1.本技术属于油气井用管材技术领域,具体涉及一种不锈钢连续油管及其制备方法。
背景技术:
2.连续油管不同于常规螺纹连接的油管,其为一种缠绕在滚筒上,可连续下井或起出的单根长达数千米的无接头油管。连续油管技术由于其作业成本较低、简单省时、安全可靠等优越性能,而被广泛应用于油田修井、冲砂、洗井、测井、完井、钻井、增产等多个领域,在作业时,卷筒上的油管可反复收放和使用。
3.近年来,随着油气田的不断开发,含有h2s、co2和cl-等腐蚀介质或具有复杂环境的油井不断增多,使连续油管的作业工况日益恶化,对连续油管性能的要求也越来越高。相关技术中,常用的油气田开采的连续油管通常采用低碳合金钢带制作形成,因合金元素含量低、抗腐蚀性能较差,很难在高co2、h2s等强腐蚀环境中应用。现有的不锈钢连续油管存在制备得到的连续油管钢管的强度、疲劳寿命或耐腐蚀性能等均不理想的问题,或者存在制备难度较高,生产效率较低的问题,从而影响了不锈钢连续油管在油气田开采领域的应用。
技术实现要素:
4.本发明的目的是提供一种不锈钢连续油管及其制备方法,至少能够提高连续油管的疲劳寿命和耐腐蚀性。
5.为了解决上述技术问题,本技术是这样实现的:
6.本技术实施例提供了一种不锈钢连续油管,所述不锈钢连续油管为索氏体不锈钢连续油管,所述不锈钢连续油管的金相组织为索氏体。
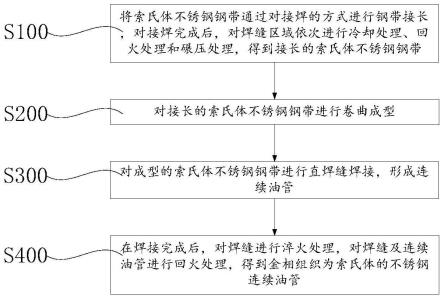
7.本技术实施例还提供了一种不锈钢连续油管的制备方法,包括以下步骤:
8.s100、将索氏体不锈钢钢带通过对接焊的方式进行钢带接长,对接焊完成后,将焊缝区域依次进行冷却处理、回火处理和碾压处理,得到接长的索氏体不锈钢钢带;
9.s200、将步骤s100得到的接长的索氏体不锈钢钢带进行卷曲成型;
10.s300、将步骤s200得到的成型的索氏体不锈钢钢带进行直焊缝焊接,形成连续油管;
11.s400、在步骤s300焊接完成后,对焊缝进行淬火处理,对焊缝及所述连续油管进行回火处理,得到金相组织为索氏体的不锈钢连续油管。
12.相比于常规的连续油管,本技术实施例中的索氏体不锈钢连续油管具有疲劳寿命高、耐腐蚀性能优良、性能均匀一致、经济性好等优势,具有较高的性价比,可以满足多种复杂工况环境下的作业要求,直接使用索氏体,工艺上省略了直焊缝的正火处理,且不需要对成型后的连续油管全管进行淬火处理,节约了能源。
13.另外,还添加一定量的mo元素,可以细化晶粒,提高焊缝综合性能,使焊缝和母材组织性能高度一致,调整工艺参数,焊缝和母材组织成分均匀,表现出优异的机械性能、耐
腐蚀性能和较高的疲劳寿命。
附图说明
14.图1为本技术实施例公开的不锈钢连续油管的制备方法各步骤的示意图;
15.图2为本技术实施例公开的不锈钢连续油管的制备方法的简易流程图;
16.图3为本技术实施例公开的不锈钢连续油管的金相组织图。
具体实施方式
17.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
18.参考图1和图3,本技术实施例公开了一种不锈钢连续油管的制备方法,所公开的制备方法包括:
19.s100、将索氏体不锈钢钢带通过对接焊的方式进行钢带接长,对焊接完成后,将焊缝区域依次进行冷却处理、回火处理和碾压处理,得到接长的索氏体不锈钢钢带。通过该步骤,可以实现对索氏体不锈钢钢带的接长和热处理。
20.可以理解的是,根据连续油管的长度要求(一般可长达数千米),将多个索氏体不锈钢钢带连接在一体,以便于为制备预设长度的连续油管做准备。
21.可选地,可以采用对接焊将相邻的两个索氏体不锈钢钢带焊接在一起,实现接长。其中,对接焊是将相邻的两个索氏体不锈钢钢带在没有合并的情况下进行焊接,此种焊接方式可以使应力集中相对较小,从而可以使焊缝区域承受较大的静载荷和较高的疲劳交变载荷,进而可以保证焊缝区域的牢固性。
22.对经过对接焊形成的焊缝区域进行热处理,热处理可以包括依次进行的冷却处理、回火处理和碾压处理,如此,可以降低焊缝区域的应力,并经过碾压使晶粒更加细化,从而可以提高焊接区域的性能,以便于保证最终制备成的索氏体不锈钢连续油管的性能。
23.s200、将经过步骤100处理后得到的接长的索氏体不锈钢钢带进行卷曲成型。
24.具体地,可以将接长后形成的预设长度的索氏体不锈钢钢带转移到制管机组,索氏体不锈钢钢带通过制管机组逐渐弯曲成型,以便于形成筒状结构,为形成连续油管奠定基础。
25.可选地,制管机组可以采用铜质辊,通过铜质辊与索氏体不锈钢钢带表面接触并挤压成型,在一定程度上可以提高索氏体不锈钢连续油管表面质量,从而可以提高索氏体不锈钢连续油管的性能。
26.s300、对经过步骤200处理得到的成型的索氏体不锈钢钢带进行直焊缝焊接,得到连续油管。
27.可以理解的是,索氏体不锈钢钢带在经过制管机组的卷曲成型过程后,形成侧面开口的索氏体不锈钢连续油管,此时,需要对开口进行直焊缝焊接,以将开口封闭,从而形成侧面封闭的索氏体不锈钢连续油管。
28.采用直焊缝焊接后形成的索氏体不锈钢连续油管具有多个优点,具体可以包括:
1、索氏体不锈钢连续油管的内在质量和几何精度相对较高;2、焊缝得以缩短,能够降低焊缝出现缺陷的概率;3、能够适应多种壁厚的索氏体不锈钢连续油管;4、索氏体不锈钢连续油管成型后应力状态较好,且对母材表面划痕较轻等。因此,对于提高索氏体不锈钢连续油管的性能可以起到积极作用。
29.s400、在步骤s300焊接完成之后,对焊缝进行淬火处理,对焊缝及连续油管进行回火处理,得到金相组织为索氏体的不锈钢连续油管。
30.通过淬火处理,改善焊缝组织,此时焊缝为马氏体组织;而后可以对焊缝加热,保温一段时间后进行缓慢冷却,从而可以实现对淬火后的焊缝进行马氏体向索氏体转变,全管达到去应力的目的,以得到组织和性能更好的索氏体不锈钢连续油管。
31.本技术实施例中制备成的索氏体不锈钢连续油管较常规连续油管而言具有更高的强度和疲劳寿命,并且,耐co2和h2s和盐雾腐蚀能力也较强等。由此,本技术实施例中的索氏体不锈钢连续油管具有疲劳寿命高、耐腐蚀性能优良、性能均匀一致、经济性好等优势,具有较高的性价比,可以满足多种复杂工况环境下的作业要求。
32.可选地,在步骤100中,对接焊采用惰性气体保护的等离子焊或氩弧焊进行焊接。如此,索氏体不锈钢钢带可以在惰性气体的保护情况下通过等离子焊或氩弧焊实现焊接,从而可以通过惰性气体在熔池周围形成气体保护层,以防止有害气体对焊接产生不利影响。其中,惰性气体可以包括氩气或氮气,当然,不仅限于此,还可以为其他类型的气体,只要能够起到保护焊接作用即可。
33.另外,索氏体不锈钢钢带可以采用45
°
对焊的方式将钢带接长,此种方式可以在焊接过程中减少压降、减少两相流介质对钢带的冲击,有利于提高焊接性能。
34.可选地,在步骤100中,冷却处理可以包括:对接焊完成后将焊缝区域迅速冷却至150℃~200℃,包括150℃、160℃、175℃、180℃、190℃、200℃等,当然,还可以是该范围内的其他温度值。基于上述冷却处理,可以减少对定径辊的影响。
35.由于对焊缝区域的冷却速度较快,容易在焊缝区域产生较大的应力,会降低焊缝性能,如此,可以在冷却后对焊缝区域进行回火,具体为,将焊缝加热至760℃~790℃,包括760℃、775℃、780℃、790℃等,当然,还可以是该范围内的其他温度值;并且在760℃~790℃内保温10s~60s,包括10s、20s、45s、55s、60s等,当然,还可以是该范围内的其他时间。
36.基于上述处理,可以通过高温回火去除焊接区域内的应力,从而可以提升焊接区域的力学性能和机械性能。
37.可选地,在步骤100中,碾压处理可以使焊接区域的晶粒更加细化,以便于提高焊接区域中组织的稳定性,以焊接区域的性能更加稳定。
38.可选地,在步骤300中,直焊缝焊接的速度为15~50m/min。具体为,对卷曲成型后的索氏体不锈钢钢带以15~50m/min的速度进行焊接,以便于连续完成索氏体不锈钢连续油管的直焊缝焊接。基于此,可以有效缓解直焊缝焊接速度过快而降低焊接质量的问题,以及直焊缝焊接速度过慢而降低连续油管制备效率的问题。
39.其中,15~50m/min可以包括15m/min、20m/min、25m/min、30m/min、35m/min、40m/min、45m/min、50m/min等,当然,还可以是该范围内的其他数值,具体可以根据实际工况而选定。
40.可选地,在步骤s400中,淬火处理包括:焊接完成后直接进入水冷系统迅速降温至
200~250℃,得到的焊缝的金相组织为马氏体组织。
41.淬火过后,连续油管的温度下降至150~200℃时,通过感应加热设备对连续油管及焊缝进行回火处理,回火处理的温度为630~650℃,保温一段时间后进行空冷,以得到金相组织为索氏体的不锈钢连续油管。
42.基于上述处理,通过回火处理可以完成连续油管及焊缝的回火处理,以改变焊缝组织转变,对连续油管整体进行去应力处理,从而可以得到组织性能良好的索氏体不锈钢连续油管,并且保证焊缝处不会因为存在较大应力而影响性能。
43.可选地,步骤s400中,在将焊缝进行淬火处理,以改善焊缝组织性能之后,且在对焊缝及连续油管进行回火处理之前,制备方法还包括:
44.定径处理,该定径处理为经过定径机组获得所需要的外径尺寸。
45.基于上述处理,可以根据实际工况,通过定径机组设定索氏体不锈钢连续油管的直径,从而可以获得不同尺寸的索氏体不锈钢连续油管,进而可以满足不同工况需求。
46.此处需要说明的是,上述定径机组的具体结构及其工作原理均可以参考现有技术,此处不作详细阐述。
47.本技术实施例中,可以采用等离子焊,将索氏体不锈钢钢带在惰性气体的保护状态下,通过45
°
对焊的方式进行焊接;待索氏体不锈钢钢带焊接完成后,将焊缝快速冷却至150~200℃,而后进行高温回火热处理,回火热处理的温度为760℃~790℃,从而可以得到与母材相同的稳定的索氏体组织。
48.待连续油管焊接完成后,需要对其进行淬火处理,本技术实施例中,焊接完成后进入水冷系统快速降温至200~250℃,以通过淬火改善焊缝区域的组织,经过淬火的焊缝为马氏体组织,此时,具有较高的硬度,但应力较大。
49.待焊缝区域的温度降到150~200℃时,通过感应加热设备对连续油管及焊缝进行回火热处理,回火热处理的温度为630~650℃,并通过保温系统保温一段时间,以消除残余应力,提高整个连续油管的性能,从而获得性能较佳的索氏体不锈钢连续油管产品。
50.本技术实施例中的索氏体不锈钢连续油管具有较高的强度、较高的疲劳寿命和优良的耐腐蚀性能。
51.基于上述不锈钢连续油管的制备方法,本技术实施例还公开了一种不锈钢连续油管,所公开的不锈钢连续油管为索氏体不锈钢连续油管,且不锈钢连续油管的金相组织为索氏体。
52.可选地,索氏体不锈钢连续油管,包括以下质量分数的主要组成及组分:
53.cr:13.0%~15.0%、ni:1.5%~3.5%,并且该不锈钢连续油管为索氏体结构。
54.可选地,索氏体不锈钢连续油管的合金元素,按照质量分数计,包括以下组成及组分:
55.cr:13.0%~15.0%、ni:1.5%~3.5%、mo:2.0%~3.0%、c:≤0.2%、mn:≤1.0%、p:≤0.08%、s:≤0.01%、si:≤1.0%,余量为fe,当然,还可以包括不可避免的杂质。
56.对于满足上述成分的不锈钢连续油管,以及采用上述方法制备得到的不锈钢连续油管具备典型的索氏体结构,是一种具有良好加工性能以及机械性能或耐腐蚀性能的不锈钢连续油管。
57.可选地,索氏体不锈钢连续油管的合金元素,按照质量分数计,包括以下组成及组分:
58.cr:13.5%~14.5%、ni:1.8%~3.0%、mo:2.2%~2.8%、c:≤0.15%、mn:≤0.8%、p:≤0.06%、s:≤0.01%、si:≤0.8%,余量为fe,当然,还可以包括不可避免的杂质。
59.上述索氏体不锈钢连续油管的合金元素中,各元素的主要作用如下:
60.对于元素cr,cr是提高钢耐腐蚀能力的基本组成元素,同时也是在高温下表面保护膜形成的关键组成元素。一般情况下,cr含量的高低与钢材的耐蚀性成正比,低含量导致低的腐蚀性,高含量虽然增加了耐蚀性,但会导致成本增加,同时减低了热加工性能。对于元素ni,ni可以增加碳在不锈钢中的溶解度,增强碳化物析出倾向,同时避免生成δ-铁素体,并且确保不锈钢的加工性。对于元素mo,mo可以提高钢的耐蚀性,此外,也可以对钢的强度产生有利的作用。本技术实施例对cr的含量、ni的含量、mo的含量控制在适当的范围内,可以通过淬火等热处理方式稳定金相组织,形成索氏体,保证不锈钢的耐蚀性以及较强的疲劳寿命等。
61.对于元素c,c作为间隙溶质元素,有利于提高钢的强度,但由于不锈钢中高cr含量会导致钢中形成crc类化合物,可能会降低不锈钢的耐蚀性,因此本技术实施例将c含量限定在较低的范围之内。对于元素mn,在索氏体不锈钢中,mn可以提高钢的强度,具有可以通过淬火等热处理方式形成稳定金相组织,形成索氏体的效果。对于元素p,p一般属于钢中不可避免的杂质元素,会对不锈钢产生不利的影响,高含量的p可能会低晶界间的强度,因此,p的含量越低越好。对于元素s,s作为钢中常见的杂质元素,有害地降低了钢材的强度和韧性,因此本技术实施例需要严格控制s含量的范围,s的含量越低越好,以提高钢材的综合性能。对于元素si,在索氏体不锈钢中,si是炼钢过程中重要的脱氧剂。
62.本技术实施例中的不锈钢连续油管,相比于马氏体不锈钢制成的连续油管,索氏体不锈钢连续油管可以实现焊缝与母材组织和性能基本一致,从而可以在无需投入新设备的情况下,使用一些现成的连续油管产线即可实现索氏体不锈钢连续油管的制备,进而可以节约成本。相比于奥氏体不锈钢制成的连续油管,索氏体不锈钢连续油管的原材料具有较高强度,经过成型机组形变强化后,强度再次提升,且无需进行气体保护及固溶处理,大大提高了生产效率。相比于双相不锈钢制成的连续油管,焊缝、热影响区和母材实现组织均匀一致的索氏体组织,解决了局部腐蚀性能较差的问题。因此,索氏体不锈钢连续油管具有更高的性价比,可以满足多种复杂工况环境下的作业要求。
63.下面通过具体的实施例及对比例对不锈钢连续油管的制备方法及相关性能进行详细说明。
64.实施例1
65.1、一种索氏体不锈钢连续油管的合金元素,按照质量分数计,包括以下组成及组分:cr:14.0%、ni:2.0%、mo:2.5%、c:0.1%、mn:1.0%、p:0.05%、s:0.01%、si:0.6%,余量为fe。
66.2、上述索氏体不锈钢连续油管的制备方法,包括以下步骤:
67.s100、钢带对接及热处理,根据连续油管的长度要求,将索氏体不锈钢钢带通过45
°
对接焊的方式进行钢带接长,其中对接焊采用惰性气体如氩气保护的等离子焊或氩弧
焊进行焊接;对焊接完成后,将焊缝区域迅速冷却至200℃,再进行高温回火热处理,温度为760℃,保温时间为20s,而后进行碾压处理,以使焊接区域的晶粒更加细化,再进行高温回火得到与母材相同的稳定的索氏体组织,也即得到接长的索氏体不锈钢钢带。
68.s200、钢带卷曲成型,将经过步骤100处理后得到预设长度的接长的索氏体不锈钢钢带转移到制管机组,钢带连续通过制管机组逐渐进行弯曲成型;制管机组选择铜辊,以获得良好的索氏体不锈钢连续油管表面质量。
69.s300、直焊缝焊接,将经过步骤200处理得到的成型的索氏体不锈钢钢带以30m/min的速度进行直焊缝焊接,得到连续油管。
70.s400、直焊缝热处理,在步骤300焊接完成之后,进入水冷系统迅速降温至220℃,得到的直焊缝的金相组织为马氏体组织;而后,将连续油管在温度为200℃时,通过感应加热炉对直焊缝进行回火处理及连续油管进行热处理,处理的温度为630℃,保温20s后进行空冷,改变焊缝组织,消除残余应力,提高全管性能,以得到金相组织为索氏体的不锈钢连续油管。
71.实施例2
72.1、一种索氏体不锈钢连续油管的合金元素,按照质量分数计,包括以下组成及组分:cr:13.0%、ni:1.5%、mo:2.0%、c:0.1%、mn:0.8%、p:0.06%、s:0.01%、si:0.8%,余量为fe。
73.2、上述索氏体不锈钢连续油管的制备方法,包括以下步骤:
74.s100、钢带对接及热处理,根据连续油管的长度要求,将索氏体不锈钢钢带通过45
°
对接焊的方式进行钢带接长,其中对接焊采用惰性气体如氩气保护的等离子焊或氩弧焊进行焊接;对焊接完成后,将焊缝区域迅速冷却至150℃,再进行高温回火热处理,温度为775℃,保温时间为10s,而后进行碾压处理,以使焊接区域的晶粒更加细化,再进行高温回火得到与母材相同的稳定的索氏体组织,也即得到接长的索氏体不锈钢钢带。
75.s200、钢带卷曲成型,将经过步骤100处理后得到预设长度的接长的索氏体不锈钢钢带转移到制管机组,钢带连续通过制管机组逐渐进行弯曲成型;制管机组选择铜辊,以获得良好的索氏体不锈钢连续油管表面质量。
76.s300、直焊缝焊接,将经过步骤200处理得到的成型的索氏体不锈钢钢带以15m/min的速度进行直焊缝焊接,得到连续油管。
77.s400、直焊缝热处理,在步骤300焊接完成之后,进入水冷系统迅速降温至200℃,以改善焊缝组织,得到的直焊缝的金相组织为马氏体组织;而后,将连续油管在温度为150℃时,通过感应加热炉对直焊缝进行回火处理及连续油管进行热处理,处理的温度为640℃,保温20s后进行空冷,改变焊缝组织,消除残余应力,提高全管性能,以得到金相组织为索氏体的不锈钢连续油管。
78.实施例3
79.1、一种索氏体不锈钢连续油管的合金元素,按照质量分数计,包括以下组成及组分:cr:15.0%、ni:3.5%、mo:3.0%、c:0.2%、mn:1.0%、p:0.08%、s:0.01%、si:1.0%,余量为fe。
80.2、上述索氏体不锈钢连续油管的制备方法,包括以下步骤:
81.s100、钢带对接及热处理,根据连续油管的长度要求,将索氏体不锈钢钢带通过
45
°
对接焊的方式进行钢带接长,其中对接焊采用惰性气体如氩气保护的等离子焊或氩弧焊进行焊接;对焊接完成后,将焊缝区域迅速冷却至190℃,再进行高温回火热处理,温度为790℃,保温时间为30s,而后进行碾压处理,以使焊接区域的晶粒更加细化,再进行高温回火得到与母材相同的稳定的索氏体组织,也即得到接长的索氏体不锈钢钢带。
82.s200、钢带卷曲成型,将经过步骤100处理后得到预设长度的接长的索氏体不锈钢钢带转移到制管机组,钢带连续通过制管机组逐渐进行弯曲成型;制管机组选择铜辊,以获得良好的索氏体不锈钢连续油管表面质量。
83.s300、直焊缝焊接,将经过步骤200处理得到的成型的索氏体不锈钢钢带以50m/min的速度进行直焊缝焊接,得到连续油管。
84.s400、直焊缝热处理,在步骤300焊接完成之后,进入水冷系统迅速降温至250℃,以改善焊缝组织,得到的直焊缝的金相组织为马氏体组织;而后,将连续油管在温度为200℃时,通过感应加热炉对直焊缝进行回火处理及连续油管进行热处理,处理的温度为650℃,保温15s时间后进行空冷,消除残余应力,提高全管性能,以得到金相组织为索氏体的不锈钢连续油管。
85.对比例1
86.一种现有技术中常规的碳钢连续油管,该碳钢连续油管的金相组织为铁素体加珠光体,采用相关技术中常规的方法得到的碳钢连续油管。
87.对比例2
88.对比例2与实施例1基本相同,相同之处不再赘述,不同之处在于:本对比例的索氏体不锈钢连续油管的制备方法中,步骤s400中,焊接完成之后,进入水冷系统迅速降温至150℃,得到的直焊缝的金相组织为马氏体组织;而后,将连续油管在温度为100℃时,通过感应加热炉对直焊缝进行回火处理及连续油管进行热处理,处理的温度为550℃,保温10s后进行空冷,其余均与实施例1相同。
89.对比例3
90.对比例3与实施例1基本相同,相同之处不再赘述,不同之处在于:本对比例的索氏体不锈钢连续油管的制备方法中,步骤s400中,焊接完成之后,进入水冷系统迅速降温至350℃,以改善焊缝组织,得到的直焊缝的金相组织为马氏体组织;而后,将连续油管在温度为250℃时,通过感应加热炉对直焊缝进行回火处理及连续油管进行热处理,处理的温度为690℃,保温25s后进行空冷,其余均与实施例1相同。
91.对比例4
92.一种现有技术中的马氏体不锈钢连续油管,该连续油管的金相组织为马氏体,采用相关技术中常规制管工艺,并对成型后的连续油管进行全管淬火加低温回火的方法得到马氏体不锈钢连续油管。
93.对比例5
94.一种现有技术中的奥氏体不锈钢连续油管,该连续油管的金相组织为奥氏体,采用相关技术中常规制管工艺,并对成型后的连续油管直焊缝进行固溶处理的方法得到奥氏体不锈钢连续油管。
95.对比例6
96.一种现有技术中的双目不锈钢连续油管,该连续油管的金相组织为奥氏体加铁素
体,采用相关技术中常规制管工艺,并对成型后的连续油管直焊缝进行固溶处理的方法得到双目不锈钢连续油管。
97.性能测试
98.本发明中对实施例1~3的连续油管以及对比例1~3的连续油管进行了性能测试,其中力学性能、硬度测试结果如下表1所示,疲劳寿命测试结果如下表2所示,耐腐蚀性能测试结果如下表3所示。
99.表1 各实施例和对比例的力学性能、硬度及金相组织对比
[0100][0101][0102]
表2 各实施例和对比例的疲劳寿命对比
[0103][0104]
表3 各实施例和对比例的耐腐蚀性对比
[0105][0106][0107]
由以上表1至表3的数据对比可以看出,本发明实施例1至3制得的索氏体不锈钢连续油管的强度远超过对比例1提供的同规格的常规的连续油管的强度。本发明实施例1至3
制得的索氏体不锈钢连续油管,相比于对比例1提供的同规格的常规的连续油管的疲劳寿命至少为3倍以上,甚至更高。本发明实施例1至3制得的索氏体不锈钢连续油管,在进行各种耐腐蚀性能测试时均未发现裂纹,说明本发明实施例1至3制得的索氏体不锈钢连续油管相比于对比例1提供的同规格的常规的连续油管的耐co2、h2s和盐雾腐蚀能力能达到至少数十倍。
[0108]
由以上表2、3的数据对比可以看出,本发明实施例1制得的索氏体不锈钢连续油管的疲劳寿命和抗腐蚀能力均优于对比例2、3提供的同规格的索氏体连续油管。
[0109]
由以上表2、3的数据对比可以看出,本发明实施例1索氏体不锈钢连续油管的疲劳寿命和抗腐蚀能力远超过对比例4提供的同规格的马氏体不锈钢连续油管。
[0110]
由以上表1、3的数据对比可以看出,本发明实施例1索氏体不锈钢连续油管的强度远超过对比例5提供的同规格的奥氏体连续油管。本发明实施例1索氏体不锈钢连续油管在抗氯化物应力腐蚀能力上强于对比例5提供的同规格的奥氏体不锈钢连续油管。
[0111]
由以上表3的数据对比可以看出,本发明实施例1索氏体不锈钢连续油管在抗硫化物应力腐蚀和抗氯化物应力腐蚀能力上强于对比例6提供的同规格的双相不锈钢连续油管。
[0112]
本技术证明了在步骤s400选择了合适的工艺参数,连续油管能够获得优异的机械性能、耐腐蚀性能和较高的疲劳寿命。当参数不当时,其性能无法达到使用要求。
[0113]
如图3所示,对上述实施例所得到的不锈钢连续油管进行金相分析,可以看出该不锈钢的金相组织为索氏体,并且通过定级测定,索氏体晶粒度控制保持在10级以上,优选在11级或11级以上。
[0114]
上面结合附图对本技术的实施例进行了描述,但是本技术并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本技术的启示下,在不脱离本技术宗旨和权利要求所保护的范围情况下,还可做出很多形式,均属于本技术的保护之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。