1.本发明涉及轴承加工夹具以及加工设备,具体涉及一种通用型柔性轴承内圈加工装夹装置以及加工设备。
背景技术:
2.冲研强化是通过将钢珠、研磨粉、改性液组成的多相射流斜向冲击工件加工区域,同时实现研磨微切削、纳米孪晶强化以及摩擦化学改性等目的的加工技术,主要应用于耐磨性能要求高的关键零部件表面加工,如轴承套圈滚道表面强化处理。
3.在对轴承内圈进行强化研磨加工的过程中,往往伴随着冲击过大,工件表面出现加工瑕疵等问题。
技术实现要素:
4.本发明的目的在于克服上述存在的问题,提供一种通用型柔性轴承内圈加工装夹装置,该通用型柔性轴承内圈加工装夹装置能够为轴承内圈提供自适应柔性的支撑,减少与轴承内圈出现冲击大和刮擦现象,提高冲研强化的加工质量。
5.本发明的另一个目的在于提供一种通用型柔性轴承内圈加工设备。
6.本发明的目的通过以下技术方案实现:
7.一种通用型柔性轴承内圈加工装夹装置,包括电磁无心装夹机构和柔性支撑机构;
8.所述电磁无心装夹机构包括电磁无心夹具;
9.所述柔性支撑机构包括设置在机架板上的支承底座以及设置在支承底座上的柔性支撑组件;所述柔性支撑组件设有两组,两组柔性支撑组件对称设置;
10.所述柔性支撑组件包括支承滚轮、偏转架、自适应支承杆、支撑安装杆以及弹性缓冲件;所述支撑安装杆的下端与支承底座连接,该支撑安装杆的上端设有缓冲安装槽;所述自适应支承杆的下端延伸至缓冲安装槽中,该自适应支承杆的上端设有铰接安装槽;所述弹性缓冲件设置在缓冲安装槽中,该弹性缓冲件位于自适应支承杆和支撑安装杆之间;所述偏转架的下端铰接在铰接安装槽中;所述铰接安装槽上设有供偏转架进行偏转的偏转空间;所述支承滚轮转动连接在偏转架的上端,该支承滚轮的转动中心与偏转架的铰接中心垂直。
11.上述通用型柔性轴承内圈加工装夹装置的工作原理为:
12.工作时,将轴承内圈放至电磁无心夹具的磁吸处,同时轴承内圈的待加工表面支承在柔性支撑组件的支承滚轮上。启动电源,此时电磁无心夹具充磁且加大磁吸力,完成装夹。其中,由于铰接安装槽上设有供偏转架进行偏转的偏转空间,亦即偏转架可在一定范围内摆动,不管待加工的是圆锥滚子内圈还是普通轴承内圈,均能自动调节角度,以提供足够的径向支撑。
13.启动电磁无心夹具的主轴,驱动轴承内圈旋转。在此加工过程中,支承滚轮不断地
进行转动,对轴承内圈的表面进行滚动支撑,可避免与轴承内圈发生刮擦。进一步,由于弹性缓冲件位于自适应支承杆和支撑安装杆之间,在弹性缓冲件的弹性形变下,自适应支承杆可在缓冲安装槽中进行相对移动,从而为支承滚轮提供缓冲,避免支承滚轮与轴承内圈发生刚性冲击,提高冲研强化的加工质量。
14.本发明的一个优选方案,其中,所述支承底座通过电磁伸缩杆与机架板连接,该电磁伸缩杆的驱动方向与电磁无心夹具的轴线平行。这样,支承底座可在电磁伸缩杆的引导下沿平行于电磁无心夹具的轴线方向移动,从而适应不通种类或大小的轴承内圈。
15.本发明的一个优选方案,其中,所述弹性缓冲件为橡胶缓冲块或缓冲弹簧。
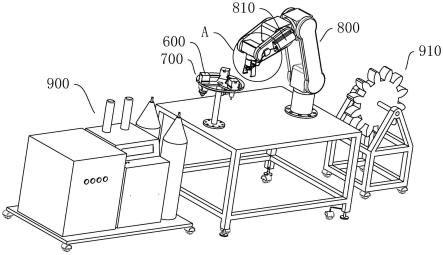
16.一种通用型柔性轴承内圈加工设备,包括喷射装置、所述装夹装置以及中央控制单元;
17.所述喷射装置包括喷头、喷头调节机构以及激光测定模块;所述喷头调节机构包括调节底座、调节架、用于驱动调节底座进行转动的第一调节机构以及用于驱动调节架进行转动的第二调节机构;
18.所述喷头设置在调节架上;所述调节架设置在调节底座上;所述调节底座转动连接在机架板上;所述激光测定模块设置在机架板上,该激光测定模块的头部朝向轴承内圈;
19.所述第一调节机构的驱动平面与电磁无心夹具的轴线垂直;所述第二调节机构的驱动方向与电磁无心夹具的轴线平行。
20.所述中央控制单元与激光测定模块、第一调节机构和第二调节机构电连接。
21.上述通用型柔性轴承内圈加工设备的工作原理为:
22.在装夹后加工前,通过激光测定模块径向地朝待轴承内圈的待加工表面发射平激光束,测得加工表面的宽度及轴向方向的夹角,并以电信号的形式传给中央处理单元;根据所加工的轴承内圈的参数(直径大小、材料属性等),得到喷头的最佳喷射角度,继而向第一调节机构和第二调节机构发送对应的调节信号,从而将喷头调节为最佳的姿态。
23.本发明的一个优选方案,其中,所述调节架包括安装筒体、活动杆和固定杆;所述喷头设置在安装筒体中;所述活动杆的一端通过活动连接结构与安装筒体连接,另一端与第二调节机构的驱动端连接;所述活动连接结构包括长圆孔和贯穿在长圆孔中的转动轴,所述长圆孔开设在安装筒体上,所述转动轴固定连接在活动杆上;
24.所述固定杆的一端固定在调节底座上,另一端与安装筒体转动连接。通过上述结构,在第二调节机构的驱动下,通过活动杆带动安装筒体绕着固定杆的转动中心进行转动,从而在电磁无心夹具的轴线方向调节喷头的位置。
25.本发明的一个优选方案,其中,所述激光测定模块测定锥角的操作为:
26.所述激光测定模块朝轴承内圈的加工表面发射两组径向平行的激光束,相邻两束激光之间的间距为s,两组激光束测得的距离分别为l1和l2,可得锥角为:
[0027][0028]
本发明的一个优选方案,其中,所述激光测定模块测定加工表面宽度的操作为:
[0029]
所述激光测定模块发射若干平行激光束,两组相邻的激光束测得距离发生突变为加工面的起始位置,从远离主轴侧开始,两处距离突变点之间的水平距离为l3,可得加工表
面宽度为:
[0030][0031]
本发明与现有技术相比具有以下有益效果:
[0032]
1、本发明通过设置支承滚轮,在加工过程中,支承滚轮不断地进行转动,对轴承内圈的表面进行滚动支撑,可避免与轴承内圈发生刮擦。
[0033]
2、在铰接安装槽上设有供偏转架进行偏转的偏转空间,亦即偏转架可在一定范围内摆动,不管待加工的是圆锥滚子内圈还是普通轴承内圈,均能自动调节角度,以提供足够的径向支撑。
[0034]
3、将弹性缓冲件位于自适应支承杆和支撑安装杆之间,在弹性缓冲件的弹性形变下,自适应支承杆可在缓冲安装槽中进行相对移动,从而为支承滚轮提供缓冲,避免支承滚轮与轴承内圈发生刚性冲击,进一步提高冲研强化的加工质量。
附图说明
[0035]
图1为本发明的通用型柔性轴承内圈加工设备的立体结构示意图。
[0036]
图2为本发明的通用型柔性轴承内圈加工设备的立体爆炸结构示意图。
[0037]
图3为本发明的柔性支撑机构的立体爆炸结构示意图。
[0038]
图4-5为本发明的激光测定模块的测定操作示意图。
具体实施方式
[0039]
为了使本领域的技术人员很好地理解本发明的技术方案,下面结合实施例和附图对本发明作进一步描述,但本发明的实施方式不仅限于此。
[0040]
本实施例的通用型柔性轴承内圈加工设备,包括装夹装置、喷射装置以及中央控制单元。
[0041]
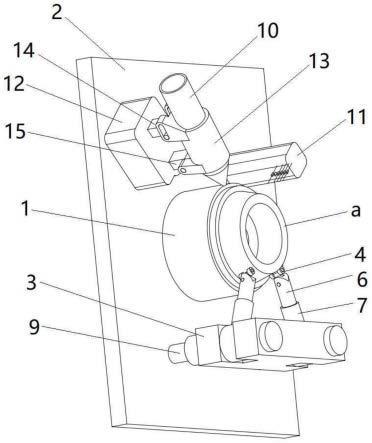
参见图1-3,所述装夹装置包括电磁无心装夹机构和柔性支撑机构;所述电磁无心装夹机构包括电磁无心夹具1。
[0042]
所述柔性支撑机构包括设置在机架板2上的支承底座3以及设置在支承底座3上的柔性支撑组件;所述柔性支撑组件设有两组,两组柔性支撑组件对称设置;所述柔性支撑组件包括支承滚轮4、偏转架5、自适应支承杆6、支撑安装杆7以及弹性缓冲件8;所述支撑安装杆7的下端与支承底座3连接,该支撑安装杆7的上端设有缓冲安装槽;所述自适应支承杆6的下端延伸至缓冲安装槽中,该自适应支承杆6的上端设有铰接安装槽;所述弹性缓冲件8设置在缓冲安装槽中,该弹性缓冲件8位于自适应支承杆6和支撑安装杆7之间;所述偏转架5的下端铰接在铰接安装槽中;所述铰接安装槽上设有供偏转架5进行偏转的偏转空间;所述支承滚轮4转动连接在偏转架5的上端,该支承滚轮4的转动中心与偏转架5的铰接中心垂直。
[0043]
具体地,所述弹性缓冲件8为橡胶缓冲块或缓冲弹簧。
[0044]
参见图1-3,所述支承底座3通过电磁伸缩杆9与机架板2连接,该电磁伸缩杆9的驱动方向与电磁无心夹具1的轴线平行。这样,支承底座3可在电磁伸缩杆9的引导下沿平行于
电磁无心夹具1的轴线方向移动,从而适应不通种类或大小的轴承内圈a。
[0045]
参见图1-3,所述喷射装置包括喷头10、喷头调节机构以及激光测定模块11;所述喷头调节机构包括调节底座12、调节架、用于驱动调节底座12进行转动的第一调节机构以及用于驱动调节架进行转动的第二调节机构;所述喷头10设置在调节架上;所述调节架设置在调节底座12上;所述调节底座12转动连接在机架板2上。
[0046]
参见图1-3,所述调节架包括安装筒体13、活动杆14和固定杆15;所述喷头10设置在安装筒体13中;所述活动杆14的一端通过活动连接结构与安装筒体13连接,另一端与第二调节机构的驱动端连接;所述活动连接结构包括长圆孔和贯穿在长圆孔中的转动轴,所述长圆孔开设在安装筒体13上,所述转动轴固定连接在活动杆14上;所述固定杆15的一端固定在调节底座12上,另一端与安装筒体13转动连接。通过上述结构,在第二调节机构的驱动下,通过活动杆14带动安装筒体13绕着固定杆15的转动中心进行转动,从而在电磁无心夹具1的轴线方向调节喷头10的位置。
[0047]
参见图1-3,所述第一调节机构(图中未显示)的驱动平面与电磁无心夹具1的轴线垂直,具体地,本实施例的第一调节机构可采用现有技术中的旋转驱动机构;所述第二调节机构(图中未显示)的驱动方向与电磁无心夹具1的轴线平行,具体地,本实施例的第一调节机构可采用现有技术中的直线驱动机构。
[0048]
参见图1-3,所述激光测定模块11(激光传感器)设置在机架板2上,该激光测定模块11的头部朝向轴承内圈a。
[0049]
其中,所述中央控制单元(采用由单片机组成的后台控制器)与激光测定模块11、第一调节机构和第二调节机构电连接。
[0050]
参见图4-5,所述激光测定模块11测定锥角的操作为:
[0051]
所述激光测定模块11朝轴承内圈a的加工表面发射两组径向平行的激光束,相邻两束激光之间的间距为s,两组激光束测得的距离分别为l1和l2,可得锥角为:
[0052][0053]
参见图4-5,所述激光测定模块11测定加工表面宽度的操作为:
[0054]
所述激光测定模块11发射若干平行激光束,两组相邻的激光束测得距离发生突变为加工面的起始位置,从远离主轴侧开始,两处距离突变点之间的水平距离为l3,可得加工表面宽度为:
[0055][0056]
参见图1-3,本实施例的通用型柔性轴承内圈加工装夹装置的工作原理为:
[0057]
工作时,将轴承内圈a放至电磁无心夹具1的磁吸处,同时轴承内圈a的待加工表面支承在柔性支撑组件的支承滚轮4上。启动电源,此时电磁无心夹具1充磁且加大磁吸力,完成装夹。其中,由于铰接安装槽上设有供偏转架5进行偏转的偏转空间,亦即偏转架5可在一定范围内摆动,不管待加工的是圆锥滚子内圈还是普通轴承内圈a,均能自动调节角度,以提供足够的径向支撑。
[0058]
通过激光测定模块11径向地朝待轴承内圈a的待加工表面发射平激光束,测得加工表面的宽度及轴向方向的夹角,并以电信号的形式传给中央处理单元;根据所加工的轴
承内圈a的参数(直径大小、材料属性等),得到喷头10的最佳喷射角度,继而向第一调节机构和第二调节机构发送对应的调节信号,从而将喷头10调节为最佳的姿态。
[0059]
启动电磁无心夹具1的主轴,驱动轴承内圈a旋转。在此加工过程中,支承滚轮4不断地进行转动,对轴承内圈a的表面进行滚动支撑,可避免与轴承内圈a发生刮擦。进一步,由于弹性缓冲件8位于自适应支承杆6和支撑安装杆7之间,在弹性缓冲件8的弹性形变下,自适应支承杆6可在缓冲安装槽中进行相对移动,从而为支承滚轮4提供缓冲,避免支承滚轮4与轴承内圈a发生刚性冲击,提高冲研强化的加工质量。
[0060]
上述为本发明较佳的实施方式,但本发明的实施方式并不受上述内容的限制,其他的任何未背离本发明的精神实质与原理下所做的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。