技术特征:
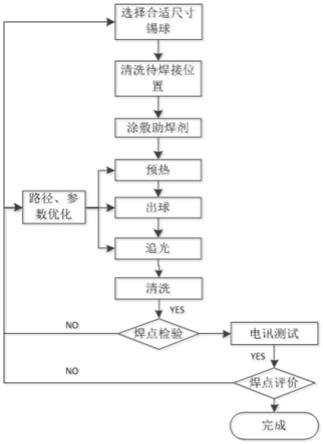
1.一种狭小深腔内焊点的激光喷锡焊接方法,其特征在于,所述狭小深腔为金工件,微带板和射频连接器所形成的的凹槽,所述焊点为射频连接器内导体与微带焊盘的互联;激光喷锡焊接工艺包括以下步骤:s1:选择合适尺寸锡球:根据焊点形成所需焊料体积选择锡球直径;s2:清洗待焊接位置;s3:涂敷助焊剂:采用助焊剂装置在射频连接器内导体与微带板焊盘处自动喷涂或刷涂焊剂;s4:激光预热:采用激光加热待焊接位置进行预热,激光器能量输出5%~20%,设备总功率为150w,时间为1~10s,光斑直径为1.5~3mm;s5:出球:锡球从供球系统滑出至喷嘴位置,激光加热锡球,熔融的锡球喷射实现射频连接器内导体与微带板焊盘互联;s6:追光:进行1~2次追光,用于锡球滴落时待焊接位置加热,或用于降低锡球滴落后待焊接位置冷却速率;s7:清洗焊点。2.如权利要求1所述的一种狭小深腔内焊点的激光喷锡焊接方法,其特征在于,所述金工件为铝合金或者铝硅合金,所述微带板螺装、胶接或焊接于所述金工件上,所述射频连接器外导体螺装、胶接或焊接于所述金工件上,所述焊点为射频连接器内导体与微带焊盘的互联。3.如权利要求1所述一种狭小深腔内焊点的激光喷锡焊接方法,其特征在于,所述射频连接器内导体镀金处理,所述微带板焊盘表面镀金或热风整平锡铅处理。4.如权利要求1所述的一种狭小深腔内焊点的激光喷锡焊接方法,其特征在于,所述步骤s1锡球直径为0.1~1.8mm,锡球材料为snagcu或snpb。5.如权利要求1所述的一种狭小深腔内焊点的激光喷锡焊接方法,其特征在于,所述步骤s2中采用人工或设备清洗待焊接部位,所述设备清洗为超声清洗、等离子清洗、水清洗中的任意一种。6.如权利要求1所述的一种狭小深腔内焊点的激光喷锡焊接方法,其特征在于,所述步骤s3中助焊剂为r型或rma型中的任意一种。7.如权利要求1所述的一种狭小深腔内焊点的激光喷锡焊接方法,其特征在于,所述步骤s5中激光器能量输出为25%~70%,时间为50~100ms,光斑直径为0.5~2mm。8.如权利要求1所述的一种狭小深腔内焊点的激光喷锡焊接方法,其特征在于,所述步骤s6中追光时激光器能量输出为5%~25%,时间为0.1~5s,光斑直径为1.5~3mm。9.如权利要求1所述的一种狭小深腔内焊点的激光喷锡焊接方法,其特征在于,所述步骤s7中采用人工或水清洗设备清洗焊点。10.如权利要求1所述的一种狭小深腔内焊点的激光喷锡焊接方法,其特征在于,所述激光焊接过程在氮气或氩气氛围内实施。
技术总结
本发明涉及电子装联技术领域,具体涉及一种狭小深腔内焊点的激光喷锡焊接方法,所述激光喷锡焊接方法包括以下步骤:(1)选择合适尺寸锡球;(2)清洗待焊接位置;(3)涂敷助焊剂;(4)激光预热;(5)出球;(6)追光;(7)清洗焊点,本发明激光喷锡焊接方法通过选择合适尺寸锡球,优化工艺路径,合理设置工艺参数,获得满足焊接质量和性能指标的焊点,实现非接触、局部受热、精准定位、高效率焊接,解决了手工焊无法操作或操作空间受限,焊点合格率低,一致性差等问题。等问题。等问题。
技术研发人员:李苗 杨兆军 宋惠东 李森 周自泉 邹嘉佳 程明生 洪肇斌
受保护的技术使用者:中国电子科技集团公司第三十八研究所
技术研发日:2021.12.27
技术公布日:2022/3/8
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。