1.本实用新型涉及加捻器领域,具体涉及一种半圆周棱角渐变倒角打磨定位工装。
背景技术:
2.加捻器顾名思义就是加捻,主要用于纺织行业的初生丝进行加捻;加捻的装置叫做加捻器,现主要用于加弹机行业,被称为加弹机的心脏。
3.现有技术存在以下不足:现有的加捻器在生产时,需要将加捻器的部件进行打磨拼装,由于打磨加捻器的部件需要分开操作,导致打磨后倒角角度不精准,造成加捻器使用寿命减短,且有几率造成无法安装的情况。
4.因此,发明一种半圆周棱角渐变倒角打磨定位工装很有必要。
技术实现要素:
5.为此,本实用新型提供一种半圆周棱角渐变倒角打磨定位工装,通过先打磨第一加捻器部件,当第一加捻器部件打磨好后,通过启动打磨工装,使打磨工装带动连接杆旋转,使第一定位块和第二定位块交换位置,以解决打磨后倒角角度不精准,造成加捻器使用寿命减短,且有几率造成无法安装的问题。
6.为了实现上述目的,本实用新型提供如下技术方案:一种半圆周棱角渐变倒角打磨定位工装,包括连接杆,所述连接杆左侧上端焊接第一定位块,所述第一定位块内部设有第一加捻器部件,所述连接杆左侧下端焊接第二定位块,所述连接杆右端焊接工装固定块,所述工装固定块内部设有限位装置;
7.所述第一定位块内部设有第一定位槽,所述第一定位块内部上下端螺纹连接第一固定螺杆,所述第一固定螺杆底端套接在轴承内部,所述轴承卡接在异形固定块内部;
8.所述第二定位块内部设有第二加捻器部件;
9.所述限位装置包括十字限位槽,所述十字限位槽设置在所述工装固定块的内部。
10.优选的,所述连接杆通过螺栓固定安装所述第一定位块和所述第二定位块,所述连接杆左端还通过焊接层连接所述第一定位块和所述第二定位块。
11.优选的,所述第一定位块通过异形固定块固定所述第一加捻器部件,所述异形固定块设置为l型。
12.优选的,所述第二定位块内部设有第二定位槽,所述第二定位槽中心设有通孔,所述第二定位块内部上端螺纹连接第二固定螺杆,所述第二固定螺杆底端卡接在固定块内部,所述第二定位块内部下端螺纹连接第三固定螺杆,所述第三固定螺杆底端卡接在弧形固定块内部,所述第二定位块通过所述固定块和所述弧形固定块固定所述第二加捻器部件。
13.优选的,所述工装固定块上下端设有夹紧槽。
14.优选的,所述限位装置还包括圆形限位槽,所述圆形限位槽设置在所述工装固定块的内部。
15.与现有技术相比,该一种半圆周棱角渐变倒角打磨定位工装的优点:
16.本实用新型通过连接杆通过螺栓固定安装第一定位块和第一定位块,再通过连接杆左端还通过焊接层连接第一定位块和第一定位块,起到固定连接的作用,达到增加连接杆与第一定位块和第一定位块的连接稳定性,防止第一定位块和第一定位块脱落的效果;
17.通过将工装固定块插入打磨工装内部,使打磨工装卡接夹紧槽,且使打磨工装插接在限位装置的内部,起到固定和限位的作用,达到防止在旋转连接杆时,使第一加捻器部件和第二加捻器部件的位置发生移动的效果;
18.通过将第一加捻器部件放入第一定位槽,再通过旋转第一固定螺杆,使异形固定块固定住第一加捻器部件,起到定位和固定的作用,达到确定第一加捻器部件的位置,防止第一加捻器部件在打磨中发生偏移或移动的效果;
19.通过异形固定块设置为l型,使异形固定块与第一加捻器部件紧密贴合,达到增加接触面积,从而增加固定性的效果;
20.通过将第二加捻器部件放入第二定位槽内部,使第二加捻器部件的喷嘴穿过通孔,再通过旋转第二固定螺杆和第三固定螺杆,使固定块和弧形固定块紧密贴合第二加捻器部件,起到定位和固定的作用,达到确定第二加捻器部件的位置,防止第二加捻器部件在打磨中发生偏移或移动的效果;
21.通过十字限位槽设置在工装固定块的内部,再通过十字限位槽内部插接打磨工装,起到限位的作用,达到在打磨工装在旋转时不会出现偏移的效果,且达到保证打磨后倒角角度精准的效果;
22.当进行打磨时,先打磨第一加捻器部件,当第一加捻器部件打磨好后,通过启动打磨工装,使打磨工装带动连接杆旋转,使第一定位块和第二定位块交换位置,再通过第一定位块和第二定位块处于平行,且定位深度相同,从而达到打磨后倒角角度精准,且增加加捻器的使用寿命,使第一加捻器部件和第二加捻器部件完美拼装的效果。
附图说明
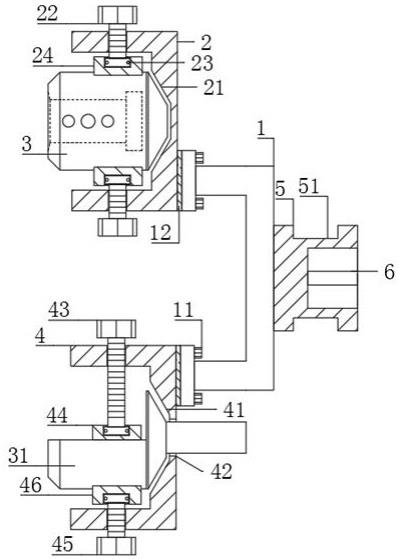
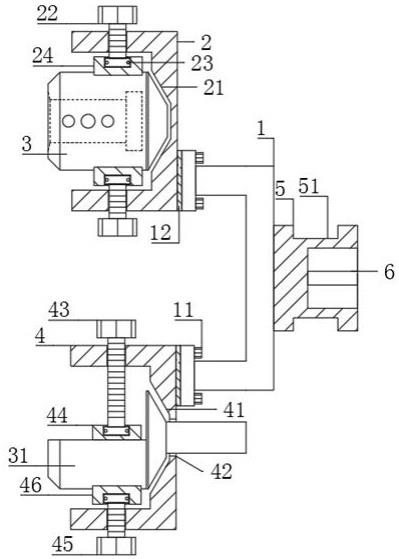
23.图1为本实用新型提供的实施例1的整体结构示意图;
24.图2为本实用新型提供的实施例1的第一定位块左视结构示意图;
25.图3为本实用新型提供的实施例1的第二定位块左视结构示意图;
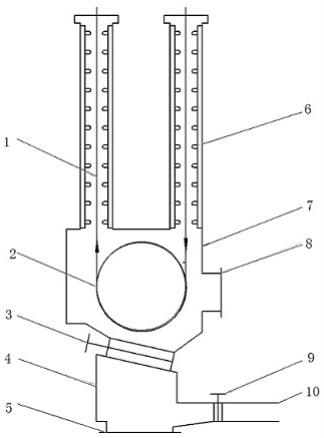
26.图4为本实用新型提供的实施例1的限位装置结构示意图;
27.图5为本实用新型提供的实施例2的限位装置结构示意图。
28.图中:连接杆1、固定螺栓11、焊接层12、第一定位块2、第一定位槽21、第一固定螺杆22、轴承23、异形固定块24、第一加捻器部件3、第二加捻器部件31、第二定位块4、第二定位槽41、通孔42、第二固定螺杆43、固定块44、第三固定螺杆45、弧形固定块46、工装固定块5、夹紧槽51、限位装置6、十字限位槽61、圆形限位槽62。
具体实施方式
29.以下结合附图对本实用新型的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本实用新型,并不用于限定本实用新型。
30.实施例1,参照附图1
‑
图4,本实用新型提供的一种半圆周棱角渐变倒角打磨定位
工装,包括连接杆1、第一定位块2、第一加捻器部件3、第二定位块4、工装固定块5和限位装置6;
31.进一步地,连接杆1左端焊接第一定位块2和第二定位块4,连接杆1包括固定螺栓11和焊接层12,具体的,连接杆1通过螺栓固定安装第一定位块2和第二定位块4,连接杆1左端还通过焊接层12连接第一定位块2和第二定位块4,通过连接杆1通过螺栓固定安装第一定位块2和第二定位块4,再通过连接杆1左端还通过焊接层12连接第一定位块2和第二定位块4,起到固定连接的作用,达到增加连接杆1与第一定位块2和第二定位块4的连接稳定性,防止第一定位块2和第二定位块4脱落的效果;
32.进一步地,第一定位块2焊接在连接杆1的左侧上端,第一定位块2包括第一定位槽21、第一固定螺杆22、轴承23和异形固定块24,具体的,第一定位块2内部设有第一定位槽21,第一定位块2内部上下端螺纹连接第一固定螺杆22,第一固定螺杆22底端套接在轴承23内部,轴承23卡接在异形固定块24内部,通过第一定位块2内部设有第一定位槽21,再通过第一定位块2内部上下端螺纹连接第一固定螺杆22,第一固定螺杆22底端套接在轴承23内部,轴承23卡接在异形固定块24内部,通过将第一加捻器部件3放入第一定位槽21,再通过旋转第一固定螺杆22,使异形固定块24固定住第一加捻器部件3,起到定位和固定的作用,达到确定第一加捻器部件3的位置,防止第一加捻器部件3在打磨中发生偏移或移动的效果,通过异形固定块24设置为l型,使异形固定块24与第一加捻器部件3紧密贴合,达到增加接触面积,从而增加固定性的效果,通过第二定位块4内部设有第二定位槽41,第二定位槽41中心设有通孔42,再通过第二定位块4内部上端螺纹连接第三固定螺杆45,第三固定螺杆45底端卡接在固定块44内部,第二定位块4内部下端螺纹连接第三固定螺杆45,第三固定螺杆45底端卡接在弧形固定块46内部,通过将第二加捻器部件31放入第二定位槽41内部,使第二加捻器部件31的喷嘴穿过通孔42,再通过旋转第二固定螺杆43和第三固定螺杆45,使固定块44和弧形固定块46紧密贴合第二加捻器部件31,起到定位和固定的作用,达到确定第二加捻器部件31的位置,防止第二加捻器部件31在打磨中发生偏移或移动的效果,通过工装固定块5上下端设有夹紧槽51,再通过工装固定块5内部设有限位装置6,通过将工装固定块5插入打磨工装内部,使打磨工装卡接夹紧槽51,且使打磨工装插接在限位装置6的内部,起到固定和限位的作用,达到防止在旋转连接杆1时,使第一加捻器部件3和第二加捻器部件31的位置发生移动的效果,当进行打磨时,先打磨第一加捻器部件3,当第一加捻器部件3打磨好后,通过启动打磨工装,使打磨工装带动连接杆1旋转,使第一定位块2和第二定位块4交换位置,再通过第一定位块2和第二定位块4处于平行,且定位深度相同,从而达到打磨后倒角角度精准,且增加加捻器的使用寿命,使第一加捻器部件3和第二加捻器部件31完美拼装的效果;
33.进一步地,限位装置6设置在工装固定块5的内部,限位装置6包括十字限位槽61,具体的,十字限位槽61设置在工装固定块5的内部,通过十字限位槽61设置在工装固定块5的内部,再通过十字限位槽61内部插接打磨工装,起到限位的作用,达到在打磨工装在旋转时不会出现偏移的效果,且达到保证打磨后倒角角度精准的效果。
34.本实用新型的使用过程如下:本领域技术人员通过连接杆1通过螺栓固定安装第一定位块2和第一定位块4,再通过连接杆1左端还通过焊接层12连接第一定位块2和第一定位块4,起到固定连接的作用,达到增加连接杆1与第一定位块2和第一定位块4的连接稳定
性,防止第一定位块2和第一定位块4脱落的效果,通过将工装固定块5插入打磨工装内部,使打磨工装卡接夹紧槽51,且使打磨工装插接在限位装置6的内部,起到固定和限位的作用,达到防止在旋转连接杆1时,使第一加捻器部件3和第二加捻器部件31的位置发生移动的效果,通过将第一加捻器部件3放入第一定位槽21,再通过旋转第一固定螺杆22,使异形固定块24固定住第一加捻器部件3,起到定位和固定的作用,达到确定第一加捻器部件3的位置,防止第一加捻器部件3在打磨中发生偏移或移动的效果,通过异形固定块24设置为l型,使异形固定块24与第一加捻器部件3紧密贴合,达到增加接触面积,从而增加固定性的效果,通过将第二加捻器部件31放入第二定位槽41内部,使第二加捻器部件31的喷嘴穿过通孔42,再通过旋转第二固定螺杆43和第三固定螺杆45,使固定块44和弧形固定块46紧密贴合第二加捻器部件31,起到定位和固定的作用,达到确定第二加捻器部件31的位置,防止第二加捻器部件31在打磨中发生偏移或移动的效果,通过十字限位槽61设置在工装固定块5的内部,再通过十字限位槽61内部插接打磨工装,起到限位的作用,达到在打磨工装在旋转时不会出现偏移的效果,且达到保证打磨后倒角角度精准的效果,当进行打磨时,先打磨第一加捻器部件3,当第一加捻器部件3打磨好后,通过启动打磨工装,使打磨工装带动连接杆1旋转,使第一定位块2和第二定位块4交换位置,再通过第一定位块2和第二定位块4处于平行,且定位深度相同,从而达到打磨后倒角角度精准,且增加加捻器的使用寿命,使第一加捻器部件3和第二加捻器部件31完美拼装的效果。
35.实施例2,参照附图5,本实用新型提供的一种半圆周棱角渐变倒角打磨定位工装,包括限位装置6;
36.进一步地,限位装置6设置在工装固定块5的内部,限位装置6还包括圆形限位槽62,具体的,圆形限位槽62设置在工装固定块5的内部,通过圆形限位槽62设置在工装固定块5的内部,再通过圆形限位槽62内部插接打磨工装,起到限位的作用,达到在打磨工装在旋转时不会出现偏移的效果,且达到保证打磨后倒角角度精准的效果。
37.本实用新型的使用过程如下:本领域技术人员通过连接杆1通过螺栓固定安装第一定位块2和第一定位块4,再通过连接杆1左端还通过焊接层12连接第一定位块2和第一定位块4,起到固定连接的作用,达到增加连接杆1与第一定位块2和第一定位块4的连接稳定性,防止第一定位块2和第一定位块4脱落的效果,通过将工装固定块5插入打磨工装内部,使打磨工装卡接夹紧槽51,且使打磨工装插接在限位装置6的内部,起到固定和限位的作用,达到防止在旋转连接杆1时,使第一加捻器部件3和第二加捻器部件31的位置发生移动的效果,通过将第一加捻器部件3放入第一定位槽21,再通过旋转第一固定螺杆22,使异形固定块24固定住第一加捻器部件3,起到定位和固定的作用,达到确定第一加捻器部件3的位置,防止第一加捻器部件3在打磨中发生偏移或移动的效果,通过异形固定块24设置为l型,使异形固定块24与第一加捻器部件3紧密贴合,达到增加接触面积,从而增加固定性的效果,通过将第二加捻器部件31放入第二定位槽41内部,使第二加捻器部件31的喷嘴穿过通孔42,再通过旋转第二固定螺杆43和第三固定螺杆45,使固定块44和弧形固定块46紧密贴合第二加捻器部件31,起到定位和固定的作用,达到确定第二加捻器部件31的位置,防止第二加捻器部件31在打磨中发生偏移或移动的效果,通过圆形限位槽62设置在工装固定块5的内部,再通过圆形限位槽62内部插接打磨工装,起到限位的作用,达到在打磨工装在旋转时不会出现偏移的效果,且达到保证打磨后倒角角度精准的效果,当进行打磨时,先打磨
第一加捻器部件3,当第一加捻器部件3打磨好后,通过启动打磨工装,使打磨工装带动连接杆1旋转,使第一定位块2和第二定位块4交换位置,再通过第一定位块2和第二定位块4处于平行,且定位深度相同,从而达到打磨后倒角角度精准,且增加加捻器的使用寿命,使第一加捻器部件3和第二加捻器部件31完美拼装的效果。
38.以上所述,仅是本实用新型的较佳实施例,任何熟悉本领域的技术人员均可能利用上述阐述的技术方案对本实用新型加以修改或将其修改为等同的技术方案。因此,依据本实用新型的技术方案所进行的任何简单修改或等同置换,尽属于本实用新型要求保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。