1.本实用新型属于金属铸件加工技术领域,具体涉及一种产品输送与研磨一体化同步系统。
背景技术:
2.一般铝合金构件铸件完成时,进入下步工序所需人工装框,人工中转,人工上工件,金属构件的边缘部位产生毛边,必须要进一步以振动研磨机等机具将毛边磨削平整及抛光,去除毛边以避免对人体或物品造成伤害。
3.现有的研磨机在对进行研磨时,需要人工将中转框产品放置研磨机,人工分选产品与磨料,导致了研磨完成后的零部件出料的不方便;而且,零部件在研磨出料后往往需要对其进行清洗、烘干,防锈等处理工作,但是现有处理手段是先转运上料用研磨机对零件进行研磨,研磨出料后选用另外的相应的工具对零件进行清洗、防锈等处理,这个过程中不仅需要使用大量人手,人工清洗及分选铸件产品时,工作效率低,容易导致碰伤工件及品质问题,不利于规模化生产。
技术实现要素:
4.为了克服现有技术的上述缺点,本实用新型的目的在于提供一种产品输送与研磨一体化同步系统,可以实现无人工操作自动连机输送、提高工作效率。
5.本实用新型为达到其目的,所采用的技术方案如下:
6.一种产品输送与研磨一体化同步系统,包括设备支架和烘干机,在所述设备支架上设有工件上料机、工件输送机、槽式振动研磨机、研磨石输送机、工件研磨石分选机、振动石子输送机;
7.所述工件输送机分别与所述工件上料机和所述槽式振动研磨机连接,所述工件输送机用于对接输送所述工件上料机与所述槽式振动研磨机之间的物料;
8.所述研磨石输送机分别与所述槽式振动研磨机和所述振动石子输送机连接,所述研磨石输送机用于对接输送所述槽式振动研磨机和所述振动石子输送机之间的物料;
9.所述振动石子输送机分别与研磨石输送机和所述工件研磨石分选机连接,所述振动石子输送机用于输送所述工件研磨石分选机的物料至所述研磨石输送机;
10.所述工件研磨石分选机分别与所述槽式振动研磨机和所述烘干机连接,所述工件研磨石分选机用于分选物料并输送至所述烘干机处。
11.优选的,所述工件输送机具有上下设置的两层或两层以上的输送通道。
12.优选的,所述工件上料机的数量为两个或两个以上,并分别置于所述工件输送机的两侧,所述工件上料机的出料端与所述工件输送机的输送通道连通。
13.优选的,所述工件输送机包括工件输送电机,所述工件输送电机为变速一体式电机,在所述工件输送电机的驱动端设有驱动轮,所述驱动轮上设有传动皮带装置,在所述传动皮带装置的侧边设有防工件卡边支板,所述传动皮带装置与所述防工件卡边支板形成所
述输送通道。
14.优选的,所述传动皮带装置的传动皮带为pvc橡胶传动皮带。
15.优选的,所述槽式振动研磨机包括振动驱动电机、研磨振动器和u型直线槽,所述振动驱动电机的输出端与所述研磨振动器连接,所述研磨振动器的驱动端与所述u型直线槽连接。
16.优选的,所述工件研磨石分选机包括分选振动器、振动驱动电机、筛网板和分选后振料石槽,所述振动驱动电机的输出端与所述分选振动器连接,所述分选振动器的驱动端与所述筛网板连接,所述分选后振料石槽处于所述筛网板的下端,在所述筛网板的上端设有清洗喷头。
17.优选的,所述筛网板的数量为两个或两个以上,每个所述的筛网板对应一个所述的分选振动器,所述相邻的筛网板上下层叠设置,所述相邻的筛网板的间距为5cm,所述筛网板的网孔直径为40mm,所述分选后振料石槽与所述筛网板的距离为140mm。
18.优选的,所述烘干机包括热气热风机、烘干传送带装置,所述热气热风机的热气温度为250℃。
19.与现有技术了相比,本实用新型的方案具体的有益效果:
20.1、通过工件上料机、工件输送机、研磨石输送机和振动石子输送机,各单元工件自动输送每条输送线,可实现自动化输送工作。
21.2、针对镁铝合金产品放置10天内容易出现氧化的问题,在槽式振动研磨机研磨过程中添加0.0005%防工件氧化氢氧化钠水剂,有效延长工件产品抗氧化能力。
22.3、工件研磨石分选机将石子与工件产品实现快速分离,同时可以实现工件快速清洗,
23.4、烘干机对自动输送过来工件,进行5min烘干快速除去水份,烘干后工件30天内不会出现氧化现象。
附图说明
24.为了更清楚地说明本实用新型实施例技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
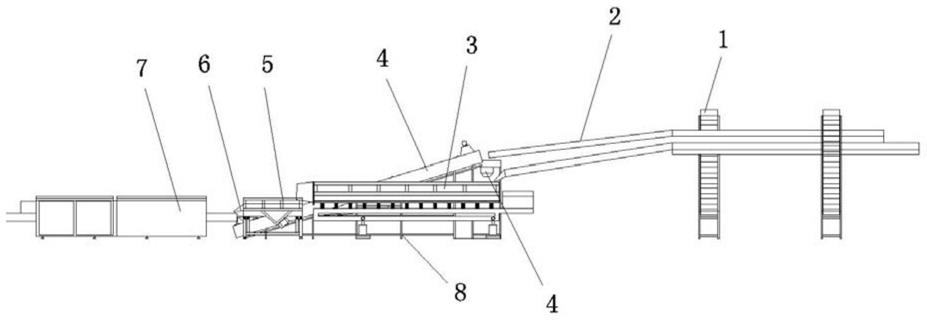
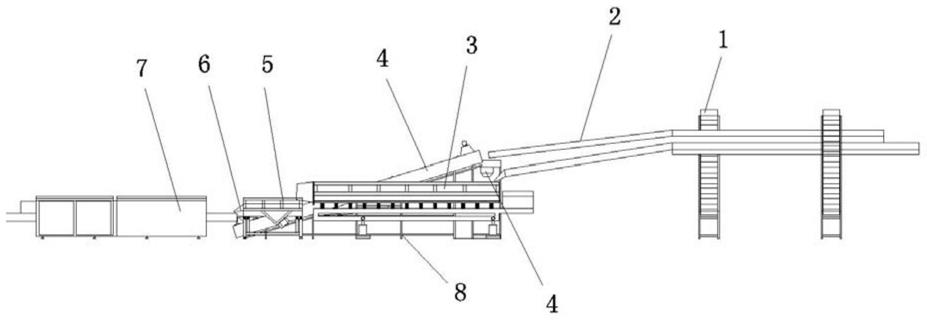
25.图1是本实用新型实施例的产品输送与研磨一体化同步系统的结构图;
26.附图标记说明:
[0027]1‑
工件上料机,2
‑
工件输送机,3
‑
槽式振动研磨机,4
‑
研磨石输送机,5
‑
工件研磨石分选机,6
‑
振动石子输送机,7
‑
烘干机,8
‑
设备支架。
具体实施方式
[0028]
为了能够更清楚地理解本实用新型的上述目的、特征和优点,下面结合附图和具体实施方式对本实用新型进行详细描述。需要说明的是,在不冲突的情况下,本实用新型的实施方式及实施方式中的特征可以相互组合。在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,所描述的实施方式仅仅是本实用新型一部分实施方式,而不是全部
的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
[0029]
除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本实用新型。
[0030]
参照图1,本实施例公开了一种产品输送与研磨一体化同步系统,包括设备支架8和烘干机7,在所述设备支架上设有工件上料机1、工件输送机2、槽式振动研磨机3、研磨石输送机4、工件研磨石分选机5、振动石子输送机6;
[0031]
所述工件输送机分别与所述工件上料机和所述槽式振动研磨机连接,所述工件输送机用于对接输送所述工件上料机与所述槽式振动研磨机之间的物料;
[0032]
所述研磨石输送机分别与所述槽式振动研磨机和所述振动石子输送机连接,所述研磨石输送机用于对接输送所述槽式振动研磨机和所述振动石子输送机之间的物料;
[0033]
所述振动石子输送机分别与研磨石输送机和所述工件研磨石分选机连接,所述振动石子输送机用于输送所述工件研磨石分选机的物料至所述研磨石输送机;
[0034]
所述工件研磨石分选机分别与所述槽式振动研磨机和所述烘干机连接,所述工件研磨石分选机用于分选物料并输送至所述烘干机处。
[0035]
进一步的,所述工件输送机具有上下设置的两层或两层以上的输送通道。设有多层输送通道,提升输送效率。
[0036]
进一步的,所述工件上料机的数量为两个或两个以上,并分别置于所述工件输送机的两侧,所述工件上料机的出料端与所述工件输送机的输送通道连通。设置多个工件上料机,便于工件输送效率的提升。
[0037]
进一步的,所述工件输送机包括工件输送电机,所述工件输送电机为变速一体式电机,在所述工件输送电机的驱动端设有驱动轮,所述驱动轮上设有传动皮带装置,在所述传动皮带装置的侧边设有防工件卡边支板,所述传动皮带装置与所述防工件卡边支板形成所述输送通道。
[0038]
进一步的,所述传动皮带装置的传动皮带为pvc橡胶传动皮带。
[0039]
进一步的,所述槽式振动研磨机包括振动驱动电机、研磨振动器和u型直线槽,所述振动驱动电机的输出端与所述研磨振动器连接,所述研磨振动器的驱动端与所述u型直线槽连接。
[0040]
进一步的,所述工件研磨石分选机包括分选振动器、振动驱动电机、筛网板和分选后振料石槽,所述振动驱动电机的输出端与所述分选振动器连接,所述分选振动器的驱动端与所述筛网板连接,所述分选后振料石槽处于所述筛网板的下端,在所述筛网板的上端设有清洗喷头。设置的清洗喷头对在筛网板上面输送的工件表面的粉末清理
[0041]
进一步的,所述筛网板的数量为两个或两个以上,每个所述的筛网板对应一个所述的分选振动器,所述相邻的筛网板上下层叠设置,所述相邻的筛网板的间距为5cm,所述筛网板的网孔直径为40mm,所述分选后振料石槽与所述筛网板的距离为140mm。所述筛网板的网孔直径为40mm,可以将直径为30mm的石子与工件分离。设置多层筛网板结构,使工件在筛网板上摇动翻滚以减少工件上粉沫以及水的渗留。
[0042]
进一步的,所述烘干机包括热气热风机、烘干传送带装置,所述热气热风机的热气
温度为250℃。所述烘干传送带装置的输送带为不锈钢302材质,所述热气热风机为两组,进行分段控温保证热气热风机的热气热风机。
[0043]
本实用新型涉及的一种产品输送与研磨一体化同步系统的同步方法,包括如下步骤:
[0044]
s1、压铸出来的每个工件同步通过倒料小车设备自动上料到工件上料机,工件上料机将工件输送至工件输送机;
[0045]
s2、工件输送机将工件输送至槽式振动研磨机,在槽式振动研磨机内进行工件与石子磨料翻转研磨,在研磨过程中添加0.0005%的防工件氧化氢氧化钠水剂,有效延长工件产品抗氧化能力,研磨完成后,工件输送至工件研磨石分选机,研磨石输送机将分筛出来的石子回输至槽式振动研磨机内,对石子进行循环使用;
[0046]
s3、工件研磨石分选机的筛网板对工件与石子进行一步分离,清洗喷头对筛网板上面输送的工件表面的粉末进行清理;
[0047]
s4、分选后的工件输送至烘干机,烘干机对工件进烘干去水份的处理,时长为5min。
[0048]
本实用新型的有益效果:
[0049]
1、通过工件上料机、工件输送机、研磨石输送机和振动石子输送机,各单元工件自动输送每条输送线,可实现自动化输送工作。
[0050]
2、针对镁铝合金产品放置10天内容易出现氧化的问题,在槽式振动研磨机研磨过程中添加0.0005%防工件氧化氢氧化钠水剂,有效延长工件产品抗氧化能力。
[0051]
3、工件研磨石分选机将石子与工件产品实现快速分离,同时可以实现工件快速清洗,
[0052]
4、烘干机对自动输送过来工件,进行5min烘干快速除去水份,烘干后工件40天内不会出现氧化现象。
[0053]
以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,故凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。