1.本发明涉及用于从熔融金属表面去除杂质的装置,并且更具体地,涉及用于在钢板热浸镀锌工艺中从熔融金属表面去除杂质的装置,其能够防止通气管部件中的杂质粘附到镀锌钢板的表面,从而改善钢板的镀锌质量。
背景技术:
2.热浸镀锌钢板由于其优异的耐腐蚀性已经广泛地用于一般建筑材料以及需要严格质量控制的车辆用外板。尤其是近年来使用日益增加的车辆用外板,由于耐腐蚀性被视为重要的表面性质,因此需要严格的表面质量控制。
3.同时,在连续通过放线盘(未示出)和焊接机(未示出)时,将冷轧卷材的镀覆钢板在加热炉(退火炉)中进行热处理以去除残余应力,并且使经加热的镀覆钢板流入填充有镀液(即,热浸锌)同时保持在适于镀锌的温度下的镀浴中。
4.将热浸镀锌浴的温度保持在约460℃。在这种情况下,由于锌的熔点是420℃,因此锌在热浸镀锌浴中总是处于熔融状态,并且因此锌烟持续蒸发至顶部。
5.对于热浸镀锌,钢板通过管嘴部的内部连续地供应到热浸镀锌浴中,并且通过卷绕在导辊上和从导管上退绕来进行镀锌,然后通过气刀控制镀覆量。为了对镀层进行合金化,钢板在远离气刀的位置处进入合金炉,然后进行合金化热处理。此外,钢板在空气冷却台中连续冷却,并且经过朝向顶辊前进的过程。
6.在该过程中,管嘴部内部测量的蒸发锌的量是每小时约1升至2升,并且已知相当大量的锌被蒸发。作为此类锌蒸气的灰分(在下文,称为“杂质”)通过散布至管嘴部的上部而附着到管嘴部的内表面上,并且由于其自身的重量而落向管嘴部内部的熔融金属表面。
7.落到熔融金属表面上的灰分(即杂质)在漂浮时附着到电镀钢板的表面,或在钢板移动方向上形成间断或连续的带。因此,存在的问题在于钢板的镀锌质量降低。
8.韩国专利申请公开号2013
‑
0044972公开了用于钢板镀线的管嘴部装置。公开的管嘴部装置包括:管嘴部主体,所述管嘴部主体连接在加热炉与填充有镀液的镀槽之间并且镀覆钢板通过其内部;以及坝装置,所述坝装置可旋转地安装在管嘴部主体的端部处,具有设置在管嘴部主体外部的外表面,并且形成为高于中性状态的所述镀液的表面。
9.此外,韩国专利登记号1070080公开了用于钢板镀线的管嘴部装置,韩国专利登记号1806078公开了用于管嘴部的金属泵,并且韩国专利登记号1842168公开了用于镀锌线的浮渣去除装置。
10.如以上描述,根据现有技术的用于从熔融金属表面去除杂质的装置具有这样的结构,所述结构防止诸如灰分的杂质在镀锌钢板通过镀液内部时粘附到其表面,但不能从管嘴部中的熔融金属表面排出杂质。
11.考虑到这一点,本技术的发明人申请了用于从管嘴部内部的熔融金属表面去除杂质的装置,其登记为韩国专利登记号0831061。
12.此外,韩国专利登记号101353197公开了用于钢板镀线的管嘴部装置。公开的管嘴
部装置包括:管嘴部主体,所述管嘴部主体连接在加热炉与填充有镀液的镀浴之间并且镀覆钢板通过其内部;第一坝装置和第二坝装置,所述第一坝装置和所述第二坝装置独立于管嘴部主体安装在镀浴侧上的管嘴部主体的端部处的镀覆钢板的两侧上;以及金属泵,所述金属泵可移动地安装在管嘴部主体外部与第一坝装置和第二坝装置相邻的位置处。
13.由于金属泵具有用于将管嘴部主体内部的镀液泵送到渡浴中的结构,因此杂质和镀液被引回管嘴部主体中。
技术实现要素:
14.[技术问题]
[0015]
本发明涉及提供用于在钢板热浸镀锌工艺中从熔融金属表面去除杂质的装置,所述装置可以防止在钢板热浸镀锌工艺中漂浮在管嘴部中的熔融金属表面上的诸如灰分的杂质移动至管嘴部中的钢板。
[0016]
本发明还涉及提供用于在钢板热浸镀锌工艺中从熔融金属表面去除杂质的装置,所述装置可以防止杂质粘附到钢板的镀层的表面,同时防止在对钢板表面进行镀锌的工艺中杂质在热浸镀锌溶液内部循环。
[0017]
[技术方案]
[0018]
本发明的一个方面提供了用于在钢板热浸镀锌工艺中从熔融金属表面去除杂质的装置,所述装置包括:包括通气管部件的管嘴部,所述通气管部件具有浸没在热浸镀锌浴的熔融金属表面中以通过围绕流入所述热浸镀锌浴中的钢板来防止氧化的端部和具有坝形成部件的坝单元,所述坝形成部件围绕所述钢板以与所述通气管部件的端部间隔开预定间隔并且允许所述热浸镀锌浴中的热浸镀锌溶液溢出至所述通气管部件的内周表面,以便防止掉落到所述通气管部件中的所述熔融金属表面上的杂质粘附到所述钢板;以及熔融锌排出单元,所述熔融锌排出单元安装在所述通气管部件中并且将溢出所述坝单元的所述坝形成部件的所述热浸镀锌溶液朝向所述通气管部件外部的所述热浸镀锌浴中的所述熔融金属表面泵送,以便防止溢出所述坝形成部件的所述热浸镀锌溶液中包含的杂质混入所述热浸镀锌浴中的所述热浸镀锌溶液中以再污染所述热浸镀锌溶液或防止溢出所述坝形成部件的所述热浸镀锌溶液中包含的杂质流回所述通气管部件中。
[0019]
所述熔融锌排出单元可以包括:至少一个排出连接部件,所述排出连接部件安装在所述通气管部件中并且连接至储存空间,在所述储存空间中储存溢出所述坝单元的所述坝形成部件的所述热浸镀锌溶液;壳体构件,所述壳体构件连接至所述排出连接部件并且具有敞开的上部和密封的下表面;以及泵送单元,所述泵送单元包括安装在所述壳体构件的上侧上的支撑托架,安装在所述支撑托架中的驱动单元,连接至所述驱动单元的驱动轴的并且延伸进所述壳体中的旋转轴,以及安装在所述旋转轴中并且将经所述排出管部件流入所述壳体中的所述热浸镀锌溶液通过所述壳体构件的敞开部朝向所述热浸镀锌浴的所述熔融金属表面排出的叶轮。
[0020]
在所述壳体的下表面中可以形成熔融锌排出孔,用于当修理所述熔融锌排出单元时排出残留在所述壳体、所述排出管部件和所述通气管部件内部的熔融锌。
[0021]
所述驱动单元、由所述驱动单元旋转的所述旋转轴和所述叶轮可以安装成通过安装在所述支撑托架中的升高单元而可垂直移动的。
[0022]
所述熔融锌排出单元可以包括:至少一个排出连接部件,所述排出连接部件安装在所述通气管部件中并且排出从所述通气管部件内部溢出所述坝构件的所述热浸镀锌溶液;壳体构件,所述壳体构件连接至所述排出连接部件并且具有密封的下表面;以及泵送单元,所述泵送单元包括安装在所述壳体构件的上侧上的支撑托架,安装在所述支撑托架中的驱动单元,连接至所述驱动单元的驱动轴的并且延伸进所述壳体构件中的旋转轴,以及安装在所述旋转轴中并且泵送经所述排出连接部件流入所述壳体构件中的所述热浸镀锌溶液的叶轮,其中所述熔融锌排出单元还包括熔融锌排出部件,所述熔融锌排出部件连接至所述壳体构件以将所述通气管部件中的所述热浸镀锌溶液朝向所述热浸镀锌浴的所述熔融金属表面排出。
[0023]
本发明的另一个方面提供了用于在钢板热浸镀锌工艺中从熔融金属表面去除杂质的装置,所述装置包括:通气管部件,所述通气管部件具有浸没在热浸镀锌浴的熔融金属表面中以通过围绕流入所述热浸镀锌浴中的钢板来防止氧化的端部;槽部件,所述槽部件被安装成在所述通气管部件中可垂直移动的,并且具有与被所述通气管部件围绕的钢板间隔开预定距离并且允许所述钢板附近的所述热浸镀锌溶液流入其中的镀液流入坝部件;熔融锌排出单元,所述熔融锌排出单元安装在槽部件中,将流入所述槽部件的熔融锌朝向所述热浸镀锌浴中的所述熔融金属表面泵送,并且将槽部件中的含杂质的热浸镀锌溶液朝向所述热浸镀锌浴中的所述熔融金属表面排出,以便防止杂质流入所述通气管部件;以及升高单元,所述升高单元安装在所述通气管部件中并且升高所述熔融锌排出单元和所述槽部件。
[0024]
[有益效果]
[0025]
在根据本发明的用于在钢板热浸镀锌工艺中从熔融金属表面去除杂质的装置中,流入通气管部件中的热浸镀锌溶液和杂质从通气管部件外部的熔融金属表面向上排出,杂质漂浮在热浸镀锌浴中的熔融金属表面上,并且因此可以防止内部的热浸镀锌浴的热浸镀锌溶液被再污染。
[0026]
此外,在根据本发明的用于在钢板热浸镀锌工艺中从熔融金属表面去除杂质的装置中,防止排出至热浸镀锌浴中的杂质流回管嘴部中,并且因此可以改善钢板的镀锌质量。应用了在向上方向上推动和排出具有大比重的热浸镀锌溶液的结构,并且因此可以减小驱动发动机的载荷。
[0027]
此外,在根据本发明的用于在钢板热浸镀锌工艺中从熔融金属表面去除杂质的装置中,将惰性气体喷射到其中用于泵送储存空间内部的热浸镀锌溶液和杂质的旋转轴与热浸镀锌浴中的热浸镀锌溶液彼此接触的部分上。因此,可以防止旋转轴由于在旋转轴和热浸镀锌溶液彼此接触的边界处与空气接触而被氧化。此外,可以防止诸如灰分和浮渣的杂质粘附到旋转叶轮的旋转轴,并且将惰性气体喷射到旋转轴,并且因此可以冷却旋转轴。
附图说明
[0028]
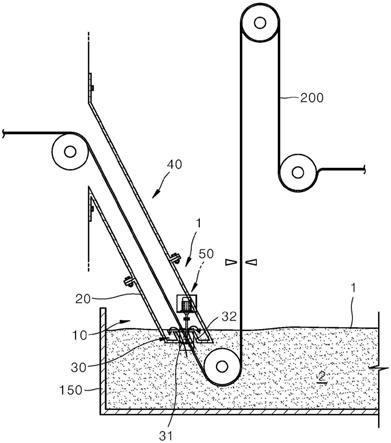
图1例示出根据本发明的第一实施方案的用于在钢板热浸镀锌工艺中从熔融金属表面去除杂质的装置的侧向截面图。
[0029]
图2是图1中例示的用于在钢板热浸镀锌工艺中从熔融金属表面去除杂质的装置的截面图。
[0030]
图3至图8是例示出根据其它实施方案的熔融锌提取单元的部分剖切截面图。
[0031]
图9是例示出根据本发明的另一个实施方案的熔融锌提取单元的透视图。
[0032]
图10是根据本发明的用于在钢板热浸镀锌工艺中从熔融金属表面去除杂质的装置的透视图。
[0033]
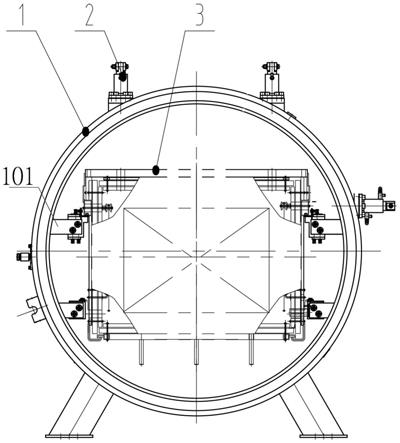
图11是图10中例示的用于在钢板热浸镀锌工艺中从熔融金属表面去除杂质的装置的截面图。
[0034]
图12是例示出根据另一个实施方案的排出单元的透视图。
具体实施方式
[0035]
图1至图5例示出根据本发明的用于在钢板热浸镀锌工艺中从熔融金属表面去除杂质的装置。
[0036]
参考附图,将根据本发明的用于在钢板热浸镀锌工艺中从熔融金属表面去除杂质的装置10安装在热浸镀锌浴150中,以防止在高温下进行热处理的钢板200的表面在钢板200暴露于大气时氧化。此外,装置10具有用于防止由于灰分而出现表面缺陷的结构,所述灰分通过冷凝热浸镀锌溶液的蒸汽而形成并且作为杂质附着到钢板200的表面。
[0037]
用于在钢板热浸镀锌工艺中从熔融金属表面去除杂质的装置10具有管嘴部40,所述管嘴部40具有浸没在热浸镀锌浴150的熔融金属表面1中的端部,以通过围绕流入热浸镀锌浴150中的钢板200来防止氧化。作为管嘴部40的组件,具有浸没在热浸镀锌浴150中的下端部的通气管部件20设置在管嘴部的下侧。通气管部件20包括坝单元30,所述坝单元30从其内部下端部向上延伸成与通过通气管部件20的钢板200的外周表面相邻,并且防止通气管部件20中掉落到熔融金属表面上的杂质粘附到钢板。
[0038]
此外,设置熔融锌排出单元50,所述熔融锌排出单元50安装在通气管部件20中,将溢出坝单元30的坝形成部件32的热浸镀锌溶液朝向热浸镀锌浴100中的熔融金属表面1泵送,从而允许其中包含的杂质被引入到热浸镀锌浴150中的热浸镀锌溶液2中,并且因此防止热浸镀锌溶液被再污染或回流到通气管部件20中。
[0039]
将更详细地描述以上描述的根据本发明的用于在钢板热浸镀锌工艺中从熔融金属表面去除杂质的装置10的各个组件。
[0040]
构成管嘴部40的通气管部件20安装在热处理炉(未示出)与热浸镀锌浴150之间的热浸镀锌浴150侧上,并且具有用于围绕由辊引导并且流入热浸镀锌浴150中的钢板200的结构,以防止热处理加热的钢板200由于与空气接触而被氧化。
[0041]
管嘴部40由具有四边形管的有角形状的联接单元构件和通气管部件20形成。此外,管嘴部40还可以包括单独的致动器(未示出),所述致动器旋转在其端部处的通气管部件20的部分以浸没在热浸镀锌浴20中或从热浸镀锌浴20中抬起。
[0042]
坝单元30可以与通气管部件20一体形成,或者可以单独制造并组合。如图1和图2中所示,坝单元30包括:形成钢板入口31的坝形成部件32,引入热浸镀锌浴150的钢板经钢板入口31通过通气管部件20的内部(即,通气管部件20的内部空间),以及腔形成部件33,所述腔形成部件33连接坝形成部件32的下端部和通气管部件20的下端部以形成用于溢出钢板入口31的熔融锌的储存空间34。
[0043]
在将通气管部件20浸没在热浸镀锌浴150中的状态下,将坝单元30的坝形成部件
32的上端部定位在与通气管部件20中的熔融金属表面1相同的水平处或者定位在比通气管部件20中的熔融金属表面1相对更低的水平处。因此,热浸镀锌浴150中的热浸镀锌溶液2经钢板入口31(钢板200经其通过)引入,从坝形成部件32溢出并且储存在由腔形成部件33形成的储存空间34中。
[0044]
坝单元30不限于以上描述的实施方案,并且可以具有允许通气管部件20中的包括灰分的漂浮物质或杂质沿远离钢板200的表面的方向流动的结构,在所述钢板200的表面上镀有通过钢板入口31的熔融锌,以防止漂浮物质或杂质粘附到通过钢板入口31的钢板200的表面。
[0045]
此外,熔融锌排出单元50朝向通气管部件20外部的热浸镀锌浴150的熔融金属表面排出从坝单元30的坝形成部件32溢出并且然后储存在储存空间34中的热浸镀锌溶液,因此可以通过钢板入口31连续地引入热浸镀锌浴150中的热浸镀锌溶液。
[0046]
熔融锌排出单元50具有至少一个排出连接部件51,其安装在通气管部件20中以排出从坝单元30的坝形成部件32溢出并且储存在储存空间34中的熔融锌。排出连接部件51可以安装在通气管部件20的侧表面上以与储存空间34连通,但本发明不限于此,并且排出连接部件51可以连接至腔形成部件33的下表面以与储存空间34连通,如图3中所示。
[0047]
此外,排出连接部件51的出口侧连接至泵送单元60,以将储存空间中的热浸镀锌溶液朝向通气管部件外部的热浸镀锌浴100的熔融金属表面排出。这是为了防止包含在排出的熔融锌中的杂质混入热浸镀锌浴150中的熔融锌使得再污染热浸镀锌溶液,或者使其不会通过钢板入口31回流至储存空间34。
[0048]
泵送单元60包括壳体构件61和驱动单元63,所述壳体构件61连接至安装在通气管部件20中的排出连接部件51并且具有敞开的上侧和密封的下侧,所述驱动单元63安装在支撑托架62中,所述支撑托架62固定在壳体构件61上方的通气管部件20上。此外,驱动单元63的驱动轴64连接至从壳体构件61向内延伸的旋转轴65,并且旋转轴65包括叶轮66,通过叶轮66将经排出连接部件51引入到壳体构件61中的热浸镀锌溶液经壳体构件61的敞开的上侧朝向热浸镀锌浴150的熔融金属表面1排出。
[0049]
壳体构件61可以具有包括敞开的上侧和密封的下侧的圆柱形形状,并且将壳体构件61的直径形成为相对大于叶轮66的直径。
[0050]
如图4中所示,连接壳体构件61和储存空间34的内部空间的排出连接部件51可以包括连接通气管部件20和壳体构件61的第一排出管部件51a以及连接设置在通气管部件20的下表面上的腔形成部件33和壳体构件61的第二排出管部件51b。
[0051]
在以上实施方案中,壳体构件61的上端部侧可以具有与热浸镀锌浴150的熔融金属表面相同的高度,或者可以定位在热浸镀锌溶液内部以相对靠近熔融金属表面,从而防止在热浸镀锌浴150的熔融金属表面上发生泵送的热浸镀锌溶液2的严重湍流。然而,壳体构件61的上端部可以略微高于熔融金属表面。为此,壳体构件61的敞开的上端部与安装在壳体构件61内部以使叶轮66旋转的驱动单元63之间的空间应该保持敞开,从而可以排出泵送的热浸镀锌溶液。
[0052]
用于引导通过壳体构件61的敞开侧排出的泵送的热浸镀锌溶液2使得热浸镀锌溶液2在预定方向上流动的镀液引导部件(未示出)可以形成在壳体构件61的敞开的上端部侧上。镀液引导部件可以具有从壳体构件61的上端部侧缩回的可缩回部分,并且引导叶片可
以形成在可缩回部分的边缘处。然而,本发明不限于此,并且镀液引导部件可以包括能够将从上端部侧排出的热浸镀锌溶液在设定方向上排出到熔融金属表面的引导叶片或引导管以及在壳体构件61的上端部侧中形成且缩回的可缩回凹槽中的至少一个。
[0053]
同时,如图5中所示,壳体构件61还包括熔融锌排出管68,用于将由叶轮66泵送的热浸镀锌溶液朝向热浸镀锌浴150的熔融金属表面排出。在这种情况下,如上所述,壳体构件61的上表面侧不必要是敞开的。当将设置有用于排出热浸镀锌溶液的熔融锌排出管68的壳体构件61的上表面敞开时,壳体构件61的敞开的上端部侧可以从热浸镀锌浴150的熔融金属表面向上突出。
[0054]
此外,如上所述,如图6所示,当泵送单元60将从坝形成部件32溢出并且储存在储存空间34中的热浸镀锌溶液朝向熔融金属表面1排出并且因此防止杂质包含在作为镀液的熔融锌中时,还可以设置惰性气体喷射单元70以防止暴露于熔融金属表面并且流动的熔融锌氧化。
[0055]
惰性气体喷射单元70设置有喷嘴71和惰性气体罐(未示出),所述喷嘴71安装在支撑托架62或驱动单元63侧并且将惰性气体朝向壳体构件61或熔融锌排出管68喷射,所述惰性气体罐通过连接管72连接至喷嘴71。氮气可以用作惰性气体。
[0056]
喷嘴71可以在高于热浸镀锌浴的熔融金属表面的位置处围绕旋转轴65,使得通过喷嘴71喷射的惰性气体被导向通过壳体构件61或熔融锌排出管68排出的熔融锌。为此,喷嘴71的下部具有内径朝向旋转轴65逐渐减小的结构。惰性气体供应单元70通过将氮气喷射到熔融镀锌溶液和旋转轴彼此接触的熔融金属表面上来阻止排出的热浸镀锌溶液和旋转轴通过与空气接触而被氧化。通过向旋转轴喷射惰性气体,可以冷却旋转轴,并且可以防止诸如灰分和浮渣的杂质附着到旋转轴的表面。
[0057]
同时,如图7中所示,泵送单元60还可以包括升高单元80,其通过相对于支撑托架62升高驱动单元63来调节插置在壳体构件61中的叶轮66的高度。
[0058]
升高单元80包括升高构件82和致动器84,所述升高构件82沿竖直安装在支撑托架62中的引导构件81升高并且支撑驱动单元63,所述致动器84安装在支撑托架62或通气管部件20中并且升高该升高构件82。致动器84可以形成为圆柱形,但本发明不限于此,并且致动器84可以形成为由发动机驱动的起重螺杆。
[0059]
同时,如图8中所示,壳体构件61可以安装在单独的腔69中,所述腔69安装在通气管部件20中并且与储存空间34连通,并且储存空间34中的热浸镀锌溶液被排出并且储存在腔69中。在这种情况下,壳体构件61可以形成为圆柱形。此外,凸缘部件61a形成在壳体构件61的上端部侧上,使得壳体构件61的下端侧由腔69支撑,同时通过形成在腔69中的支撑部件69a插置。
[0060]
热浸镀锌溶液排出孔69b可以形成在腔69的下表面上,使得当修理装置时腔69中的热浸镀锌溶液可以被排出。当修理装置时,热浸镀锌溶液排出孔69b可以防止热浸镀锌溶液在壳体构件61或储存空间34中固化。
[0061]
此外,如图9中所示,当腔69和支撑托架62安装在通气管部件20中时,壳体构件61和驱动单元可以具有用于连接和分离泵送单元60的结构。
[0062]
图10和图11例示出根据本发明的另一个实施方案的用于在钢板热浸镀锌工艺中从熔融金属表面去除杂质的装置。在本发明的实施方案中,与上述实施方案相同的组件使
用相同的附图标记。
[0063]
参考附图,用于在钢板热浸镀锌工艺中从熔融金属表面去除杂质的装置10包括用于通过围绕钢板200来防止氧化的通气管部件20,所述钢板200具有浸没在热浸镀锌浴150中并且流入热浸镀锌浴150的端部。此外,槽部件92被安装成在通气管部件20内可垂直移动,并且具有钢板通道部件91(通过通气管部件20的钢板200可以从其通过)和从钢板通道部件91突出的镀锌溶液流入坝部件93,所述镀锌溶液流入坝部件93允许通过钢板通道部件91流出到上侧的热浸镀锌溶液流入槽部件92,并且因此在远离钢板200的表面的方向上产生流动,该流动形成在槽部件92的钢板通道部件91的边缘处。
[0064]
镀液流入坝部件93可以在通气管部件内部或沿钢板通道部件91的轨迹连续地或间歇地形成。例如,镀液流入坝部件93可以形成为多个管构件。当镀液流入坝部件93形成为多个管构件时,安装在坝形成部件32的部分中的管构件的数量可以根据溢出的热浸镀锌溶液的量而改变。
[0065]
此外,用于在钢板热浸镀锌工艺中从熔融金属表面去除杂质的装置还包括:将槽部件92相对于通气管部件20升高的槽升高单元100和用于将槽部件92中的热浸镀锌溶液朝向热浸镀锌浴150的熔融金属表面排出的熔融锌排出单元50。槽升高单元100可以同时升高熔融锌排出单元50和槽部件92。
[0066]
在以上实施方案中,附图中未例示出具有镀液流入坝部件92的槽部件92,然而,由于钢板通道部件91形成为闭合曲线,所以槽部件92可以具有在安装期间被分隔成至少两个构件以围绕钢板200的结构。此外,熔融锌排出单元50可以安装在每个分隔的槽部件92中,以独立地将热浸镀锌溶液朝向热浸镀锌浴的熔融金属表面排出。
[0067]
槽升高单元100可以将槽部件92相对于通气管部件20升高,调节安装在其中的镀液流入坝部件93的高度,即,相对于熔融金属表面的高度,并且因此允许通过钢板通道部件91升高的热浸镀锌溶液顺利地流入镀液流入坝部件93。槽升高单元100包括托架101和致动器103,所述托架101安装在通气管部件20中以沿导轨102可垂直移动并且连接至槽部件92,所述致动器103安装在通气管部件20中并且包括用于升高托架101的气缸、起重螺杆等。
[0068]
此外,熔融锌排出单元50具有与以上实施方案基本上相同的结构。
[0069]
更详细地,熔融锌排出单元50可以通过朝向热浸镀锌浴150的熔融金属表面1排出溢出镀液流入坝部件93并且流入槽部件92的热浸镀锌溶液而允许热浸镀锌浴150中的熔融锌连续地流过钢板入口91。
[0070]
熔融锌排出单元50包括至少一个排出连接部件51,用于排出流入槽部件93的热浸镀锌溶液。排出连接部件51可以安装在槽部件92的侧表面上以与槽部件92连通,但本发明不限于此,并且排出连接部件51可以连接至槽部件92的下表面以与槽部件92连通。
[0071]
此外,排出连接部件51的出口侧连接至泵送单元60,以将入口槽部件92中的熔融锌朝向热浸镀锌浴150的熔融金属表面1排出。如以上描述,泵送单元60包括:连接至安装在入口槽部件92中的排出连接部件51并且具有敞开的上侧和密封的下侧的壳体构件61,安装在壳体构件61的上侧上的托架101,安装在托架101中的驱动单元63,以及由驱动单元旋转的叶轮66,所述叶轮66安装在壳体构件61内的旋转轴65的端部处,并且通过壳体上侧的开口部分将流入壳体构件61的熔融锌朝向热浸镀锌浴的熔融金属表面排出。
[0072]
如图12中所示,用于防止由熔融锌加热的旋转轴65的热量传递至驱动轴64的绝热
构件64a可以安装在连接叶轮66的旋转轴65和驱动单元63的驱动轴64的连接凸缘中。
[0073]
此外,壳体构件61的上端部还可以设置有引导部件61a,使得由叶轮66泵送的熔融锌可以在熔融金属表面的一个方向上被引导和排出。引导部件61a可以具有形成在壳体构件61的上表面中的开口61b,并且引导叶片61b可以安装在开口61b的两侧上。
[0074]
同时,当由安装在壳体构件61中的叶轮泵送的热浸镀锌溶液2朝向下表面排出时,壳体构件61还可以设置有用于朝向热浸镀锌浴100的熔融金属表面排出热浸镀锌溶液2的熔融锌排出管(未示出)。在这种情况下,如上所述,壳体构件61的上表面侧不必要是敞开的。
[0075]
以下将描述根据本发明的用于在钢板热浸镀锌工艺中从熔融金属表面去除杂质的上述装置的操作。
[0076]
首先,如图1和图2中所示,当通气管部件20的下部部分地浸没在热浸镀锌浴10中,使得通气管部件20的端部位于比熔融金属表面1的水位更低的位置,热浸镀锌浴10中的热浸镀锌溶液2溢出坝形成部件32并且储存在由腔形成部件33分隔的储存空间34中。
[0077]
在这种状态下,当泵送单元60的驱动单元63工作时,叶轮66旋转,并且因此热浸镀锌溶液通过壳体61的敞开的上端部侧朝向热浸镀锌浴150的熔融金属表面1排出。因此,储存空间34的水位降低,并且热浸镀锌溶液通过钢板入口31连续地从下侧流到上侧,并且因此溢出坝形成部件32。
[0078]
在该过程中,安装在通气管部件20的端部处的储存空间34中的热浸镀锌溶液和杂质通过排出连接部件51和壳体构件61朝向热浸镀锌浴的熔融金属表面排出。
[0079]
因此,可以防止比重较低的杂质(例如灰分)朝向热浸镀锌浴150的熔融金属表面漂浮,流入热浸镀锌溶液,并且因此再污染热浸镀锌溶液2或者回流进钢板入口31中。因此,可以从根本上防止杂质附着到镀锌的钢板200的表面上的镀覆缺陷。
[0080]
此外,在根据本发明的用于在钢板热浸镀锌工艺中从熔融金属表面去除杂质的装置中,具有大比重的热浸镀锌溶液通过壳体构件的开口或熔融锌排出管68排出至熔融金属表面的上部,可以减小泵送载荷,并且还可以减小驱动单元的驱动发动机310的载荷。
[0081]
此外,如图10和图11中所示,当槽部件92升高时,通过钢板通道部件91引入的热浸镀锌溶液被引入至镀液流入坝部件93中。如以上描述,所述引入的热浸镀锌溶液朝向热浸镀锌浴的熔融金属表面1排出,并且因此可以防止杂质混入热浸镀锌浴15中的热浸镀锌溶液2,并且还可以防止杂质粘附到镀锌钢板20的表面。
[0082]
已经参考附图描述了根据本发明的用于在钢板热浸镀锌工艺中从熔融金属表面去除杂质的上述装置,但这仅是说明性的,并且本领域技术人员应理解,各种修改以及等同的其它实施方案也是可行的。
[0083]
因此,本发明真实的技术保护范围应仅由所附权利要求的技术主旨来限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。