1.本发明涉及电梯候梯厅领域,特别涉及一种电梯候梯厅门焊接装置。
背景技术:
2.电梯候梯厅门板是电梯的重要组成部分,在对电梯候梯厅门板加工生产过程中,需要对电梯候梯厅门板进行焊接,因此需要电梯候梯厅门焊接装置。
3.但是目前的电梯候梯厅门焊接装置依然存在焊接效果差,通用性差,不可以对门板进行全方位进行焊接的问题。
技术实现要素:
4.本发明提供一种电梯候梯厅门焊接装置,可以解决背景技术中所提到的问题。
5.本发明提供了一种电梯候梯厅门焊接装置,包括支撑台,所述支撑台上沿竖直方向水平设置有第一限位导轨和第二限位导轨;所述第一限位导轨和第二限位导轨上分别安装有第一支撑滑座和第二支撑滑座;所述第一支撑滑座和第二支撑滑座上分别固定有第一升降液压缸和第二升降液压缸;所述第一升降液压缸和第二升降液压缸的伸缩端部固定有一水平支撑柱;所述水平支撑柱上固定有横向调节液压缸;所述横向调节液压缸的伸缩端部固定有限位滑板座;所述限位滑板座上安装有激光焊接头组件;所述水平支撑柱上开设有用于限位滑板座滑动的限位滑槽;所述第一限位导轨和第二限位导轨上均固定有固定块;两个所述固定块上分别固定有第一纵向调节液压缸和第二纵向调节液压缸;所述第一纵向调节液压缸的伸缩端连接有第一支撑滑座;所述第二纵向调节液压缸的伸缩端连接有第二支撑滑座;所述支撑台上开设有限位顺槽;所述限位顺槽上设置有第一限位液压缸和第二限位液压缸;所述第一限位液压缸和第二限位液压缸的伸缩端均固定有限位板。
6.较佳地,两个所述限位板上分别固定有门板。
7.较佳地,所述第一限位液压缸和第二限位液压缸相对设置在限位顺槽上。
8.较佳地,所述限位板与限位顺槽相适应。
9.较佳地,所述限位顺槽的宽度与第一限位液压缸的非伸缩端直径相同。
10.较佳地,所述限位顺槽的宽度与第二限位液压缸的非伸缩端直径相同。
11.本发明提供的有益效果是:1、该电梯候梯厅门焊接装置,在支撑台上开设有限位顺槽;在限位顺槽上设置有第一限位液压缸和第二限位液压缸;在第一限位液压缸和第二限位液压缸的伸缩端均固定有限位板;首先把两块门板分别放置在两个限位板的内侧,然后启动第一限位液压缸和第二限位液压缸,使第一限位液压缸和第二限位液压缸的伸缩端带动限位板移动,进而推动两块门板的移动,使两块门板的焊接位置贴合在一起,可以使用两个限位板把两块门板夹住,避免在对门板焊接过程中,门板松动,导致焊接的不准确,焊接效果好。
12.2、该电梯候梯厅门焊接装置,在支撑台上开设有限位顺槽;在限位顺槽上设置有第一限位液压缸和第二限位液压缸;在第一限位液压缸和第二限位液压缸的伸缩端均固定
有限位板;首先把两块门板分别放置在两个限位板的内侧,然后启动第一限位液压缸和第二限位液压缸,使第一限位液压缸和第二限位液压缸的伸缩端带动限位板移动,两个限位板可以移动,进而改变两个限位板之间的距离,进而可以把不同大小的门板夹住,可以对不同大小的门板进行焊接,启动第一升降液压缸和第二升降液压缸,使第一升降液压缸和第二升降液压缸的伸缩端伸缩,进而带动水平支撑柱的上下移动,进而带动激光焊接头组件的上下移动,进而使得激光焊接头组件与门板的焊接位置接触,可以对不同厚度的门板进行焊接,通用性比较强。
13.3、该电梯候梯厅门焊接装置,通过在支撑台上沿竖直方向水平设置有第一限位导轨和第二限位导轨;在第一限位导轨和第二限位导轨上分别安装有第一支撑滑座和第二支撑滑座;在第一支撑滑座和第二支撑滑座上分别固定有第一升降液压缸和第二升降液压缸;在第一升降液压缸和第二升降液压缸的伸缩端部固定有一水平支撑柱;在水平支撑柱上固定有横向调节液压缸;在横向调节液压缸的伸缩端部固定有限位滑板座;在限位滑板座上安装有激光焊接头组件,根据门板的焊接位置,启动第一纵向调节液压缸和第二纵向调节液压缸,使第一纵向调节液压缸和第二纵向调节液压缸的伸缩端伸缩,进而带动第一支撑滑座和第二支撑滑座分别在第一限位导轨和第二限位导轨上移动,进而带动第一升降液压缸和第二升降液压缸的左右移动,带动水平支撑柱的左右移动,进而使用激光焊接头组件对门板沿竖直方向的不同位置进行焊接,启动横向调节液压缸,使横向调节液压缸的伸缩端伸缩,进而带动激光焊接头组件的左右移动,进而使得使用激光焊接头组件对门板沿水平方向的不同位置进行焊接,可以对门板的水平方向和竖直方向的不同位置进行焊接,可以对门板进行全方位进行焊接。
附图说明
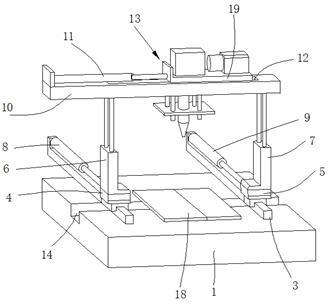
14.图1为本发明提供的一种电梯候梯厅门焊接装置结构示意图1;图2为本发明提供的一种电梯候梯厅门焊接装置结构示意图2;图3为本发明提供的一种电梯候梯厅门焊接装置结构示意图3;图4为本发明提供的一种电梯候梯厅门焊接装置的支撑台结构示意图。
15.附图标记说明:1-支撑台;2-第一限位导轨;3-第二限位导轨;4-第一支撑滑座;5-第二支撑滑座;6-第一升降液压缸;7-第二升降液压缸;8-第一纵向调节液压缸;9-第二纵向调节液压缸;10-水平支撑柱;11-横向调节液压缸;12-限位滑槽;13-激光焊接头组件;14-限位顺槽;15-第一限位液压缸;16-第二限位液压缸;17-限位板;18-门板;19-限位滑板座;20-固定块。
具体实施方式
16.下面结合附图,对本发明的一个具体实施方式进行详细描述,但应当理解本发明的保护范围并不受具体实施方式的限制。
17.如图1至图4所示,本发明实施例提供的一种电梯候梯厅门焊接装置,包括支撑台1,所述支撑台1上沿竖直方向水平设置有第一限位导轨2和第二限位导轨3;所述第一限位导轨2和第二限位导轨3上分别安装有第一支撑滑座4和第二支撑滑座5;所述第一支撑滑座4和第二支撑滑座5上分别固定有第一升降液压缸6和第二升降液压缸7;所述第一升降液压
缸6和第二升降液压缸7的伸缩端部固定有一水平支撑柱10;所述水平支撑柱10上固定有横向调节液压缸11;所述横向调节液压缸11的伸缩端部固定有限位滑板座19;所述限位滑板座19上安装有激光焊接头组件13;所述水平支撑柱10上开设有用于限位滑板座19滑动的限位滑槽12;所述第一限位导轨2和第二限位导轨3上均固定有固定块20;两个所述固定块20上分别固定有第一纵向调节液压缸8和第二纵向调节液压缸9;所述第一纵向调节液压缸8的伸缩端连接有第一支撑滑座4;所述第二纵向调节液压缸9的伸缩端连接有第二支撑滑座5;所述支撑台1上开设有限位顺槽14;所述限位顺槽14上设置有第一限位液压缸15和第二限位液压缸16;所述第一限位液压缸15和第二限位液压缸16的伸缩端均固定有限位板17。
18.本实施例中,两个所述限位板17上分别固定有门板18。
19.本实施例中,所述第一限位液压缸15和第二限位液压缸16相对设置在限位顺槽14上。
20.本实施例中,所述限位板17与限位顺槽14相适应。
21.本实施例中,所述限位顺槽14的宽度与第一限位液压缸15的非伸缩端直径相同。
22.本实施例中,所述限位顺槽14的宽度与第二限位液压缸16的非伸缩端直径相同。
23.工作原理:首先把两块门板18分别放置在两个限位板17的内侧,然后启动第一限位液压缸15和第二限位液压缸16,使第一限位液压缸15和第二限位液压缸16的伸缩端带动限位板17移动,进而推动两块门板18的移动,使两块门板18的焊接位置贴合在一起,然后根据门板18的厚度,启动第一升降液压缸6和第二升降液压缸7,使第一升降液压缸6和第二升降液压缸7的伸缩端伸缩,进而带动水平支撑柱10的上下移动,进而带动激光焊接头组件13的上下移动,进而使得激光焊接头组件13与门板18的焊接位置接触,根据门板18的焊接位置,启动第一纵向调节液压缸8和第二纵向调节液压缸9,使第一纵向调节液压缸8和第二纵向调节液压缸9的伸缩端伸缩,进而带动第一支撑滑座4和第二支撑滑座5分别在第一限位导轨2和第二限位导轨3上移动,进而带动第一升降液压缸6和第二升降液压缸7的左右移动,带动水平支撑柱10的左右移动,进而使用激光焊接头组件13对门板18沿竖直方向的不同位置进行焊接,启动横向调节液压缸11,使横向调节液压缸11的伸缩端伸缩,进而带动激光焊接头组件13的左右移动,进而使得使用激光焊接头组件13对门板18沿水平方向的不同位置进行焊接。
24.技术效果:该电梯候梯厅门焊接装置,在支撑台1上开设有限位顺槽14;在限位顺槽14上设置有第一限位液压缸15和第二限位液压缸16;在第一限位液压缸15和第二限位液压缸16的伸缩端均固定有限位板17;首先把两块门板18分别放置在两个限位板17的内侧,然后启动第一限位液压缸15和第二限位液压缸16,使第一限位液压缸15和第二限位液压缸16的伸缩端带动限位板17移动,进而推动两块门板18的移动,使两块门板18的焊接位置贴合在一起,可以使用两个限位板17把两块门板18夹住,避免在对门板18焊接过程中,门板18松动,导致焊接的不准确,焊接效果好。该电梯候梯厅门焊接装置,在支撑台1上开设有限位顺槽14;在限位顺槽14上设置有第一限位液压缸15和第二限位液压缸16;在第一限位液压缸15和第二限位液压缸16的伸缩端均固定有限位板17;首先把两块门板18分别放置在两个限位板17的内侧,然后启动第一限位液压缸15和第二限位液压缸16,使第一限位液压缸15和第二限位液压缸16的伸缩端带动限位板17移动,两个限位板17可以移动,进而改变两个限位板17之间的距离,进而可以把不同大小的门板18夹住,可以对不同大小的门板18进行
焊接,启动第一升降液压缸6和第二升降液压缸7,使第一升降液压缸6和第二升降液压缸7的伸缩端伸缩,进而带动水平支撑柱10的上下移动,进而带动激光焊接头组件13的上下移动,进而使得激光焊接头组件13与门板18的焊接位置接触,可以对不同厚度的门板18进行焊接,通用性比较强。该电梯候梯厅门焊接装置,通过在支撑台1上沿竖直方向水平设置有第一限位导轨2和第二限位导轨3;在第一限位导轨2和第二限位导轨3上分别安装有第一支撑滑座4和第二支撑滑座5;在第一支撑滑座4和第二支撑滑座5上分别固定有第一升降液压缸6和第二升降液压缸7;在第一升降液压缸6和第二升降液压缸7的伸缩端部固定有一水平支撑柱10;在水平支撑柱10上固定有横向调节液压缸11;在横向调节液压缸11的伸缩端部固定有限位滑板座19;在限位滑板座19上安装有激光焊接头组件13,根据门板18的焊接位置,启动第一纵向调节液压缸8和第二纵向调节液压缸9,使第一纵向调节液压缸8和第二纵向调节液压缸9的伸缩端伸缩,进而带动第一支撑滑座4和第二支撑滑座5分别在第一限位导轨2和第二限位导轨3上移动,进而带动第一升降液压缸6和第二升降液压缸7的左右移动,带动水平支撑柱10的左右移动,进而使用激光焊接头组件13对门板18沿竖直方向的不同位置进行焊接,启动横向调节液压缸11,使横向调节液压缸11的伸缩端伸缩,进而带动激光焊接头组件13的左右移动,进而使得使用激光焊接头组件13对门板18沿水平方向的不同位置进行焊接,可以对门板18的水平方向和竖直方向的不同位置进行焊接,可以对门板18进行全方位进行焊接。
25.以上公开的仅为本发明的具体实施例,但是,本发明实施例并非局限于此,任何本领域的技术人员能思之的变化都应落入本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。