1.本实用新型涉及磨削加工夹具领域,具体为一种外圆磨床自补偿式浮动三爪动力工件夹持装置。
背景技术:
2.现有的外圆磨床工件夹紧装置一般是利用鸡心夹头,在工件上机床前,人工夹住工件,工件带着鸡心夹头再安装到磨床的两个顶尖上,通过头架拨杆带动鸡心夹头和工件一起旋转,安装时需要考虑鸡心夹头与头架拨杆的角向位置。现有鸡心夹头采用一个圆形偏心凸轮夹紧工件,在不做人工调整的情况下夹持范围较小。对于现在日益发展的机床机器人自动上下料系统来说,这种传统的夹紧方式不能方便地适用于机床机器人自动上下料系统,极大的阻滞了磨床机器人自动上下料系统的应用推广。
3.随着各种机械加工设备的数控化,国内劳动力成本的不断提升及企业自身升级换代的需求,机械加工企业的自动化尤其是汽车零部件企业的加工自动化迫在眉睫。数控车床及各式加工中心等因其夹具的自动化改造及新装的便利性,上下料自动化已经大量的应用于各行各业。但是磨床因其夹具的特殊性,鸡心夹头不易替代性,致使外圆磨床的上下料自动化始终停滞不前。
技术实现要素:
4.本实用新型旨在克服现有技术的不足,提出了一种外圆磨床自补偿式浮动三爪动力工件夹持装置,设备安装于磨床头架处、固定在主轴磨床主轴死顶尖上,由头架带动旋转,正转时夹具浮动夹持工件随着头架转动,反转时夹具打开,装卸工件;在不改变磨床现有机械结构不影响机床加工精度的条件下,实现磨床工件的自动夹紧和松开,配合机床机器人上下料系统完成磨床的自动上下料改造。
5.为实现上述效果,本实用新型采用的技术方案为:
6.一种外圆磨床自补偿式浮动三爪动力工件夹持装置,包括磨床主轴死顶尖,所述磨床主轴死顶尖的外侧套接有轴承套,所述轴承套的外侧套接有单向轴承,所述单向轴承的外侧固定套接有中间环,所述中间环的外侧转动套接有滚子轴承,所述滚子轴承的外侧转动套接有卡盘壳体,所述卡盘壳体的内壁和中间环的外壁之间固定连接有至少一根拉簧;
7.所述卡盘壳体的一端面固定连接有与磨床头架拨杆传动连接的后封盖,卡盘壳体的另一端面固定连接有环形的卡盘,所述卡盘的内侧设置有浮动盘,所述浮动盘的外端面上转动连接有三个均匀分布的卡爪,每个卡爪的另一端分别活动连接于卡盘的外端面上;
8.三个卡爪相互靠近的侧面为对数曲线型的弧形凸面;
9.所述轴承套的外侧还活动套接有压环,所述压环的内侧端与中间环的内壁螺纹连接,压环的内壁分别与单向轴承和浮动盘的外端面活动贴合。
10.进一步的,所述轴承套的侧壁内设置有锁紧螺钉,锁紧螺钉的端部贯穿轴承套并
与磨床主轴死顶尖的侧面抵紧。
11.进一步的,所述轴承套位于单向轴承外侧的端部长度大于压环的轴向长度。
12.进一步的,所述轴承套的外圆面上设置有位于卡盘壳体和后封盖之间的定位凸缘。
13.进一步的,所述浮动盘靠近中间环的端面上均匀设置有三个第一销轴,所述中间环的端面上开设有与第一销轴相对应的浮动插接孔,且浮动插接孔的内径大于第一销轴的外径。
14.进一步的,所述浮动盘的外端面上固定设置有三个第二销轴,所述卡爪的一端转动连接于第二销轴的外侧;
15.所述卡盘的外端面上固定设置有三个第三销轴,所述卡爪的另一端开设有腰型槽孔,所述第三销轴活动插接于腰型槽孔内。
16.进一步的,所述浮动盘的外端面上固定设置有三组安装孔,三个第二销轴分别对应地螺纹连接于每组安装孔中的一个安装孔内。
17.进一步的,所述浮动盘的内径大于压环的外径。
18.进一步的,所述后封盖的边缘处开设有至少一个连接槽口。
19.进一步的,所述卡盘壳体的外侧面上安装有油杯。
20.与现有技术相比较,本实用新型的有益效果如下:
21.1、本实用新型通过在现有磨床顶尖上设置卡盘组件,在保证加工精度和稳定性的前提下,提高了磨床夹具的自动化水平,对现有机床无需机械改造,实现磨床工件的自动夹紧和松开,可配合机床机器人上下料系统完成磨床的自动上下料改造,即满足了机床机器人自动上下料的需求,极大的推进了磨床机器人自动上下料系统的应用推广。
22.2、本实用新型通过夹爪线型的优化,将对数曲线创造性地用于卡爪的曲面线型上,可有效扩大了卡爪的夹持范围,提高了自动化加工中换产的方便性和夹具夹持的稳定性,同时也提高了磨削加工精度和合格率。
附图说明
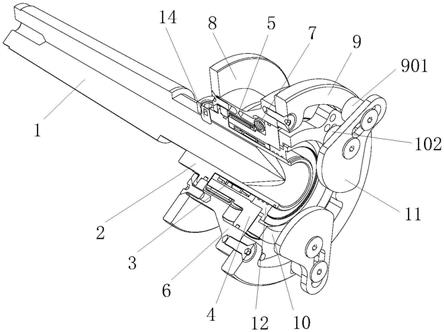
23.图1为本实用新型的立体结构示意图;
24.图2为本实用新型的立体剖视结构示意图;
25.图3为本实用新型的主视结构示意图;
26.图4为本实用新型的爆炸结构示意图;
27.图5为本所述轴承套的立体结构示意图;
28.图6为所述中间环的立体结构示意图;
29.图7为所述卡盘壳体的立体结构意图;
30.图8为所述后封盖的立体结构示意图;
31.图9为所述卡盘的立体结构示意图;
32.图10为所述浮动盘的立体结构示意图;
33.图11为所述卡爪的立体结构示意图。
34.其中:1磨床主轴死顶尖、2轴承套、201定位凸缘、3单向轴承、4中间环、401浮动插接孔、5滚子轴承、6卡盘壳体、7拉簧、8后封盖、801连接槽口、9卡盘、901第三销轴、902内凸
起、10浮动盘、101安装孔、102第二销轴、103外凸起、11卡爪、111腰型槽孔、12压环、13锁紧螺钉。
具体实施方式
35.下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
36.请参阅图1至图11,一种外圆磨床自补偿式浮动三爪动力工件夹持装置,包括磨床主轴死顶尖1。磨床主轴死顶尖1为现有外圆磨床设备的现有结构,对现有机床头架无需做任何改动。其余部件构成卡盘组件,卡盘组件带有中心通孔,通过中心通孔套在磨床顶尖上,通孔上设有固定螺栓,将卡盘组件固定在顶尖上,同时可以方便地调整卡盘夹爪与顶尖的轴向相对位置。此结构卡盘的自重放在机床顶尖上,头架拨杆只提供旋转动力,避免头架轴承的超负荷运转。
37.磨床主轴死顶尖1的外侧套接有轴承套2。本实施例中,将磨床主轴死顶尖1的末端外圆面铣削加工出一个扁平面,轴承套2套接于磨床主轴死顶尖1的外侧,轴承套2的内孔截面形状均与磨床主轴死顶尖1的末端截面相匹配,轴承套2内孔的尺寸可以根据顶尖的大小作相应调整,使得轴承套2在磨床主轴死顶尖1上插接套装后,自动完成在顶尖上的周向定位。
38.轴承套2的侧壁内设置有锁紧螺钉13,锁紧螺钉13的端部贯穿轴承套2并与磨床主轴死顶尖1的侧面抵紧,从而使轴承套2紧固在磨床主轴死顶尖1上;同时,通过锁紧螺钉13的旋松和拧紧,可方便调节轴承套2与磨床主轴死顶尖1的轴向相对位置,亦即卡盘组件与磨床主轴死顶尖1的轴向相对位置。
39.轴承套2的外侧滚动套接有单向轴承3,单向轴承3选用nck fcb30型,精度及可靠性好,寿命长。单向轴承3的外侧固定套接有中间环4,中间环4在卡盘组件正转时,绕着轴承套2及磨床主轴死顶尖1旋转;卡盘组件反转时,因为单向轴承3的作用,中间环4则固定不动,与轴承套2及磨床主轴死顶尖1保持同步。
40.中间环4的外侧转动套接有滚子轴承5,滚子轴承5的外侧转动套接有卡盘壳体6,使得卡盘壳体6可围绕中间环4相对转动。卡盘壳体6的内壁和中间环4的外壁之间固定连接有一根拉簧7。卡盘组件正转及自然状态下,拉簧7处于预紧状态,将中间环4和卡盘壳体6保持在一个固定角度,此时卡盘组件处于夹紧状态。当卡盘组件反转时,卡盘壳体6反转而中间环4固定(单向轴承3的作用),拉簧7被拉伸一定长度,同时卡盘壳体4与中间环4之间的相对角度增大,此时卡盘组件处于张开状态,用于待加工工件的上料或下料。
41.卡盘壳体6的一端面通过螺栓固定连接有与磨床头架拨杆传动连接的后封盖8,后封盖8的边缘处开设有一个连接槽口801,方便外圆磨床的头架拨杆插入,从而带动卡盘组件的旋转,完成夹紧或张开操作。轴承套2的外圆面上设置有位于卡盘壳体6和后封盖8之间的定位凸缘201,用于卡盘壳体6和后封盖8的轴向定位,使得卡盘壳体6和后封盖8可与轴承套2在轴向保持相对位置不变。
42.卡盘壳体6的另一端面通过螺栓固定连接有环形的卡盘9,卡盘9的内侧设置有浮动盘10,浮动盘10的外端面上转动连接有三个均匀分布的卡爪11,每个卡爪11的另一端分
别活动连接于卡盘9的外端面上。具体的,浮动盘10的外端面上固定设置有三个均匀圆周分布的第二销轴102,卡爪11的一端转动连接于第二销轴102的外侧;卡盘9的外端面上固定设置有三个均匀圆周分布的第三销轴901,卡爪11的另一端开设有腰型槽孔111,第三销轴901活动插接于腰型槽孔111内。其中,卡盘9的内壁上设置有三个均匀分布的内凸起902,浮动盘10的外圆面上设置有三个均匀分布的外凸起103,内凸起902和外凸起103交错分布,使得卡盘9与浮动盘10的相对转动角度不大于120
°
,避免卡爪11出现极限点的锁死位置。
43.三个卡爪11相互靠近的侧面为对数曲线型的弧形凸面。自然状态下,在拉簧7的拉力作用下,卡盘9上的三个卡爪11收缩到最小直径位置,待磨削加工的工件放入三个卡爪11中间的位置后,在拉簧7弹簧力作用下,三只卡爪11的弧形面接触工件表面并夹紧工件,保证工件在卡盘组件中不会沿着切削力方向旋转。该卡盘组件在机床高速旋转过程中,卡爪11受到离心力作用而具有向外张开的趋势,拉簧7的预紧力需要克服离心力即可保证卡爪11始终在弹簧力的作用下压在工件表面上,在摩擦角自锁范围内,卡盘组件始终能够可靠夹紧工件。手动夹紧工件测试时,夹具夹紧工件后,手动可以推动工件在浮动范围内轻松自由活动。
44.把对数曲线创造性地用于卡爪11的曲面线型上,根据对数曲线的数学定义和物理特性,在满足凸轮斜稧自锁条件下,计算选出合适的对数曲线参数,优选合适范围的升角,可使夹紧行程限制较少,自锁性也好。相对于鸡心夹头圆偏心凸轮线型,具有更大的夹紧力和卡盘行程,且在全行程段具有更好的自锁性能。
45.优选的,浮动盘10的外端面上固定设置有三组安装孔101,每组包含5个位置不同的螺纹孔,三个第二销轴102分别对应地螺纹连接于每组安装孔101中的一个安装孔101内。通过改动浮动盘10上安装卡爪11的螺纹孔分布圆直径及卡爪11上螺钉分布圆的直径可以整体变化本卡盘组件的夹持直径范围,以适应不同规格尺寸轴类零件的磨削加工。
46.浮动盘10靠近中间环4的端面上均匀设置有三个第一销轴(图中未示出),中间环4的端面上开设有与第一销轴相对应的浮动插接孔401,通过第一销轴与浮动插接孔401的配合,实现浮动盘10在中间环4端面上的轴向及周向定位。轴承套2的外侧还活动套接有压环12,压环12的内侧端与中间环4的内壁螺纹连接,压环12的内壁分别与单向轴承3和浮动盘10的外端面活动贴合;同时,轴承套2位于单向轴承3外侧的端部长度大于压环12的轴向长度,由此可使得中间环4及压环12能够沿轴向在一定距离范围内自由移动,进而通过浮动盘10再给各个卡爪11以轴向活动的动力。
47.结合车床浮动盘10的浮动实现,轴向采用浮动压环机构,浮动盘10由压环12在轴向定位固定,径向上浮动盘10内孔大于压环外径3mm,浮动盘10可以在1.5mm的范围内围绕轴向自由运动。径向上浮动盘10上的三个第一销轴放置在中间环4端面的三个浮动插接孔401里,且浮动插接孔401的内径大于第一销轴的外径,使得第一销轴和浮动插接孔401单边有1.5mm的浮动间隙。
48.卡盘壳体6的外侧面上安装有油杯,通过油杯可向卡盘组件的内部注入润滑油以实现设备的维护和保养。
49.卡盘组件固定在机床磨床主轴死顶尖上并随着机床头架拨杆旋转,则要求卡盘组件的整体重量尽量轻,尺寸尽量小。因此,本实施例中,卡盘壳体6及后封盖8均采用铝合金材料,中间环4、轴承套2、浮动盘10等端面环因为参与卡爪11的夹持动作或作为轴承的内
圈,材料选用钢材,但是从设计上在满足使用要求的前提下尽量减少材料用量,减小工件尺寸及重量。系统总体质量控制在1.7kg,外形尺寸控制在100mm以内,长度控制在75mm以内。
50.卡盘组件中,除了油杯及后封盖8配合拨杆安装位置缺口外,其余均是轴对称结构,油杯及缺口的不平衡重量在整体结构中占比非常小,因而对旋转过程中卡盘组件的整体平衡性几乎没有影响。同时,浮动盘10和卡爪11的质量越轻,旋转起来时对工件的径向扰动就越小。
51.本实用新型中,卡盘壳体6、卡盘9及后封盖8随着头架拨杆正/反向转动,卡盘壳体6与中间环4之间通过拉簧7弹性连接,卡盘壳体7对中间环4始终保持顺时针的拉紧力;中间环4前端通过浮动的压环12浮动定位安装浮动盘10,卡爪11通过螺栓安装在浮动盘10上,卡爪11尾部开有腰型槽孔111并活动套接在卡盘9的第三销轴901上。同时在浮动盘10的作用下,工件可以在径向做一定范围的浮动。工件被磨床的双顶尖顶起后,工件被定心,卡盘组件带自补偿浮动,只提供旋转动力,不对工件施加径向力,保证工件磨削精度。卡盘9、中间环4在加工时随着机床头架一起转动,在工件上下料时,头架反转,中间环4在单向轴承3的作用下,不作转动,卡盘9则随着头架拨杆一起转动,卡盘9和中间环4相对反转,使得三个夹爪11同时翻转打开,工件可以自如装卸。
52.本实用新型的外圆磨床自补偿式浮动三爪动力工件夹持装置在实际生产过程中,磨削尺寸精度稳定保持在0.002mm
‑
0.003mm以内。无保养使用寿命最低90天(24小时工作,工件节拍约20s),连续工作约35万件,性能良好。
53.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。