11一种高强韧锌铝合金镀锌丝,其和实施例7的区别之处在于,镀锌丝的原料配比不同,其原料配比见表6所示。
39.表6实施例9-11锌铝合金镀锌丝中各原料掺量(单位:kg)实施例12一种高强韧锌铝合金镀锌丝,其和实施例10的区别之处在于,镀锌丝两次采用的助镀液的来源不同,其采用制备例2制备得到。
40.实施例13一种高强韧锌铝合金镀锌丝,其和实施例10的区别之处在于,镀锌丝两次采用的助镀液的来源不同,其采用制备例3制备得到。
41.实施例14
一种高强韧锌铝合金镀锌丝,其和实施例12的区别之处在于,镀锌丝采用的镀锌液的来源不同,其采用制备例5制备得到。
42.实施例15一种高强韧锌铝合金镀锌丝,其和实施例12的区别之处在于,镀锌丝采用的镀锌液的来源不同,其采用制备例6制备得到。
43.实施例16一种高强韧锌铝合金镀锌丝,其和实施例14的区别之处在于,镀锌丝采用的镀锌铝液的来源不同,其采用制备例8制备得到。
44.实施例17一种高强韧锌铝合金镀锌丝,其和实施例14的区别之处在于,镀锌丝采用的镀锌铝液的来源不同,其采用制备例9制备得到。
45.对比例对比例1一种高强韧锌铝合金镀锌丝,其和实施例1的区别之处在于,镀锌丝的原料中未添加稀土钇。
46.对比例2一种高强韧锌铝合金镀锌丝,其和实施例1的区别之处在于,镀锌丝的原料中未添加稀土铈。
47.对比例3一种高强韧锌铝合金镀锌丝,其和实施例1的区别之处在于,镀锌丝的原料中未添加稀土钇和稀土铈。
48.性能检测试验对实施例1-17混合对比例1-3中的高强韧锌铝合金镀锌丝进行下述性能检测:抗拉强度:依据gb/t228-2002《金属材料室温拉伸试验方法》对锌铝合金镀锌丝的抗拉强度进行测定,检测结果如表7所示。
49.屈服强度:依据gb/t228-2002《金属材料室温拉伸试验方法》对锌铝合金镀锌丝的屈服强度进行测定,检测结果如表7所示。
50.延伸率:依据gb/t228-2002《金属材料室温拉伸试验方法》对锌铝合金镀锌丝的延伸率进行测定,检测结果如表7所示。
51.断裂韧度:依据hb5487-91《铝合金断裂韧度试验方法》对锌铝和今年镀锌丝的断裂韧度进行测定,检测结果如表7所示。
52.表5检测结果
本技术的高强韧锌铝合金镀锌丝,通过各原料之间的协同作用,不仅提高了镀锌丝的抗拉强度、屈服强度、延伸率,还提高了断裂韧性,提高了镀锌丝的强韧性,其中,抗拉强度为610-650mpa,屈服强度为538-585mpa,延伸率为5.7-8.5%,断裂韧性为27.1-32.6mpa
·m1/2
。
53.结合实施例1和对比例1-3可以看出,实施例1中的镀锌丝的抗拉强度为610mpa,屈服强度为538mpa,延伸率为5.7%,断裂韧性为27.1mpa
·m1/2
,优于对比例1-3,表明镀锌丝的原料中一并加入稀土钇和稀土铈更为合适,不仅能够提高镀锌丝的抗拉强度和屈服强度,还能够提高断裂韧性。
54.结合实施例1-5可以看出,实施例3中的镀锌丝的抗拉强度为623mpa,屈服强度为551mpa,延伸率为6.6%,断裂韧性为28.2mpa
·m1/2
,优于其他实施例,表明实施例3中的稀土钇的添加量更为合适,在节约成本的前提下,能够最大程度的提高镀锌丝的强韧性。
55.结合实施例6-8可以看出,实施例7中的镀锌丝的抗拉强度为630mpa,屈服强度为560mpa,延伸率为7.0%,断裂韧性为29.2mpa
·m1/2
,优于其他实施例,表明实施例7中的稀土铈的添加量更为合适,在节约成本的前提下,能够最大程度的提高镀锌丝的强韧性。
56.结合实施例9-11可以看出,镀锌丝中除稀土钇和稀土铈外的其他原料对镀锌丝强韧性的影响不大。
57.结合实施例10和实施例12-13可以看出,实施例12中的的镀锌丝的抗拉强度为640mpa,屈服强度为575mpa,延伸率为7.9%,断裂韧性为31.0mpa
·m1/2
,优于其他实施例,表明镀锌液采用制备例2制备得到更为合适,更能够提高镀锌丝的强韧性。
58.结合实施例12、实施例14-15可以看出,实施例14中的的镀锌丝的抗拉强度为646mpa,屈服强度为580mpa,延伸率为8.1%,断裂韧性为31.5mpa
·m1/2
,优于其他实施例,表明镀锌液采用制备例5制备得到更为合适,更能够提高镀锌丝的强韧性。
59.结合实施例14、实施例16-17可以看出,实施例16中的的镀锌丝的抗拉强度为650mpa,屈服强度为585mpa,延伸率为8.5%,断裂韧性为32.6mpa
·m1/2
,优于其他实施例,表明镀锌铝液采用制备例8制备得到更为合适,更能够提高镀锌丝的强韧性。
60.上述具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。