1.本实用新型涉及一种对金属基材表面油层进行除油的系统。
背景技术:
2.目前在印铁制罐行业,主要以马口铁为基材,在马口铁表面涂上一层白可定或仿白磁涂料,再彩印上光然后制成各种罐体;而马口铁生产厂家为了防止材料运输、储存期间产生锈蚀和裁剪时起到润滑性不易划伤,必须在其生产过程中将表面敷上一层极薄油膜,以便于在印刷时易于将成垛的马口铁一张张掀开。油膜成分大多是二辛癸二酸酯或乙酰基三丁基柠檬酸酯,油膜厚薄无一定标准,一般涂油量控制在2~4mg/m2,高的有6mg/m2以上。也就是这层油膜影响了对马口铁印涂质量,使涂料、油墨层不能完全地润湿马口铁表面,在烘烤固化后的油墨层上生成圆形或椭圆形的孔隙缺陷,导致涂料层与马口铁之间的附着力下降。因此,马口铁印刷前就要进行除油处理。
3.现在金属印涂时基材除油采用对马口铁在烘房通过花架高温烘烤的方法(150~200℃、15min左右),使油膜挥发掉,缺点是要建烘房、花架、燃烧炉、需天然气及配套设备等等,占空间、投资大、严重环境污染。
技术实现要素:
4.为解决上述问题,本实用新型提供一种对金属基材表面油层进行除油的系统,除油简单、快捷、无污染,适应于金属片材、卷材大规模连续生产的除油。
5.本实用新型的技术方案为:一种对金属基材表面油层进行除油的系统,包括高压脉冲发生器和除油装置,除油装置包括放电电极、接地电极和输送金属基材的装置,输送金属基材的装置包括输送金属基材的平面,放电电极连接高压脉冲发生器,输送金属基材的平面位于放电电极放电产生的电场中,输送金属基材的平面上方或者下方设有可以与平面上或平面下方放置的金属基材接触的接地电极。
6.接地电极为导电滚轮,输送金属基材的平面上方或者下方设有放电产生电场的放电电极。
7.输送金属基材的装置包括输送机架、输送皮带、支撑输送皮带的支撑平台、主动滚筒ⅰ和从动滚筒ⅰ,输送机架上两端安装有设有主动滚筒ⅰ和从动滚筒ⅰ,主动滚筒ⅰ连接有电机的传动轴,主动滚筒ⅰ通过皮带连接有从动滚筒ⅰ,输送皮带与输送的金属基材接触面为输送金属基材的平面,输送机架中间设有支撑输送皮带的支撑平台。
8.支撑输送皮带的支撑平台为铝合金板平台;沿输送皮带的输送方向,导电滚轮设有至少两个;
9.输送皮带在与输送方向垂直的宽度方向上为整块的一条皮带,支撑皮带的铝合金板平台在与输送皮带输送方向垂直的宽度方向上为整块的一个平台,每一个平台上沿着输送皮带的输送方向设有皮带卡槽,输送皮带上设有对应的突出输送皮带的防跑偏导条,导电滚轮通过安装架ⅰ安装在输送皮带上方,安装架ⅰ铰接有金属杆,金属杆固定连接有转轴
ⅰ
,转轴ⅰ转动连接导电滚轮;
10.或者,输送皮带在与输送方向垂直的宽度方向上为至少两条皮带,相邻皮带之间设有间隙,支撑皮带的铝合金板平台对应皮带数量,相邻铝合金板平台之间也设有间隙,相邻铝合金板平台之间连接有转轴ⅱ,转轴ⅱ转动连接导电滚轮,导电滚轮上沿高出皮带上平面0.06mm—0.3mm。
11.输送皮带的前后两端各设有至少一个导电滚轮;输送金属基材的装置还包括调整皮带张紧的装置。
12.调整皮带张紧的装置包括输送机架上设有的固定杆,输送机架上设有安装架ⅱ,通过安装架ⅱ安装从动滚筒ⅰ,固定杆上开设有朝向安装架ⅱ的螺纹孔,螺纹孔内设有调节螺栓,调节螺栓一端紧贴安装架ⅱ。
13.放电电极为陶瓷电极,陶瓷电极包括陶瓷放电管和高压接线柱,高压接线柱一端电连接陶瓷放电管,一端电连接高压脉冲发生器;陶瓷电极安装在一个隔离罩内,隔离罩内设有排除电离产生的臭氧的排风口,隔离罩内或者排风口设有排风机,隔离罩设在放电电极机架上。
14.陶瓷放电管有三组,每组6根陶瓷放电管;放电电极机架为可升降支架。
15.放电电极机架下端设有带动放电电极机架升降的伸缩杆,伸缩杆为气压杆、液压杆或电动推杆。
16.高压脉冲发生器连接等离子控制柜,等离子控制柜连接向涂布机上料的上料机的控制柜;电机为伺服电机,涂布机包括输送装置,输送装置包括输料皮带、主动滚筒ⅱ和从动滚筒ⅱ,主动滚筒ⅱ和从动滚筒ⅱ的轴心分别设置有转动轴,转动轴上设有编码器,伺服电机连接伺服驱动器,伺服驱动器连接主动滚筒ⅱ的转动轴轴上的编码器,编码器跟踪信号使除油装置的输送皮带的速度与涂布机输料皮带的同步;除油装置前设有对输送基材加热的辅助加热装置,在除油装置隔离罩前端和后端分别安装有对输送基材进行辅助加热装置,辅助加热装置包括半封闭保温箱,半封闭保温箱内部固定加热灯罩,灯罩内安装红外加热管。
17.本实用新型的有益效果,本实用新型提供的对金属基材表面油层进行除油的系统,除油简单、快捷、无污染,适应于金属片材、卷材大规模连续生产的除油,并且还可以能够与传统金属印涂机配套联动的。
附图说明
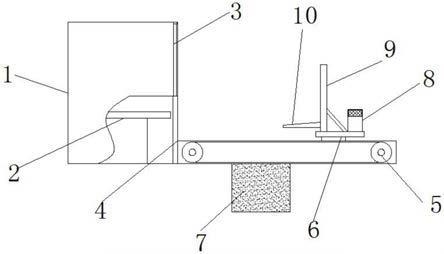
18.图1是本实用新型的结构示意图。
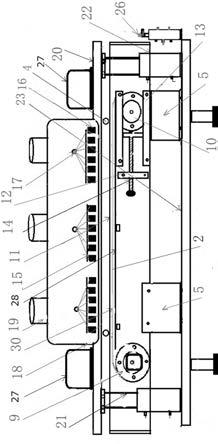
19.图2是除油装置结构的示意图。
20.图3是输送皮带为三块皮带的结构示意图。
21.图4是皮带上带有防跑偏导条的结构示意图。
22.图5是铝合金板平台上带有皮带卡槽的结构示意图。
23.高压脉冲发生器1、输送皮带2、输送金属基材的装置3、接地电极或导电滚轮4、输送机架5、电机8、主动滚筒ⅰ9、从动滚筒ⅰ10、安装架ⅰ11、固定杆12、安装架ⅱ13、调节螺栓14、放电电极或陶瓷电极15、陶瓷放电管16、高压接线柱17、隔离罩18、排风口19、放电电极机架20、伸缩杆21、气缸22、除油装置机架23、等离子控制柜24,上料机的控制柜25、电磁阀
26、辅助加热装置27、支撑输送皮带的支撑平台或铝合金板平台28、皮带卡槽29、输送金属基材的平面30、防跑偏导条31、转轴ⅱ32。
具体实施方式
24.以下将结合附图以及具体实施例,对本实用新型的技术方案进行清楚、完整的描述,应当理解,此处所描述的优选实施例仅用于说明和解释本实用新型,不能理解为对本实用新型保护范围的限制,该领域的技术熟练人员可以根据下述本实用新型的内容做出一些非本质的改进和调整。
25.如图1-图5所示,一种对金属基材表面油层进行除油的系统,包括高压脉冲发生器1和除油装置,除油装置包括放电电极15、接地电极4和输送金属基材的装置3,输送金属基材的装置3包括输送金属基材的平面30,放电电极15连接高压脉冲发生器1,输送金属基材的平面30位于放电电极15放电产生的电场中,输送金属基材的平面30上方或者下方设有可以与平面上或平面下方放置的金属基材接触的接地电极4。
26.输送金属基材的平面与放电电极的另一极之间的距离可以为1-2mm。
27.高压脉冲发生器输出的高频(15khz-25kz)高压(5000-15000v/m2),加在放电电极15与输送金属基材的平面30上方或者下方的金属基材之间,当高压通过空气间隙的电离电阻时,就会产生连续放电,使空气电离并产生低温等离子体和高能射线,在高电压下令电子加速离开电极,由于油膜置于电场中成为阻断传导的介质,在电场作用下,获得高能量,并激活其它离子或分子,同时把这种能量分配到油膜表面并撞击金属基材表层油膜、有机污染物、使碳氢链或碳碳链断裂,产生一系列的复杂的物理变化和化学反应,使油膜被击碎分解成小分子而挥发,只有少量残留,使金属基材原有的基础达因值从30-34,提高到38-44,使涂料印涂在金属基材上的附着力、耐冲击、抗划伤等各项性能指标完全符合制罐要求。
28.接地电极4为导电滚轮4,输送金属基材的平面上方或者下方设有放电产生电场的放电电极。
29.接地电极4的作用就是,把放电电极15发出的高压脉冲电流在通过1-2mm空气间隙及金属基材油层放电后剩余电流引入大地,组成一个完整通路,就像照明灯的火线通过灯泡后接零线一样;由于金属基材是通过输送皮带(可以为硅胶皮带)传送,因输送皮带不导电不能构成导电通路,所以才设置接地电极4,接地电极4通过接地线与输送机架连接,输送机架由接地线接入大地;如果金属基材能够与大地相接也是可以不用接地电极4,只是金属基材由于是通过输送皮带输送,输送皮带是绝缘的,目前只能通过接地电极4接地;由于使用了高压电,使用输送皮带输送,更加安全。
30.另外由于金属基材处于不断输送的过程,所以接地电极4为导电滚轮,方便与金属基材保持良好的接触。
31.输送金属基材3的装置包括输送机架5、输送皮带2、支撑输送皮带的支撑平台28、主动滚筒ⅰ9和从动滚筒ⅰ10,输送机架5上两端安装有设有主动滚筒ⅰ9和从动滚筒ⅰ10,主动滚筒ⅰ9和从动滚筒ⅰ10的轴心分别固定有转动轴,主动滚筒ⅰ9的转动轴连接有电机8的输出轴,主动滚筒ⅰ9通过输送皮带连接有从动滚筒ⅰ10,输送皮带2与输送的金属基材的接触面为输送金属基材的平面30,输送机架5中间设有支撑输送皮带的支撑平台28。从而电机带动主动滚筒ⅰ9和从动滚筒ⅰ10转动,输送皮带输送金属基材。
32.支撑输送皮带的支撑平台为铝合金板平台;沿输送皮带的输送方向,导电滚轮设有至少两个;
33.输送皮带2在与输送方向垂直的宽度方向上为整块的一条皮带,支撑皮带的铝合金板平台28在与输送皮带输送方向垂直的宽度方向上为整块的一个平台,每一个平台上沿着输送皮带的输送方向设有皮带卡槽29,输送皮带上设有对应的突出输送皮带的防跑偏导条31,导电滚轮4通过安装架ⅰ11安装在输送皮带2上方,安装架ⅰ11铰接有金属杆,金属杆固定连接有转轴ⅰ,转轴ⅰ转动连接导电滚轮4;
34.导电滚轮4位于皮带的上方,导电滚轮电极4因为通过金属杆与安装架ⅰ11铰接,所以在重力作用下,导电滚轮电极具有良好的与皮带的接触性,当金属基材通过输送皮带输送时,导电滚轮具有良好的与金属基材上表面的接触性,当金属基材与导电滚轮接触时便构成放电通路,解决了金属基材在除油过程中接地问题。
35.或者,输送皮带2在与输送方向垂直的宽度方向上为至少两条皮带,相邻皮带之间设有间隙,支撑皮带的铝合金板平台28对应皮带数量,相邻铝合金板平台28之间也设有间隙,相邻铝合金板平台之间连接有转轴ⅱ32,转轴ⅱ转动连接导电滚轮4,导电滚轮4上沿高出皮带上平面0.06mm—0.3mm。进一步,相邻铝合金板平台的间隙内均匀分布有导电轮。
36.导电滚轮具体的安装方式可以为:导电滚轮4的直径可以为50mm,输送皮带2可以为耐高温硅胶皮带,铝合金板平台的厚度可以为10mm。在输送机架5结构尺寸、主动滚筒ⅰ9和从动滚筒ⅰ10不变情况下,输送皮带可以为整块一条皮带,也可以为三条尺寸相同总宽小于整块皮带宽度100mm的三条独立皮带、中间一条与两边两条分别留有宽约50mm间隙;每条皮带距边缘10mm处都加有防跑偏导条,防跑偏导条可以为化纤导条;支撑皮带的铝合金板平台可以为整块,也可以为三块尺寸相同总宽小于整块铝合金板平台宽度100mm的三块独立铝合金板平台,分别对应安装于皮带下面支撑三条皮带,中间一块与两边两块分别留有宽约50mm间隙);铝合金板平台的长度与前后的主动滚筒ⅰ9和从动滚筒ⅰ10上沿弧面相切留有一定间隙,对应于输送皮带,铝合金板平台两侧的皮带卡槽,安装皮带时防跑偏导条能完全嵌入铝合金板平台边沿的皮带卡槽内,防止皮带运行时左右跑偏。
37.当采用三条皮带和三块铝合金板作为输送平台时,每块铝合金板平台之间留有50mm间隙,内均匀分布安装6个导电轮,导电滚轮有接地线与输送机架连接,所有导电滚轮上沿要高出输送皮带上平面约0.1mm,导电滚轮是被动轮,便于金属基材从导轮上面通过时有良好的接地。对于整块皮带和铝合金板平台与三条皮带、三块铝合金板平台这两种结构:前者导电轮放置在皮带上面,结构相对简单;后者导电滚轮安装在三块铝合金板平台之间间隙内,导电滚轮上沿高于输送皮带0.1mm,结构相对复杂,但更利于提高产品性能。
38.输送皮带2的前后两端各设有至少一个导电滚轮4;安装架ⅰ11可以为金属棒,分别安装于输送机架5上,且位于输送机架前后两端,这里的前后两端与皮带的两端一致,即分别位于皮带上方的两端,金属棒直径可以为10mm,长可以为1350mm。
39.输送金属基材的装置3还包括调整皮带张紧的装置。
40.调整皮带张紧的装置包括输送机架上设有的固定杆12,输送机架上设有安装架ⅱ13,通过安装架ⅱ13安装从动滚筒ⅰ10,固定杆12上开设有朝向安装架ⅱ13的螺纹孔,螺纹孔内设有调节螺栓14,调节螺栓14一端紧贴安装架ⅱ13。通过调节螺栓14的旋转使得从动滚筒ⅰ10远离主动滚筒ⅰ9,可以使得皮带张紧。
41.放电电极为陶瓷电极15,陶瓷电极15包括陶瓷放电管16和高压接线柱17,高压接线柱17一端电连接陶瓷放电管16,一端电连接高压脉冲发生器1。
42.陶瓷电极15安装在一个隔离罩18内,隔离罩18内设有排除电离产生的臭氧的排风口19,隔离罩18内或者排风口19设有排风机,隔离罩18设在放电电极机架20上。隔离罩内或者放电电极机架上连接有安装架ⅲ,安装架ⅲ上设有卡槽,陶瓷放电管可以安装在卡槽内,安装架ⅲ可以厚20mm的四氟乙烯板也可以上电木绝缘板,卡槽可以为四氟乙烯卡槽。
43.陶瓷放电管16有三组,每组6根陶瓷放电管16。隔离罩18可以为不锈钢罩,由于陶瓷放电管有三组,不锈钢罩上方可以设有三个排风口19。
44.放电电极机架20为可升降支架。可以调节陶瓷电极与皮带之间的距离。
45.放电电极机架20下端设有带动放电电极机架升降的伸缩杆21,伸缩杆为气压杆、液压杆或电动推杆。具有气压杆的可以为气缸22,气缸22可以为双轴升降气缸。气缸22可以连接有电磁阀26,通过电磁阀26控制气压杆的升降。
46.气缸22、输送机架5下端安放在除油装置机架23上方。
47.高压脉冲发生器1连接等离子控制柜24,等离子控制柜24连接向涂布机上料的上料机的控制柜25。
48.除油装置前设有对输送基材加热的辅助加热装置,具体可以为,在除油装置隔离罩前端和后端分别安装有对输送基材进行辅助加热装置,其目的是在环境温度低于10℃时,为提高除油效果而设置的,辅助加热装置包括半封闭保温箱,半封闭保温箱内部固定加热灯罩,灯罩内安装红外加热管。半封闭保温箱通过安装架安装在通过的金属基材上方,半封闭保温箱因为下方开设有对金属基材加热的加热口所以为半封闭保温箱,半封闭保温箱也可以为其它处设有开口的保温箱,只要能够实现对金属基材加热就可以了。
49.本技术中除油装置机架结构为:除油装置机架23作为整体机架,除油装置机架23上分别设有传动皮带机架即为安装架ⅰ11和放电电极机架20,放电电极机架为可升降机架。
50.除油系统的工作各部分的开启及放电电极机架的升降可以手动操作,也可以通过电气控制。具体电气控制可以为:
51.1)、高压脉冲发生器1采用(市场现有配套的高压脉冲发生器和等离子控制柜,如为ch3015)一体成型的铝合金外壳的油漫式高压变压器,散热效果好,经久耐用、不生锈、不漏油,高压脉冲发生器1采用三台联动控制,也可以根据实际情况采用多组,三台联动是指:每台高压脉冲发生器都由单独等离子控制柜控制,与其输出所接放电电极组成独立工作单元,为了提高除油效果可增加一组、两组、甚至多组(这里的一组为三台),再把每一组启动、停止信号相联后由涂布机运行信号统一给定,同时启停称之为联动。高压脉冲发生器1输出接入到放电电极,输出高压线一定要架空应与所有金属保持50mm以上距离;高压脉冲发生器还设置有接地线。除油装置除陶瓷放电电极外所有金属构件、机架(包括整条生产线)能导电部分的必须全部可靠接地。
52.等离子控制柜(市场现有配套的高压脉冲发生器和等离子控制柜,如为ch3015):主机采用稳定、先进、可靠的进口大功率igbt模块、器件为主电路元器件,控制、触发、显示电路的主元器件由集成块电路组成,数码显示并具有过压过载,过电流,短路及停转等自动保护,结构简洁、电路连线简单、可靠、高效率、小体积、使用简单。本机采用三组同样的控制柜联动控制高压脉冲发生器1,也可以根据实际情况采用多组,输出接入到高压变压器;
53.2)、等离子控制柜与涂布机飞达上料机联动控制:
54.由于涂布机和飞达上料机是共用一台plc,飞达上料机向涂布机上料,飞达上料控制柜控制飞达上料机向涂布机上料的速度,并且可以控制涂布机的速度。通过涂布机plc内部程序与等离子控制柜(只与等离子控制柜的启动、停止开关连接)电气连接,实现除油系统放电电极组支架升降、放电的自动/手动控制。具体可以如下:
55.①
把三台每个等离子控制柜的启动、停止控制信号线分别接在一起统一由飞达上料机控制面板上的风泵启、停信号控制,即二者信号源是并接在风泵启动按钮上的,当风泵启动等离子控制柜就启动工作;
56.②
放电电极机架升降是由气缸的气压杆控制,气缸是由电磁阀控制,电磁阀电源开关信号同样是由飞达上料机控制面板上风泵启、停信号控制,与2)项
①
相同,当风泵启动,电磁阀启动,气缸启动,气压杆缩进,放电电极机架落下;当然,除油系统放电电极组支架升降也可以手动控制。
57.所以,当风泵启动等离子控制柜就启动工作,放电电极机架落下,放电电极开始放电工作。
58.3)、除油系统伺服电机电气控制:电机8为伺服电机,涂布机包括输送装置,输送装置包括输料皮带、主动滚筒ⅱ和从动滚筒ⅱ,主动滚筒ⅱ和和从动滚筒ⅱ的轴心分别设置有转动轴上,主动滚筒ⅱ的转动轴上设有编码器,伺服电机连接伺服驱动器,伺服驱动器连接涂布机的转动轴轴上的编码器,编码器跟踪信号使除油装置的输送皮带的速度与涂布机输料皮带的同步。
59.所以当涂布机启动时,除油伺服驱动器和伺服电机同时启动,编码器跟踪到的涂布机输料台皮带传动轴转动速度信号反馈给伺服驱动器,伺服驱动器控制伺服电机速度,从而带动除油皮带与涂布机同步运行,实现二者速度的一致性电气控制。
60.涂布机启动时,除油伺服驱动器和伺服电机同时启动,具体可以为:伺服驱动器电源控制信号是由飞达上料机(也是涂布机)“运行”开关信号控制,当飞达上料机“运行”按钮启动,飞达上料机、涂布机、除油传动即同时开始运转;也可以为其它的人工操作使得它们同时启动,或者其它的控制方式使得它们同时启动。
61.涂布机位于除油装置的后方,涂布机输料皮带紧靠除油输送皮带。
62.4)、除油系统的排风机变频控制:除油排风风机是由变频器控制,变频器启动信号由等离子控制柜内主电源断路器上一个触点控制,当主电源断路器触点动作时,就是除油系统开始工作,控制变频器的常开触点闭合,变频器开始工作,除油排风风机启动工作;反之关机延时停止工作;
63.5)除油辅助加热装置电气控制:是单独手动控制回路,只有环境温度低于10℃时才启用,辅助加热装置是安装在半封闭保温箱包括加热灯罩和灯管。
64.注:这里要说明的是飞达上料机的电气控制按钮都集中安装在正面操作面板上,除油系统的手动/停止/自动三波段转换开关安装在侧板上:
65.手动 是通过中间继电器直接控制电磁阀,并同时切断其他控制电磁阀的信号,当开关放在手动位置时,电磁阀使控制放电电极机架升降的气缸动作,气缸上午气压杆缩进机架落下,通过调节气缸的气压杆的缩进长度,控制放电电极底部与传动皮带之间间隙在1-2mm范围内;
66.停止 是切断电磁阀供电电源,处于停止状态;
67.自动 电气连接如2)项
②
同,只要风泵开启除油系统就开始工作;
68.风泵是飞达上料机上料时供吸盘负压的,风泵的启、停就是飞达上料机给涂布机供料的关键,此按钮开启2)项第
①
、
②
项也同步开启;
69.飞达上料机控制面板上开机顺序依次为:按运行、风泵、送料按钮;运行启动是飞达上料机传动,涂布机传动、除油装置输送皮带开始运转;风泵启动是飞达上料机送料吸盘开始产生负压,除油系统放电电极机架落下,放电电极放电工作;送料启动是飞达上料机开始送金属基材供料,除油系统开始除油,涂布机开始涂布生产。
70.安装:
71.把除油装置机架安装在涂布机或者的涂布机金属基材输送台与飞达上料出料口之间,在输送机架5上安装铝合金板平台28、主动滚筒ⅰ9和从动滚筒ⅰ10,安装输送皮带,主动滚筒ⅰ9的转动轴通过联轴器连接电机的输出轴,调整调节螺栓,使输送皮带松紧合适,安装导电滚轮在输送机架上。
72.把气缸安装在除油装置机架上,再把放电电极机架20放置在气缸的气压杆上端,把陶瓷电极安装在安装架ⅲ及隔离罩内,再整体安装在放电电极机架20上,调整陶瓷电极底部与除油皮带之间间隙在1-2mm,然后安装除油辅助加热装置在隔离罩18前后两端机架上,安装伺服电机及各控制柜,接好排风机19及控制部分,整体调试即可。
73.以上所述的仅是本实用新型的优选实施方式,而不是全部的实施方式,本实用新型的保护范围并不局限于此,以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。应当指出,对于本领域的及任何熟悉本技术领域的技术人员来说,在不脱离本实用新型整体构思和本实用新型的原理的精神的前提下,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,及作出的若干改变和改进,这些也应该视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。