一种3d玻璃的抛光方法
技术领域
1.本发明涉及玻璃制作工艺技术领域,特别是涉及一种3d玻璃的抛光方法。
背景技术:
2.随着科技的发展和人们生活质量的提高,以及人们对健康生活越来越高的关注和追求,为改善传统吸烟带来的危害,电子烟产品发展突飞猛进,越来越受到消费者的追棒及市场的广泛认可。
3.现有技术中,有些电子烟产品的外壳采用3d玻璃材质;同时,为使组装后的成品外形美观、手触感好,一般将电子烟产品的外壳设计为小尺寸、大3d圆弧面柱体结构。但是,这种小尺寸、大3d圆弧面柱体结构的3d玻璃产品,其在抛光过程中因抛光吸附性差、抛光不均、边侧位置抛不透及棱角易抛踏等问题,会导致成品良率较低。因此,为保障小尺寸、大3d圆弧面柱体结构的电子烟等3d玻璃产品的外形质量,要求其加工方法,特别是抛光方法不同于现有2d或2.5d玻璃产品的抛光方法,故而需要对电子烟等3d玻璃产品的抛光方法进行开发。
技术实现要素:
4.鉴于上述状况,本发明提供一种3d玻璃的抛光方法,以保障小尺寸、大3d圆弧面柱体结构的3d玻璃产品的外形质量,解决现有技术中抛光不均、边侧位置抛不透及棱角易抛踏等问题。
5.一种3d玻璃的抛光方法,包括以下步骤:
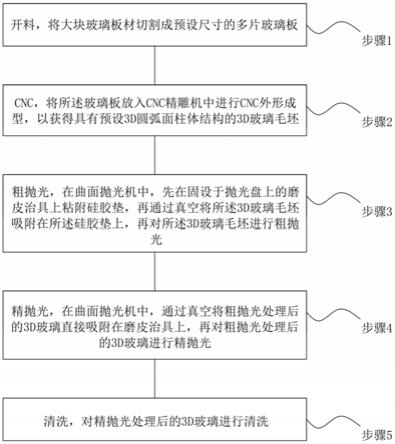
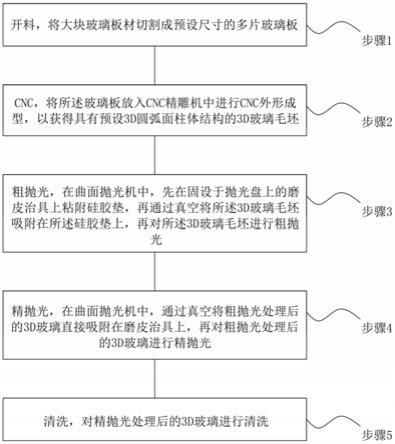
6.步骤1,开料,将大块玻璃板材切割成预设尺寸的多片玻璃板;
7.步骤2,cnc,将所述玻璃板放入cnc精雕机中进行cnc外形成型,以获得具有预设3d圆弧面柱体结构的3d玻璃毛坯;
8.步骤3,粗抛光,在曲面抛光机中,先在固设于抛光盘上的磨皮治具上粘附硅胶垫,再通过真空将所述3d玻璃毛坯吸附在所述硅胶垫上,再对所述3d玻璃毛坯进行粗抛光;
9.步骤4,精抛光,在曲面抛光机中,通过真空将粗抛光处理后的3d玻璃直接吸附在磨皮治具上,再对粗抛光处理后的3d玻璃进行精抛光;
10.步骤5,清洗,对精抛光处理后的3d玻璃进行清洗。
11.更进一步的,所述步骤3中粗抛光的工艺条件为:采用45
°
胶丝刷正向、反向各抛光10
±
2min,且抛光液浓度为1.15
±
0.05g/ml、抛光压力为150
±
5kg、胶丝刷转速为200
±
15r/min。
12.更进一步的,所述胶丝刷采用猪毛刷,所述猪毛刷的直径为650mm、胶丝直径为0.1mm、胶丝高度为20mm。
13.更进一步的,所述步骤3中,所述磨皮治具的厚度为3mm,所述硅胶垫的厚度为1mm。
14.更进一步的,所述步骤4中精抛光的工艺条件为:采用地毯刷正向、方向各抛光5
±
1min,且抛光液1.10
±
0.05g/ml、抛光压力为200
±
5kg、地毯刷转速为30
±
10r/min。
15.更进一步的,所述地毯刷采用羊毛刷,所述羊毛刷的尺寸为1300mm
×
1300mm
×
15mm。
16.更进一步的,所述步骤3中和所述步骤4中使用的抛光液均为ceo2与h2o的混合液。
17.更进一步的,在所述步骤1之前,所述方法还包括:
18.在所述大块玻璃板材上无需cnc外形成型出预设3d圆弧面柱体结构的一面丝印一层保护油墨;
19.在所述步骤2之后,所述方法还包括步骤:
20.使用化学药液退去所述3d玻璃毛坯上的保护油墨。
21.更进一步的,所述步骤5具体为:使用超声波清洗机对精抛光处理后的3d玻璃进行清洗。
22.相比于现有技术,本发明的有益效果是:
23.粗抛光时,通过将3d玻璃毛坯真空吸附在硅胶垫上,这样不仅可以提升3d玻璃毛坯与抛光盘之间的吸附力,而且便于对3d玻璃毛坯进行周向地整体抛光,特别是将3d玻璃毛坯的根部抛透亮;接着通过精抛光,再次对3d玻璃毛坯进行周向地整体抛光,以彻底修复因cnc冷加工所产生的刀痕及损伤,最终使3d玻璃产品外观光亮无瑕、棱角分明。
附图说明
24.图1为本发明实施例的3d玻璃的抛光方法的流程图;
25.图2为本发明实施例的3d玻璃的抛光方法中粗抛光时的操作示意图;
26.图3为本发明实施例的3d玻璃的抛光方法中精抛光时的操作示意图;
27.图4为经过本发明实施例的3d玻璃的抛光方法得到的3d玻璃产品的结构示意图。
具体实施方式
28.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的若干实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容更加透彻全面。
29.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
30.请参考图1,本发明的实施例提供了一种3d玻璃的抛光方法,该抛光方法特别适用于小尺寸、大3d圆弧面柱体结构的电子烟等3d玻璃产品,所述方法包括:
31.步骤1,开料,将大块玻璃板材切割成预设尺寸的多片玻璃板。
32.其中,可以使用开料机将大块玻璃板材切割成预设尺寸的多片玻璃板,每片玻璃板的厚度与大块玻璃板材的厚度相同。
33.此外,为了提升对玻璃的保护效果,可以在步骤1之前,在所述大块玻璃板材上无需cnc外形成型出预设3d圆弧面柱体结构的一面丝印一层保护油墨,保护油墨例如是耐酸保护油墨。
34.步骤2,cnc,将所述玻璃板放入cnc精雕机中进行cnc外形成型,以获得具有预设3d
圆弧面柱体结构的3d玻璃毛坯。
35.其中,若步骤1之前,在所述大块玻璃板材上丝印了一层保护油墨,在步骤2之后,需要使用化学药液退去所述3d玻璃毛坯上的保护油墨。
36.步骤3,粗抛光,在曲面抛光机中,先在固设于抛光盘上的磨皮治具上粘附硅胶垫,再通过真空将所述3d玻璃毛坯吸附在所述硅胶垫上,再对所述3d玻璃毛坯进行粗抛光。
37.具体的,如图2所示,粗抛光时,先在曲面抛光机的抛光盘上贴附3mm的磨皮治具10,再在磨盘治具10上贴附1mm的硅胶垫20,然后将cnc外形成型后的3d玻璃毛坯30放置在硅胶垫20上,并通过与抛光盘连接的真空设备提供真空以将3d玻璃毛坯30真空吸附在硅胶垫20上,最后采用45
°
胶丝刷对3d玻璃毛坯的周向进行整体粗抛光。本实施例中,抛光时间为正向、反向各10min,抛光液(具体为ceo2与h2o的混合液)浓度为1.15
±
0.05g/ml,抛光压力为150kg,胶丝刷转速为200r/min,抛光盘的转速为3r/min。可以理解的,具体在其它实施例中,粗抛光的工艺条件还可以为:采用45
°
胶丝刷正向、反向各抛光10
±
2min,且抛光液浓度为1.15
±
0.05g/ml、抛光压力为150
±
5kg、胶丝刷转速为200
±
15r/min。
38.需要指出的是,上述胶丝刷采用45
°
猪毛刷,该猪毛刷的直径为650mm、胶丝直径为0.1mm、胶丝高度为20mm。通过采用质地柔软的猪毛刷,且通过抛光盘及胶丝刷(即猪毛刷)的正向和方向旋转,可很好地深入3d玻璃毛坯的根部以初步修复cnc冷加工所产生的刀痕及损伤。
39.步骤4,精抛光,在曲面抛光机中,通过真空将粗抛光处理后的3d玻璃直接吸附在磨皮治具上,再对粗抛光处理后的3d玻璃进行精抛光。
40.具体的,如图3所示,精抛光时,先在曲面抛光机的抛光盘上贴附3mm的磨皮治具10,再将粗抛光后的3d玻璃毛坯30直接放置在磨皮治具10上,并通过与抛光盘连接的真空设备提供真空以将3d玻璃毛坯真空吸附在磨皮治具上,最后采用地毯刷主要对3d玻璃毛坯的圆弧面进行精抛光。其中,抛光时间为正向、反向各5min,抛光液(具体为ceo2与h2o的混合液)浓度为1.10
±
0.05g/ml,抛光压力为200kg,地毯刷转速为28r/min,抛光盘的转速为3r/min。可以理解的,具体在其它实施例中,精抛光的工艺条件还可以为:采用地毯刷正向、方向各抛光5
±
1min,且抛光液1.10
±
0.05g/ml、抛光压力为200
±
5kg、地毯刷转速为30
±
10r/min
41.需要指出的是,上述地毯刷采用羊毛刷,该羊毛刷的尺寸为1300mm
×
1300mm
×
15mm。通过采用更为柔软的羊毛刷,可进一步修复cnc冷加工所产生的刀痕及损伤,且可彻底解决现有技术中抛光不均、边侧位置抛不透及棱角易抛踏等问题,获得外观光亮无瑕、棱角分明的3d玻璃产品。
42.步骤5,清洗,对精抛光处理后的3d玻璃进行清洗。
43.其中,具体采用使用超声波清洗机对精抛光处理后的3d玻璃进行清洗,检测,最终得到了如图4所示的3d玻璃产品。
44.根据本实施例提供的3d玻璃的抛光方法,粗抛光时,通过将3d玻璃毛坯真空吸附在硅胶垫上,这样不仅可以提升3d玻璃毛坯与抛光盘之间的吸附力,而且便于对3d玻璃毛坯进行周向地整体抛光,特别是将3d玻璃毛坯的根部抛透亮;接着通过精抛光,再次对3d玻璃毛坯进行周向地整体抛光,以彻底修复因cnc冷加工所产生的刀痕及损伤,最终使3d玻璃产品外观光亮无瑕、棱角分明。
45.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。