1.本发明属于冶金技术领域,尤其涉及一种连铸坯导向输送装置。
背景技术:
2.在连铸工艺中,钢水经过结晶器形成铸坯,带液芯的铸坯通过二冷室的逐步冷却、拉矫机的多点矫直,形成一根连续的直坯,再经火切机切割成需要的定尺。在生产实践中,被切割的铸坯断面时常会出现波纹、斜切、凹坑等缺陷,就其原因主要是铸坯在输送的过程中存在微量的跑偏不对中所致。这是因为现有的铸坯输送导向装置虽然解决了铸坯的输送与导向问题,但其侧导轮均为固定式结构,在对铸坯引导的过程中,导轮与铸坯之间的预留间隙较大,缺乏对铸坯的软接触柔性控制,无法克服振动导致的铸坯在输送辊道上的晃动,尤其是对于圆柱体的铸坯,其晃动状况就尤为显著,这种晃动正是微量跑偏不对中的根源。这种现有技术的不足对连铸生产的效率以及产品的质量带来一定的影响。
技术实现要素:
3.一、要解决的技术问题
4.本发明提出一种连铸坯导向输送装置,其目的在于:解决铸坯在输送辊道上微量跑偏不对中的问题,提高连铸生产的效率以及产品的质量。
5.二、技术方案
6.为了实现上述目的,本发明采用以下技术方案,包括:
7.机架、输送辊,所述输送辊沿机架长度方向均匀设置多个,并与机架转动连接;还包括导向组件,所述导向组件设置在每两两相邻输送辊之间,所述导向组件包括固定连接机架的前行走梁、后行走梁,所述前、后行走梁的左端固定连接左端板,所述前、后行走梁的右端固定连接右端板,还包括左行走架、右行走架,所述左、右行走架均滚动连接前、后行走梁,所述左行走架的左侧连接左调节机构,其上部连接锥形的左导轮,所述右行走架的右侧连接右调节机构,其上部连接锥形的右导轮。
8.进一步的,所述左调节机构包括螺纹连接左行走架的左螺栓,所述左螺栓套装左弹簧后穿过左端板上的通孔螺纹连接左螺母;所述右调节机构包括螺纹连接右行走架的右螺栓,所述右螺栓套装右弹簧后穿过右端板上的通孔螺纹连接右螺母。
9.作为本发明的进一步改进,所述左调节机构包括连接左端板的左电缸,所述左电缸的推动杆连接左行走架;所述右调节机构包括连接右端板的右电缸,所述右电缸的推动杆连接右行走架。
10.进一步的,所述左导轮通过左螺钉连接左转轴,所述左转轴转动连接左轴套,所述左轴套固定连接左行走架;所述右导轮通过右螺钉连接右转轴,所述右转轴转动连接右轴套,所述右轴套固定连接右行走架。
11.进一步的,所述左行走架固定连接一对左车轴,所述左车轴的两端分别转动连接左车轮,前侧的左车轮与前行走梁的凹槽底面滚动连接,后侧的左车轮与后行走梁的凹槽
底面滚动连接;所述右行走架固定连接一对右车轴,所述右车轴的两端分别转动连接右车轮,前侧的右车轮与前行走梁的凹槽底面滚动连接,后侧的右车轮与后行走梁的凹槽底面滚动连接。
12.进一步的,所述左电缸、右电缸电连接plc控制器。
13.进一步的,所述前、后行走梁之间连接加强板。
14.三、有益效果
15.本发明一种连铸坯导向输送装置,其导轮采用可调且柔性控制的方式,有效解决了铸坯在输送辊道上微量跑偏不对中的问题,提高了连铸生产的效率以及产品的质量。
附图说明
16.图1是本发明主视结构示意图。
17.图2是图1的俯视结构示意图。
18.图3是导向组件实施例一主视结构示意图。
19.图4是图3的俯视结构示意图。
20.图5是图3的a-a剖视结构示意图。
21.图6是导向组件实施例二主视结构示意图。
具体实施方式
22.下面结合附图对本发明的实施例作进一步的详细说明,以利于本领域技术人员能够更加清楚的了解。
23.实施例
24.如图1、图2所示,本发明包括:机架3、输送辊2,所述输送辊沿机架长度方向均匀设置多个,并与机架转动连接;
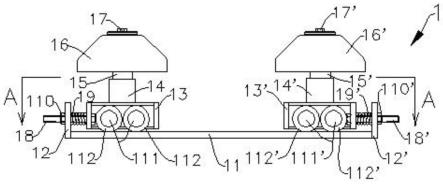
25.如图3、图4所示,还包括导向组件1,所述导向组件设置在每两两相邻输送辊之间,所述导向组件包括固定连接机架的前行走梁11、后行走梁11’,所述前、后行走梁的左端固定连接左端板12,所述前、后行走梁的右端固定连接右端板12’,还包括左行走架13、右行走架13’,所述左、右行走架均滚动连接前、后行走梁,所述左行走架的左侧连接左调节机构,其上部连接锥形的左导轮16,所述右行走架的右侧连接右调节机构,其上部连接锥形的右导轮16’。
26.其中,锥形的左导轮、右导轮可适应不同形状铸坯的引导,在引导截面为矩形的铸坯时,左导轮、右导轮下部的圆周面与铸坯接触;在引导圆柱形的铸坯时,左导轮、右导轮上部的斜面与铸坯接触,这样可以更好的防止圆柱体的铸坯在输送的过程中产生晃动。
27.作为本发明的第一种实施方式,所述左调节机构包括螺纹连接左行走架的左螺栓18,所述左螺栓套装左弹簧19后穿过左端板上的通孔螺纹连接左螺母110;所述右调节机构包括螺纹连接右行走架的右螺栓18’,所述右螺栓套装右弹簧19’后穿过右端板上的通孔螺纹连接右螺母110’。
28.其中,左螺栓18、右螺栓18’用于调节左导轮、右导轮之间的距离,拧动左螺栓18、右螺栓18’,可使左导轮、右导轮之间的距离增大或减小,以适应不同规格铸坯的引导;左螺栓套装左弹簧19,右螺栓套装右弹簧19’,由于弹簧的弹性作用,可使左导轮、右导轮与铸坯
形成柔性接触,有效防止铸坯的晃动。
29.作为本发明的第二种实施方式,如图6所示,所述左调节机构包括连接左端板的左电缸114,所述左电缸的推动杆连接左行走架;所述右调节机构包括连接右端板的右电缸114’,所述右电缸的推动杆连接右行走架;所述左电缸、右电缸电连接plc控制器。
30.其中,左电缸114、右电缸114’电连接plc控制器,通过plc控制器的调节,可使左电缸、右电缸的推动杆动作,从而调节左导轮、右导轮之间的距离,以适应不同规格铸坯的引导;同时,左导轮、右导轮与铸坯的接触强度通过左电缸、右电缸的压力传感器传导给plc控制器,plc控制器根据反馈的压力强度,实时调节左电缸、右电缸的推动压力,从而实现左导轮、右导轮与铸坯的柔性接触,有效防止铸坯的晃动。
31.进一步的,如图3、图5所示,所述左导轮通过左螺钉17连接左转轴15,所述左转轴转动连接左轴套14,所述左轴套固定连接左行走架;所述右导轮通过右螺钉17’连接右转轴15’,所述右转轴转动连接右轴套14’,所述右轴套固定连接右行走架。
32.进一步的,如图3、图4所示,所述左行走架固定连接一对左车轴111,所述左车轴的两端分别转动连接左车轮112,前侧的左车轮与前行走梁的凹槽底面滚动连接,后侧的左车轮与后行走梁的凹槽底面滚动连接;所述右行走架固定连接一对右车轴111’,所述右车轴的两端分别转动连接右车轮112’,前侧的右车轮与前行走梁的凹槽底面滚动连接,后侧的右车轮与后行走梁的凹槽底面滚动连接。
33.进一步的,如图4所示,所述前、后行走梁之间连接加强板113。
34.本发明一种连铸坯导向输送装置,其导轮采用可调且柔性控制的方式,有效解决了铸坯在输送辊道上微量跑偏不对中的问题,提高了连铸生产的效率以及产品的质量。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。