1.本发明属于增材制造技术领域,涉及一种选区激光熔化条状结构的多件同舱零件排布与扫描策略。
背景技术:
2.选区激光熔化是目前应用最为广泛的一种金属增材制造技术,采用粉末床熔融方式,可实现金属零件的逐层加工制造,因此成形结构复杂,且制造效率高。由于选区激光熔化增材制造技术可以实现一体化、轻量化、功能化结构的快速制造,已逐步应用于航空航天、军工、医疗、磨具制造等领域,特别是航空航天领域,目前国内选区激光熔化增材制造技术在最大用户就是中国航天科工集团、中国航天科技集团和中国航空工业集团。在航空、航天领域,条状结构是其典型产品,如翼类和桁架类结构(图1a-b),目前相关技术完成初步验证,未来将进入批量化制造阶段。如何提高条状结构产品的制造效率,降低制造成本,将是后续研究的重点。
3.对航空航天用条状结构的特征进行具体分析,条状结构一般长度超过650mm,宽度小于60mm,长宽尺寸比大于10。选区激光熔化技术设备分为小型、中型、大型和定制型,小型设备一般为250mm
×
250mm级别,中型设备一般为450mm
×
450mm级别,大型设备一般为650mm
×
650mm级别,定制型为根据需求定制的尺寸,条状结构的尺寸已属于选区激光熔化的定制型。由于单激光器的有效作用尺寸小于450mm,条状结构的尺寸超过600mm,必须采用多激光技术实现条状结构制造。前期研发过程中,选区激光熔化设备基本情况为:长度为700mm-1000mm,宽度为400mm-600mm,2个激光器沿长度方向排布的设备。前期工艺方案为,单舱打印单件,条状位于基本中央,层厚60um,双向铺粉的方案。前期方案,层厚、铺粉方式、扫描速度等已经是设备的极限,单件的增材成形周期约为4天,但对于批产,前期方案的效率和制造成本仍然较高,无法满足批量化生产的效率和成本控制要求。因此,为提升航空、航天典型条状产品的制造效率,降低生产成本,有必要提出专用解决方案。
4.针对条状结构进行分析,为提高效率降低成本,有两大总体思路,第一是通过提增大层厚来提高效率,二是通过同舱多件来提高效率。对于提高层厚来说,目前使用的60um层厚已是现有工艺体系下的极限,继续提升将导致粗糙度的变差。
技术实现要素:
5.本发明的目的在于提供一种选区激光熔化条状结构的多件同舱零件排布与扫描策略,以在保证产品质量的同时实现大于4件条状产品的同舱、同策略制造,提高制造效率。
6.实现本发明目的的技术解决方案为:
7.一种选区激光熔化条状结构的多件同舱零件排布与扫描策略,满足:
8.多工件排布:多个拟加工的条状零件沿着长度方向等间距排布;
9.基板选择:基板的材料与增材成形的材料相熔;
10.光器排布:每个条状零件均设有对个激光器共同加工,激光器沿着条状零件的长
度方向等间距排布,单激光作用区的面积相同;
11.风向排布:风向与条状零件的长度方向垂直;
12.铺粉方向:采用双向铺粉,铺粉方向与风向之间垂直;
13.扫描策略:每个条状零件单独扫描,扫描方向同向,扫描次序由吸风口向出风口方向依次扫描,前一个条状零件完成设定扫描宽度后,进行下一个条状零件的扫描;每个条状零件的每个激光器时启动,且均采用逆风扫描。
14.本发明与现有技术相比,其显著优点是:
15.(1)实现条状结构的单舱4件以上的增材成形,提升增材成形效率至400%以上,降低增材成形成本60%;
16.(2)同舱增材成形的多件条件结构的制造策略一致,保证了产品质量的一致性和稳定性;
17.(3)同数量激光器条件下,有效搭接区的数量最少,一方面减少搭接区调试时间,另一方面减少搭接区尺寸和性能偏差带来的损失;
18.(4)特殊的全逆风,多激光同向、异步扫描策略,有效避免已加工区域产生的飞溅落到未加工区域,避免缺陷的产生,提高了产品质量。
附图说明
19.图1是航空航天用条状结构示意图,(a)为翼类条状零件,(b)为桁架类条状零件。
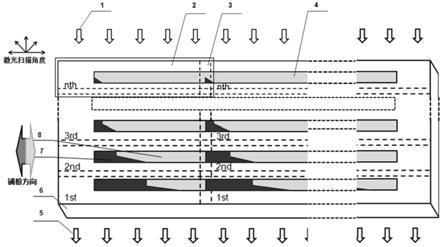
20.图2是本发明一种选区激光熔化条状结构的多件同舱零件排布与扫描策略原理示意图。
21.其中1为出风口,2为单激光作用区,3为搭接区,4为条状零件,5为吸风口,6为基板,7为已扫描区域,8为未扫描区域
具体实施方式
22.下面结合附图及具体实施例对本发明做进一步的介绍。
23.本实施例的一种选区激光熔化条状结构的多件同舱零件排布与扫描策略,满足以下设计步骤:
24.步骤1:多工件排布:选区激光熔化设备的舱体尺寸不变,长度为700mm-1000mm,宽度为400mm-600mm。条状零件数量不少于4件,将条状零件4沿着长度方向等间距平行排布,零件距基板6边缘间距不小20mm,零件之间的间距不少于10mm。
25.步骤2:基板选择:基板6的厚度根据依据零件而定,一般不小于零件的宽度,基板6的材料与增材成形的材料可相熔。
26.步骤3:激光器排布。激光器沿着条状零件的长度方向等间距排布,数量为零件数量的2倍-4倍,使每个条状零件4由2-4个激光器共同加工,且单激光作用区的面积相同。同一条状零件的相邻两个激光之间存在搭接区3,在本实施例的方案下,与条状零件长度方向相同的搭接区成为有效搭接区,相垂直的搭接区为无效搭接区。
27.步骤4:风向排布:多个出风口1、多个吸风口5分别并排沿着基板的长度方向设置,使风向与条状零件的长度方向垂直。
28.步骤5:铺粉方向设计:双向铺粉策略,即按条状零件4的长度方向从一端铺向另一
端,完成单层扫描后,再从另一端向一端铺粉,即铺粉方向与风向之间的角度为顺时针90
°
和逆时针90
°
。
29.步骤6:多工件同策略规划:不再进行常规的基于全幅面的整体扫描策略规划,而是将每个条状零件定义为独立的个体,使每个条状零件的扫描策略相同;
30.步骤7:设计同向、异步扫描策略:同舱的多个条状零件同向但不是同时扫描,而是依次扫描,次序是按照由吸风口5向出风口1依次加工,依次加工的时间间隔由扫描策略决定,只有当前一个零件吸风口处某一宽度扫描完,才能对相邻的下一个零件的进行相同宽度的加工,避免前一零件已加工区域产生的飞溅飘落至相邻的未加工零件粉末床表面。结合图2,前一零件靠近吸风口5处的零件先进行扫描,已扫描区域7至设定宽度时,相邻的零件开始扫描,8为未扫描区域。
31.步骤8:设计全逆风扫描策略:对于每个条状零件,每个激光器都是逆着风场方向开始扫描。加工某个条状零件的多个激光器同时启动;每个激光器的扫描方向必须为全逆风扫描策略,即扫描方向与风向呈逆时针90
°
至270
°
(不包含两个端点),即与条状零件长度方向呈一定夹角,避免单个零件已加工区域产生的飞溅飘落至未加工零件粉末床表面。
32.步骤9:设计双激光回避策略。对于非对称的条状零件(如图1a中的翼类零件),搭接区禁止双激光共同扫描,相邻的激光加工区域间距不小于10mm。
33.步骤10:后续过程与常规方案相同,进行增材前处理,增材成形和增材后处理。增材前处理进行粉末和模型处理;增材成形的支撑设计为常规方案相同,层厚为60um;增材后处理包括清粉、热处理、基板分离、去支撑和装配面加工。
34.本发明提出的一种选区激光熔化条状结构的多件同舱零件排布与扫描策略,单舱不少于4件,同舱等间距排布策略,提高空间利用率;激光器的数量根据零件数量来确定,激光器数量为零件数量的2-4倍,提高增材成形效率;针对同舱多件打印的飞溅干扰问题,本专利提出了全逆风,多激光同向、异步扫描策略,解决多件同舱飞溅问题。通过本专利的实施,在保证产品质量的同时实现大于4件产品的同舱,同策略制造,制造效率提高至400%以上。对于增材成形来说,包括原材料成本和设备占用时间成本两大部分,其中原材料成本约占25%,设备占用时间成本约占75%。由于同舱4件增材成形,可减少粉末量,可实现增材成形总成本降低约5%;而提高制造效率至400%以上,可实现增材成形总成本降低约56%;因此,本方案可在保证质量的前提下实现增材成形总成本降低60%以上。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。