1.本发明涉及一种船舶领域,尤其涉及一种基于船舶的转桨式水轮机桨叶加工设备。
背景技术:
2.目前,对于贯、轴流转桨式水轮机的桨叶而言,由于叶片是空间曲线结构,现有技术中,通常采用粗加工轴颈法兰端面及外圆后,再通过人工打磨叶片的方法来进行制造,制造完成后再进行运输,在此过程中,桨叶在运输过程中,极易与包装材料发生摩擦,进而极易在叶片中残留杂质等,且由于叶片是曲线结构,而人工打磨难以控制打磨力度始终保持一致,而致使叶片尺寸精度较差,每块桨叶重量误差较大,造成装轮装配后静平衡试验不平衡重量较多,后续处理较为困难。
3.综上,需要研发一种基于船舶的转桨式水轮机桨叶加工设备,来克服上述问题。
技术实现要素:
4.为了克服目前,对于贯、轴流转桨式水轮机的桨叶而言,由于叶片是空间曲线结构,现有技术中,通常采用粗加工轴颈法兰端面及外圆后,再通过人工打磨叶片的方法来进行制造,制造完成后再进行运输,在此过程中,桨叶在运输过程中,极易与包装材料发生摩擦,进而极易在叶片中残留杂质等,且由于叶片是曲线结构,而人工打磨难以控制打磨力度始终保持一致,而致使叶片尺寸精度较差,每块桨叶重量误差较大,造成装轮装配后静平衡试验不平衡重量较多,后续处理较为困难的缺点,本发明要解决的技术问题为:提供一种基于船舶的转桨式水轮机桨叶加工设备。
5.本发明的技术方案是:一种基于船舶的转桨式水轮机桨叶加工设备,包括有底板组件、清洁单元、打磨单元、控制屏、连接器、支撑板、支脚、防滑垫、收集箱和拉手;底板组件与清洁单元进行固接;底板组件与打磨单元进行固接;底板组件与支撑板进行固接;底板组件与四组支脚进行固接;底板组件中设置有收集箱;支撑板与连接器进行转动连接;连接器与控制屏进行固接;四组支脚分别与四组防滑垫进行固接;收集箱与拉手进行固接;清洁单元将残留在叶片上下两面的杂质去除,打磨单元将清洁单元去除杂质后的桨叶中叶片外轮廓以及两侧进行打磨,将其中的毛刺以及毛边去除。
6.在其中一个实施例中,还包括有传送单元,传送单元包括有第一电机、丝杆、推动板、光杆、第一转动板、第一弹簧杆、第二转动板和第二弹簧杆;第一电机与底板组件进行固接;第一电机与丝杆进行固接;丝杆与底板组件进行转动连接;丝杆与推动板进行旋接;推动板与光杆进行滑动连接;光杆与底板组件进行固接;光杆的下方设置有第一转动板;第一转动板与第一弹簧杆进行固接;第一弹簧杆通过扭力弹簧与底板组件进行转动连接;丝杆的下方设置有第二转动板;第二转动板与第二弹簧杆进行固接;第二弹簧杆通过扭力弹簧与底板组件进行转动连接。
7.在其中一个实施例中,清洁单元包括有第一电动推杆、第一圆盘、圆环、第三弹簧
杆、第一固定架、第四弹簧杆、刮板、托盘、伸缩杆、第一固定板、第二电动推杆和第一电动转盘;第一电动推杆与底板组件进行固接;第一电动推杆与第一圆盘进行固接;第一圆盘的下方侧部设置有圆环;圆环与底板组件进行固接;圆环通过扭力弹簧与五组第三弹簧杆进行转动连接;第三弹簧杆与第一固定架进行固接;第一固定架与第四弹簧杆进行转动连接;第四弹簧杆与刮板进行固接;刮板的下方侧部设置有托盘;托盘与伸缩杆进行固接;伸缩杆与第一固定板进行转动连接;第一固定板与第二电动推杆进行固接;第二电动推杆与底板组件进行固接;伸缩杆与第一电动转盘的转子进行固接;第一电动转盘的定子与底板组件进行固接;圆环中环形等距设置有五组第三弹簧杆至刮板。
8.在其中一个实施例中,打磨单元包括有第二电机、第二传动轴、第二固定板、第一打磨盘、第二打磨盘、凸轮、重力球、第一连杆、第三传动轴、第二连杆、第三固定板、支撑架、第一滑杆、第一压缩弹簧、第三打磨盘、传动杆、第二滑杆、第二压缩弹簧、第三连杆、第一固定杆、第二固定架、第一打磨辊、第四连杆、第二固定杆、第三固定架、第二打磨辊、第二圆盘、第五弹簧杆、第四传动轴和第二电动转盘;第二电机与底板组件进行固接;第二电机与第二传动轴进行固接;第二传动轴与底板组件进行转动连接;第二传动轴与第二固定板进行转动连接;第二固定板与第一打磨盘进行固接;第二固定板与第二打磨盘进行固接;第二传动轴与凸轮进行固接;凸轮与重力球相接触;重力球与第一连杆进行固接;第一连杆与第三传动轴进行固接;第三传动轴与第二连杆进行转动连接;第二连杆与底板组件进行固接;第三传动轴通过转轴与两组第三固定板进行转动连接;两组第三固定板均与支撑架进行固接;支撑架与第一滑杆进行滑动连接;第一滑杆与底板组件进行固接;支撑架与第一压缩弹簧进行固接;第一压缩弹簧与底板组件进行固接;支撑架与第三打磨盘进行转动连接;支撑架与传动杆进行固接;传动杆与第二滑杆进行滑动连接;第二滑杆与底板组件进行转动连接;传动杆与第二压缩弹簧进行固接;第二压缩弹簧与底板组件进行固接;传动杆与第三连杆相接触;第三连杆与第一固定杆进行固接;第一固定杆与第二固定架进行固接;第二固定架与第一打磨辊进行转动连接;第三连杆与第四连杆进行转动连接;第四连杆与底板组件进行固接;第三连杆与第二固定杆进行固接;第二固定杆与第三固定架进行固接;第三固定架与第二打磨辊进行转动连接;第二打磨辊的下方侧部设置有第二圆盘;第二圆盘与第五弹簧杆进行固接;第五弹簧杆与第四传动轴进行固接;第四传动轴与第二电动转盘的转子进行固接;第二电动转盘的定子与底板组件进行固接。
9.在其中一个实施例中,第一弹簧杆与底板组件连接处设置有扭力弹簧。
10.在其中一个实施例中,第二弹簧杆与底板组件连接处设置有扭力弹簧。
11.在其中一个实施例中,第三弹簧杆与圆环连接处设置有扭力弹簧。
12.在其中一个实施例中,第一固定架和第四弹簧杆连接处设置有扭力弹簧。
13.与现有技术相比,本发明的有益效果如下:第一、为解决目前,对于贯、轴流转桨式水轮机的桨叶而言,由于叶片是空间曲线结构,现有技术中,通常采用粗加工轴颈法兰端面及外圆后,再通过人工打磨叶片的方法来进行制造,制造完成后再进行运输,在此过程中,桨叶在运输过程中,极易与包装材料发生摩擦,进而极易在叶片中残留杂质等,且由于叶片是曲线结构,而人工打磨难以控制打磨力度始终保持一致,而致使叶片尺寸精度较差,每块桨叶重量误差较大,造成装轮装配后静平衡试验不平衡重量较多,后续处理较为困难的问题。
14.第二、通过设置了传送单元、清洁单元和打磨单元,使用时先将一种基于船舶的转桨式水轮机桨叶加工设备放置到所要使用的位置,使四组支脚和四组防滑垫保持水平,然后外接电源,通过支撑板上的连接器所连接的控制屏控制启动;首先由工作人员将水轮机中的带有五片叶片的桨叶放置在底板组件上的传送单元中,接着,利用传送单元将桨叶传送至清洁单元中,接着,由于桨叶在运输过程中,极易与包装材料发生摩擦,进而极易在叶片中残留杂质等,然后,再利用清洁单元将残留在叶片上下两面的杂质去除,接着,再由工作人员将去除杂质后的桨叶传送至打磨单元中,接着,再利用打磨单元对叶片的外轮廓以及叶片的两侧进行打磨,将其中的毛刺以及毛边去除,接着,再由工作人员将打磨后的桨叶取出放置在拉手上的收集箱中。
15.第三、本发明实现了将桨叶传送至指定位置后,将残留在叶片上下两面的杂质去除,接着,对桨叶的中心支柱进行打磨,然后再对叶片的外轮廓进行打磨,将其中的毛刺以及毛边去除,同时,再适应叶片的高度对叶片的两侧进行打磨,提高了叶片尺寸精度,减小每块叶片的重量误差的同时减少了平衡试验不平衡重量。
附图说明
16.图1为本发明的第一立体结构示意图;图2为本发明的第二立体结构示意图;图3为本发明的第三立体结构示意图;图4为本发明的传送单元立体结构示意图;图5为本发明的传送单元部分立体结构示意图;图6为本发明的清洁单元立体结构示意图;图7为本发明的清洁单元第一部分立体结构示意图;图8为本发明的清洁单元第二部分立体结构示意图;图9为本发明的打磨单元立体结构示意图;图10为本发明的打磨单元第一部分立体结构示意图;图11为本发明的打磨单元第二部分立体结构示意图。
17.附图标记中:1
‑
底板组件,2
‑
控制屏,3
‑
连接器,4
‑
支撑板,5
‑
支脚,6
‑
防滑垫,7
‑
收集箱,8
‑
拉手,201
‑
第一电机,202
‑
丝杆,203
‑
推动板,204
‑
光杆,205
‑
第一转动板,206
‑
第一弹簧杆,207
‑
第二转动板,208
‑
第二弹簧杆,301
‑
第一电动推杆,302
‑
第一圆盘,303
‑
圆环,304
‑
第三弹簧杆,305
‑
第一固定架,306
‑
第四弹簧杆,307
‑
刮板,308
‑
托盘,309
‑
伸缩杆,310
‑
第一固定板,311
‑
第二电动推杆,312
‑
第一电动转盘,401
‑
第二电机,402
‑
第二传动轴,403
‑
第二固定板,404
‑
第一打磨盘,405
‑
第二打磨盘,406
‑
凸轮,407
‑
重力球,408
‑
第一连杆,409
‑
第三传动轴,410
‑
第二连杆,411
‑
第三固定板,412
‑
支撑架,413
‑
第一滑杆,414
‑
第一压缩弹簧,415
‑
第三打磨盘,416
‑
传动杆,417
‑
第二滑杆,418
‑
第二压缩弹簧,419
‑
第三连杆,420
‑
第一固定杆,421
‑
第二固定架,422
‑
第一打磨辊,423
‑
第四连杆,424
‑
第二固定杆,425
‑
第三固定架,426
‑
第二打磨辊,427
‑
第二圆盘,428
‑
第五弹簧杆,429
‑
第四传动轴,430
‑
第二电动转盘。
具体实施方式
18.下面参照附图对本发明的实施例进行详细描述。
19.实施例一种基于船舶的转桨式水轮机桨叶加工设备,根据图1
‑
3所示,包括有底板组件1、传送单元、清洁单元、打磨单元、控制屏5、连接器6、支撑板7、支脚8、防滑垫9、收集箱10和拉手11;底板组件1与传送单元进行转动连接;底板组件1与清洁单元进行固接;底板组件1与打磨单元进行固接;底板组件1与支撑板7进行固接;底板组件1与四组支脚8进行固接;底板组件1中设置有收集箱10;支撑板7与连接器6进行转动连接;连接器6与控制屏5进行固接;四组支脚8分别与四组防滑垫9进行固接;收集箱10与拉手11进行固接;清洁单元将残留在叶片上下两面的杂质去除,打磨单元将清洁单元去除杂质后的桨叶中叶片外轮廓以及两侧进行打磨,将其中的毛刺以及毛边去除。
20.工作过程:使用时先将一种基于船舶的转桨式水轮机桨叶加工设备放置到所要使用的位置,使四组支脚8和四组防滑垫9保持水平,然后外接电源,通过支撑板7上的连接器6所连接的控制屏5控制启动;首先由工作人员将水轮机中的带有五片叶片的桨叶放置在底板组件1上的传送单元中,接着,利用传送单元将桨叶传送至清洁单元中,接着,由于桨叶在运输过程中,极易与包装材料发生摩擦,进而极易在叶片中残留杂质等,然后,再利用清洁单元将残留在叶片上下两面的杂质去除,接着,再由工作人员将去除杂质后的桨叶传送至打磨单元中,接着,再利用打磨单元对叶片的外轮廓以及叶片的两侧进行打磨,将其中的毛刺以及毛边去除,接着,再由工作人员将打磨后的桨叶取出放置在拉手11上的收集箱10中,本发明实现了将桨叶传送至指定位置后,将残留在叶片上下两面的杂质去除,接着,对桨叶的中心支柱进行打磨,然后再对叶片的外轮廓进行打磨,将其中的毛刺以及毛边去除,同时,再适应叶片的高度对叶片的两侧进行打磨,提高了叶片尺寸精度,减小每块叶片的重量误差的同时减少了平衡试验不平衡重量。
21.根据图4
‑
5所示,还包括有传送单元,传送单元包括有第一电机201、丝杆202、推动板203、光杆204、第一转动板205、第一弹簧杆206、第二转动板207和第二弹簧杆208;第一电机201与底板组件1进行固接;第一电机201与丝杆202进行固接;丝杆202与底板组件1进行转动连接;丝杆202与推动板203进行旋接;推动板203与光杆204进行滑动连接;光杆204与底板组件1进行固接;光杆204的下方设置有第一转动板205;第一转动板205与第一弹簧杆206进行固接;第一弹簧杆206通过扭力弹簧与底板组件1进行转动连接;丝杆202的下方设置有第二转动板207;第二转动板207与第二弹簧杆208进行固接;第二弹簧杆208通过扭力弹簧与底板组件1进行转动连接。
22.首先由工作人员将水轮机中的带有五片叶片的桨叶放置在第一转动板205和第二转动板207上,接着,再将桨叶传送至清洁单元中,第一电机201启动带动丝杆202转动,丝杆202转动带动推动板203沿着光杆204移动,进而带动桨叶移动至清洁单元正下方,接着,再通过清洁单元运作带动桨叶往下移动,进而使得第一转动板205上的第一弹簧杆206发生转动,同时使得第二转动板207上的第二弹簧杆208发生转动,进而将桨叶传送至清洁单元中,传送单元实现了将桨叶传送至清洁单元中。
23.根据图6
‑
8所示,清洁单元包括有第一电动推杆301、第一圆盘302、圆环303、第三弹簧杆304、第一固定架305、第四弹簧杆306、刮板307、托盘308、伸缩杆309、第一固定板
310、第二电动推杆311和第一电动转盘312;第一电动推杆301与底板组件1进行固接;第一电动推杆301与第一圆盘302进行固接;第一圆盘302的下方侧部设置有圆环303;圆环303与底板组件1进行固接;圆环303通过扭力弹簧与五组第三弹簧杆304进行转动连接;第三弹簧杆304与第一固定架305进行固接;第一固定架305与第四弹簧杆306进行转动连接;第四弹簧杆306与刮板307进行固接;刮板307的下方侧部设置有托盘308;托盘308与伸缩杆309进行固接;伸缩杆309与第一固定板310进行转动连接;第一固定板310与第二电动推杆311进行固接;第二电动推杆311与底板组件1进行固接;伸缩杆309与第一电动转盘312的转子进行固接;第一电动转盘312的定子与底板组件1进行固接;圆环303中环形等距设置有五组第三弹簧杆304至刮板307。
24.接着,由传送单元将桨叶传送至五组第一固定架305中,然后,由于桨叶在运输过程中,极易与包装材料发生摩擦,进而极易在叶片中残留杂质等,再将残留在叶片上下两面的杂质去除,推动板203移动带动桨叶移动至第一圆盘302正下方,接着,第一电动推杆301启动带动第一圆盘302往下移动,进而配合传送单元将桨叶传送至五组第一固定架305中,接着,第一圆盘302继续往下移动带动桨叶移动至托盘308中,当桨叶往下移动与第一固定架305相接触时,桨叶移动带动第一固定架305上的所有部件及第三弹簧杆304沿着圆环303进行转动,进而对第四弹簧杆306进行挤压,使得第四弹簧杆306转动带动刮板307进行转动,即使得刮板307紧贴叶片的下表面,接着,再使得桨叶进行转动,第一电动转盘312启动通过伸缩杆309带动托盘308进行转动,进而带动桨叶进行转动,进而通过五组刮板307将残留在叶片下表面的杂质去除,接着,再将残留在叶片上表面的杂质去除,此时,第二电动推杆311启动通过第一固定板310带动伸缩杆309进行伸缩,进而带动桨叶往下移动,同时第一电动转盘312启动通过伸缩杆309带动托盘308进行转动,进而使得桨叶穿过相邻的两组第一固定架305往下移动,此时,五组刮板307紧贴叶片的上表面,再以相同的工作原理使得桨叶进行转动,进而使得将残留在叶片上表面的杂质去除,清洁单元实现了将桨叶传送至指定位置后,接着,再将残留在叶片上下两面的杂质去除。
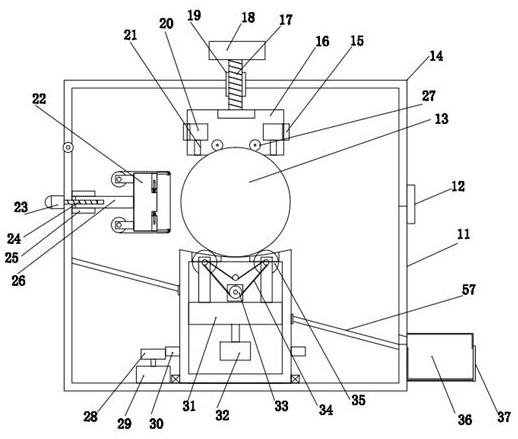
25.根据图9
‑
11所示,打磨单元包括有第二电机401、第二传动轴402、第二固定板403、第一打磨盘404、第二打磨盘405、凸轮406、重力球407、第一连杆408、第三传动轴409、第二连杆410、第三固定板411、支撑架412、第一滑杆413、第一压缩弹簧414、第三打磨盘415、传动杆416、第二滑杆417、第二压缩弹簧418、第三连杆419、第一固定杆420、第二固定架421、第一打磨辊422、第四连杆423、第二固定杆424、第三固定架425、第二打磨辊426、第二圆盘427、第五弹簧杆428、第四传动轴429和第二电动转盘430;第二电机401与底板组件1进行固接;第二电机401与第二传动轴402进行固接;第二传动轴402与底板组件1进行转动连接;第二传动轴402与第二固定板403进行转动连接;第二固定板403与第一打磨盘404进行固接;第二固定板403与第二打磨盘405进行固接;第二传动轴402与凸轮406进行固接;凸轮406与重力球407相接触;重力球407与第一连杆408进行固接;第一连杆408与第三传动轴409进行固接;第三传动轴409与第二连杆410进行转动连接;第二连杆410与底板组件1进行固接;第三传动轴409通过转轴与两组第三固定板411进行转动连接;两组第三固定板411均与支撑架412进行固接;支撑架412与第一滑杆413进行滑动连接;第一滑杆413与底板组件1进行固接;支撑架412与第一压缩弹簧414进行固接;第一压缩弹簧414与底板组件1进行固接;支撑架412与第三打磨盘415进行转动连接;支撑架412与传动杆416进行固接;传动杆416与第二
滑杆417进行滑动连接;第二滑杆417与底板组件1进行转动连接;传动杆416与第二压缩弹簧418进行固接;第二压缩弹簧418与底板组件1进行固接;传动杆416与第三连杆419相接触;第三连杆419与第一固定杆420进行固接;第一固定杆420与第二固定架421进行固接;第二固定架421与第一打磨辊422进行转动连接;第三连杆419与第四连杆423进行转动连接;第四连杆423与底板组件1进行固接;第三连杆419与第二固定杆424进行固接;第二固定杆424与第三固定架425进行固接;第三固定架425与第二打磨辊426进行转动连接;第二打磨辊426的下方侧部设置有第二圆盘427;第二圆盘427与第五弹簧杆428进行固接;第五弹簧杆428与第四传动轴429进行固接;第四传动轴429与第二电动转盘430的转子进行固接;第二电动转盘430的定子与底板组件1进行固接。
26.接着,由清洁单元将残留在叶片上下两面的杂质去除后,再由工作人员将桨叶放置在第二圆盘427中,然后,再通过第一打磨盘404和第二打磨盘405对桨叶的中心支柱进行打磨,第二电动转盘430启动通过第四传动轴429带动第五弹簧杆428转动,第五弹簧杆428转动带动第二圆盘427转动,进而带动桨叶进行转动,此时桨叶的中心支柱位于第一打磨盘404和第二打磨盘405之间,且第一打磨盘404和第二打磨盘405紧贴桨叶的中心支柱,进而使得桨叶转动时通过第二固定板403上的第一打磨盘404和第二打磨盘405对桨叶的中心支柱进行打磨,接着,再通过第三打磨盘415对叶片的外轮廓进行打磨,将其中的毛刺以及毛边去除,由于叶片外轮廓高低不一,接着,再使得第三打磨盘415进行上下移动,第二电机401启动通过第二传动轴402带动凸轮406转动,当凸轮406转动较低的一侧与重力球407相接触时,重力球407往下移动,进而使得重力球407移动通过第一连杆408带动第三传动轴409往下移动,进而使得第三传动轴409沿着第二连杆410进行转动,进而通过杠杆原理使得两组第三固定板411往上移动,进而通过第一压缩弹簧414的反弹力使得支撑架412沿着第一滑杆413往上移动,进而带动第三打磨盘415往上移动,此时再以相同的工作原理使得桨叶进行转动,当凸轮406转动较高的一侧与重力球407相接触时,使得重力球407往上移动,进而带动相应部件移动复位,进而使得第三打磨盘415进行往复移动以适应叶片的外轮廓,进而对叶片的外轮廓进行打磨,将其中的毛刺以及毛边去除,与此同时,再通过第一打磨辊422和第二打磨辊426对叶片的两侧进行打磨,当支撑架412往上移动时通过第二压缩弹簧418的反弹力使得传动杆416沿着第二滑杆417往上移动,进而使得第三连杆419沿着第四连杆423进行转动,进而带动第一固定杆420移动,进而使得通过第二固定架421带动第一打磨辊422移动至紧贴叶片较高的一侧,同时,第三连杆419转动带动第二固定杆424移动,进而使得通过第三固定架425带动第二打磨辊426移动至紧贴叶片较低的一侧,此时再以相同的工作原理使得桨叶进行转动,当支撑架412往下移动时,带动相应的部件移动复位,此时,第一打磨辊422移动至紧贴叶片较低的一侧,而第二打磨辊426移动至紧贴叶片较高的一侧,从而对叶片的两侧进行打磨,打磨单元实现了对桨叶的中心支柱进行打磨,接着,再对叶片的外轮廓进行打磨,将其中的毛刺以及毛边去除,同时,再适应叶片的高度对叶片的两侧进行打磨。
27.第一弹簧杆206与底板组件1连接处设置有扭力弹簧。
28.可以使得第一弹簧杆206在底板组件1中进行转动,进而带动第一转动板205转动。
29.第二弹簧杆208与底板组件1连接处设置有扭力弹簧。
30.可以使得第二弹簧杆208在底板组件1中进行转动,进而带动第二转动板207转动。
31.第三弹簧杆304与圆环303连接处设置有扭力弹簧。
32.可以使得第三弹簧杆304在圆环303进行转动,进而带动第一固定架305上的所有部件进行转动。
33.第一固定架305和第四弹簧杆306连接处设置有扭力弹簧。
34.可以使得第四弹簧杆306在第一固定架305中进行转动,进而带动刮板307进行转动,进而使得刮板307紧贴水轮机桨叶。
35.以上所述仅为本发明的实施例子而已,并不用于限制本发明。凡在本发明的原则之内,所作的等同替换,均应包含在本发明的保护范围之内。本发明未作详细阐述的内容属于本专业领域技术人员公知的已有技术。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。