1.本发明涉及石墨烯加工技术领域,具体为一种石墨烯复合金属颗粒的生产工艺。
背景技术:
2.传统的金属颗粒制造方法:分为物理法和化学法。物理法有机械球磨,雾化,气雾化等。化学法有电解,羰基法。物理法是将金属块放入熔化炉中加热熔化。金属熔体流过筛网或转动圆盘后落入液体冷却介质中,凝成小颗袜。将小颗粒金属与保护性气体一起加入密封的涡旋粉碎机靠金属颗粒之间的挤压、摩擦进行粉碎。缺点:机械破碎较困难并且会带进杂质。化学法产量低且环境污染严重。非金属材料塑料多采用热融、拉丝、水冷、切割等工艺,设备复杂,工艺繁索,所排出的废水、废气对环境及操作工人身体危害及大。
3.上述金属、非金属的传统的颗粒制造方法,均无法将石墨烯均匀参入颗粒中。
4.中国专利cn109809395a公开了一种石墨直接生产石墨烯复合颗粒材料的装置,通过设置电流冲击石墨烯和金属,使石墨烯脱落下微粒,金属则局部熔化,以达到石墨烯融入金属熔液内部的效果,但是该装置存在以下的问题:
5.1)该装置通过电流冲击熔化金属和剥离石墨烯,效率较低,产品产量低;
6.2)且该装置通过设置上下两组石墨烯柱,两者之间相互转动摩擦,可剥离部分石墨烯,但两者之间较为平整光滑,石墨烯脱落效率低,同时由于研磨会使两者之间光滑平整,则会使间隙过小,金属熔液难以穿过微小缝隙排出,会影响产量;
7.3)该装置在将金属熔液甩出后,使其在自落过程中冷却凝固,但是由于自落时间短,金属熔液不一定可以充分凝固,若其未完全凝固,则掉落后可能会使颗粒表面摔变形,影响产品质量。
技术实现要素:
8.针对现有技术的不足,本发明提供了一种石墨烯复合金属颗粒的生产工艺,解决了现有生产石墨烯金属颗粒的技术,存在加工效率低、产量低,以及产品质量无法保证的问题。
9.为实现以上目的,本发明通过以下技术方案予以实现:一种石墨烯复合金属颗粒的生产工艺,包括以下步骤:
10.步骤一、上料:利用金属丝推送组件将金属丝推送进加工设备内部;
11.步骤二、石墨烯混溶:金属丝被推进加工设备内部后,利用混溶机构将金属丝底端融化,并将研磨下的石墨烯粉末混溶进金属熔液中再甩出;
12.步骤三、石墨烯金属冷却成型:石墨烯金属熔液甩出后,通过风冷机构风冷快速凝固成型;
13.步骤四、尺寸分类:成型后的金属颗粒经过筛分机构多重筛分,按颗粒大小分类收集;
14.该加工设备包括安装有混溶机构的成型箱,所述混溶机构包括上石墨烯柱组件和
下石墨烯柱,且上石墨烯柱组件和下石墨烯柱的接触面呈锥形结构;
15.所述上石墨烯柱组件包括顶部与成型箱内壁顶部固定连接的圆筒,且圆筒的内部固定连接有旋转隔离框架,工作时旋转隔离框架底部与下石墨烯柱顶部之间留有间距,所述旋转隔离框架将圆筒内腔均匀分为若干个腔体,且每个腔体内部均滑动连接有石墨烯块,所述成型箱的顶部且位于各个石墨烯块的顶部均固定连接有气缸,所述气缸的输出端贯穿成型箱的顶部且抵接在石墨烯块顶部,多个所述气缸顶端的出气口之间通过环管连通;
16.所述混溶机构还包括贯穿固定连接在设置在成型箱顶部中心且插入旋转隔离框架内部的熔融组件,所述熔融组件包括套设在金属丝外部的外筒,所述外筒的底端固定连接有端盖,且端盖内部绕接有线圈,所述外筒两侧的内部均固定连接有导电片,且两个导电片的底端分别与线圈的两端电性连接,所述外筒两侧的顶端均固定连接有与导电片电性连接的接线座。
17.优选的,所述下石墨烯柱的下方设置有支撑座,且支撑座内腔的底部固定连接有第一电机,所述下石墨烯柱的中心固定连接有贯穿至支撑座内部的驱动轴,所述第一电机与驱动轴之间通过第一锥齿轮组啮合传动,且驱动轴与其上锥齿轮之间通过键与键槽滑动连接,所述支撑座的顶部贯穿固定连接有承托下石墨烯柱的多组支撑组件。
18.优选的,所述支撑组件包括固定连接在支撑座内表面顶部的弹簧管,且弹簧管的顶部滑动连接有贯穿支撑座顶部的支撑杆,所述支撑杆的表面套设有弹簧,且支撑杆的顶端转动连接有钢珠,所述下石墨烯柱的底部固定套设有压在钢珠顶部的托接盘。
19.优选的,所述风冷机构包括固定连接在成型箱内腔底部且套设在下石墨烯柱外部的内风筒,所述内风筒的侧壁向外开设有向上倾斜的吹风口,所述成型箱内腔的外围从内到外依次固定连接有第一外风筒和第二外风筒,所述第一外风筒外表面和成型箱内表面之间斜向固定连接有若干组导风管。
20.优选的,所述导风管设置有多层,每层环向设置有多个,且每层多个导风管在水平面上同向倾斜设置,竖直面上向第一外风筒内侧上方倾斜,所述导风管位于第二外风筒外部一段的侧面开设有进风口。
21.优选的,所述成型箱左右两侧的底部均连通有外充气管,所述内风筒底部的中心连通有内充气管,所述内风筒内腔的底部固定连接有连通内风筒侧壁和内充气管的导气罩,所述内充气管的后端贯穿至成型箱外部且与外充气管底端之间连通有充气环管,所述成型箱的顶部固定连接有套设在气缸外部的集气罩,且集气罩顶部的中心向上延伸且套设在金属丝外部,所述成型箱的顶部固定连接有罩在熔融组件外部的保护罩,所述成型箱的顶部且位于保护罩内侧开设有多个通孔。
22.优选的,所述成型箱的底部且位于第一外风筒和内风筒之间环向等距开设有若干个漏料孔,所述成型箱内腔的底部且位于漏料孔之间粘贴有三角海绵块,所述成型箱的底部固定连接有罩住若干个漏料孔的收集斗,且收集斗的中心开设有通孔,所述收集斗的内表面粘贴有缓冲海绵垫。
23.优选的,所述成型箱的右侧固定连接有卷绕金属丝的收卷架,且收卷架正面固定连接有驱动内部收卷辊转动的第二电机,所述金属丝推送组件包括固定连接在环管顶部且套在金属丝外部的定位架,所述定位架内部且位于金属丝的两侧均转动连接有尖齿轮,且
两个尖齿轮的后侧均同轴固定连接有相啮合的平齿轮,所述定位架的正面固定连接有驱动左侧尖齿轮和平齿轮转动的马达。
24.优选的,所述成型箱的底部固定连接有筛分箱,且筛分箱的底部固定连接有底座,所述筛分机构安装在底座的顶部,所述筛分机构包括内外三层支撑筒,且三层支撑筒的顶部均转动连接有上下三层孔径逐渐减小的筛盘,三个所述筛盘的中心固定连接有与底座顶部中心转动连接的转轴,所述底座的顶部固定连接有第三电机,且第三电机的输出端通过第二锥齿轮组与转轴啮合传动,三层所述支撑筒和筛分箱的内表面之间均固定连接有斜板,且四个斜板分别向四个方向倾斜,三层所述支撑筒和筛分箱的外表面且位于斜板低端均固定连通有延伸至筛分箱外部的出料槽。
25.优选的,所述充气环管内侧与筛分箱外表面固定连接,所述筛分箱的正面固定连接有风机,所述风机的出气口通过出气管与充气环管底部连通,所述风机的进气口固定连接有滤罩,所述成型箱的正面固定连接有控制面板和气泵,且气泵的出气口通过连接管与环管连通。
26.有益效果
27.本发明提供了一种石墨烯复合金属颗粒的生产工艺。与现有技术相比具备以下有益效果:
28.(1)、该石墨烯复合金属颗粒的生产工艺,通过将上石墨烯柱分成圆筒、旋转隔离框架和石墨烯块三部分结构,使石墨烯块底部形成旋转隔离框架截面匹配的凹槽,凹槽内可容纳金属熔液,进而使石墨烯块与下石墨烯柱压紧研磨时,熔液也可顺畅流出,改变旋转隔离框架的厚度和高度,还可改变形成的金属颗粒的规格,通用性强。
29.(2)、该石墨烯复合金属颗粒的生产工艺,通过设置混溶机构,利用电磁加热的方式可快速融化金属丝,相对于现有技术利用电火花冲击的方式,其效率更高,可匹配研磨方式产生的大量石墨烯微粒,使石墨烯复合金属颗粒产量更大。
30.(3)、该石墨烯复合金属颗粒的生产工艺,通过在混溶机构下方设置风冷机构,在金属熔液甩出后,利用风冷的方式,可加快冷却凝固的速度,使其在落地前即可凝固,同时风冷机构可形成向上螺旋的气流,可延长石墨烯复合金属颗粒下落的时间,使其凝固的更彻底,避免落下后摔变形,保证了产品质量。
31.(4)、该石墨烯复合金属颗粒的生产工艺,通过在成型箱顶部设置集气罩,在冷风对金属熔液冷却而吸收热量后,最终可从集气罩排出,在排出时可对金属丝进行简单预热,提高其热能,可延长其熔化的效率,合理的利用了多余的热量,还可提高加工效率。
32.(5)、该石墨烯复合金属颗粒的生产工艺,通过设置金属丝推送组件,可利用尖齿轮挤压传送的方式,将金属丝推送到熔融组件,使其可持续工作,无需人工上料,工作效率高且使用更轻松方便。
33.(6)、该石墨烯复合金属颗粒的生产工艺,通过在风冷机构下方设置三角海绵块,在金属颗粒排出成型箱后,在下方再设置带有缓冲海绵垫的收集斗,可对刚成型的金属颗粒进行缓冲保护,进一步避免了其表面摔变形,有效的保证了产品质量。
附图说明
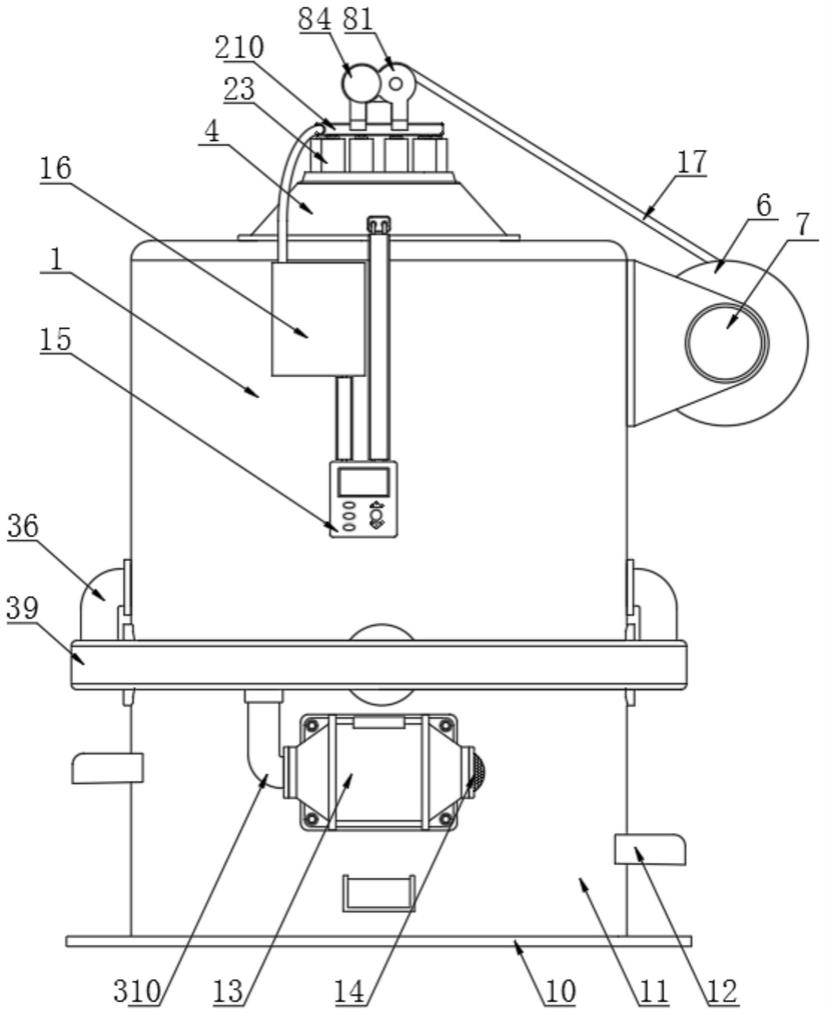
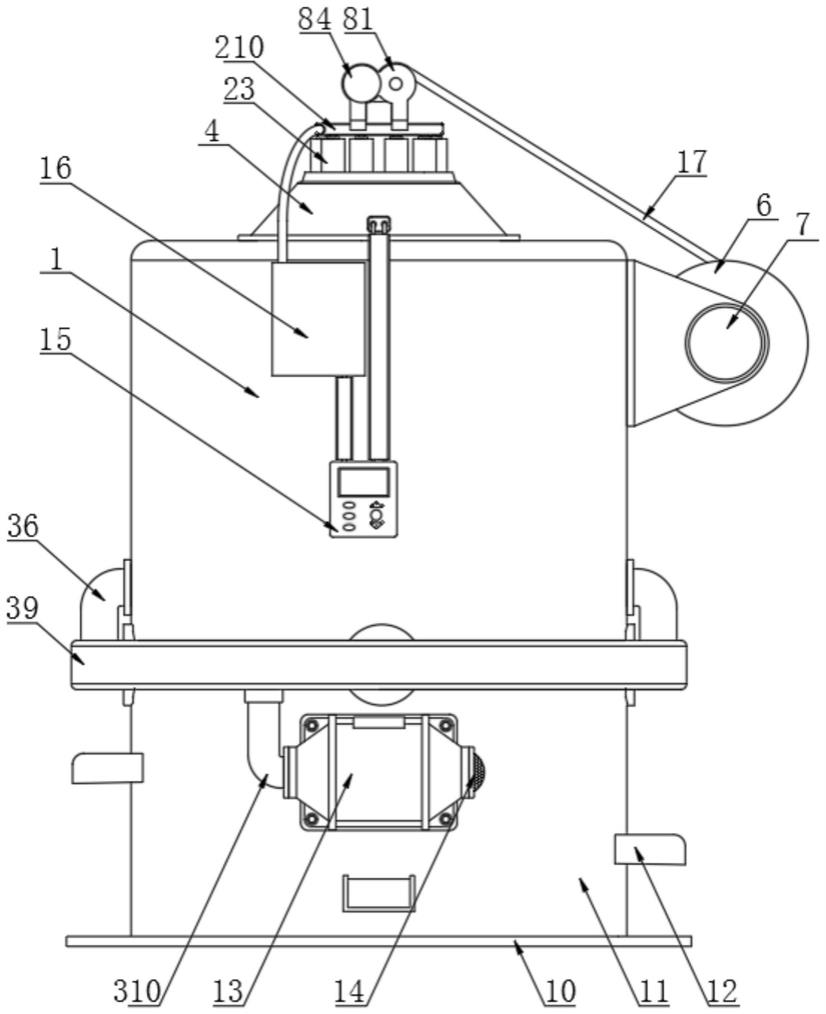
34.图1为本发明结构的主视图;
35.图2为本发明结构的剖视图;
36.图3为本发明混溶机构和金属丝推送组件的剖视图;
37.图4为本发明上石墨烯柱组件的俯视图;
38.图5为本发明熔融组件的剖视图;
39.图6为本发明集气罩的布局示意图;
40.图7为本发明支撑组件的主视图;
41.图8为本发明第一外风筒、第二外风筒与导风管的俯剖视图;
42.图9为本发明漏料孔与三角海绵块的俯视图。
43.图中:1、成型箱;2、混溶机构;21、上石墨烯柱组件;211、圆筒;212、旋转隔离框架;213、石墨烯块;22、下石墨烯柱;23、气缸;24、熔融组件;241、外筒;242、端盖;243、线圈;244、导电片;245、接线座;25、支撑座;26、第一电机;27、驱动轴;28、第一锥齿轮组;29、支撑组件;291、弹簧管;292、支撑杆;293、弹簧;294、钢珠;210、环管;3、风冷机构;31、内风筒;32、吹风口;33、第一外风筒;34、第二外风筒;35、导风管;36、外充气管;37、内充气管;38、导气罩;39、充气环管;310、出气管;4、集气罩;5、保护罩;6、收卷架;7、第二电机;8、金属丝推送组件;81、定位架;82、尖齿轮;83、平齿轮;84、马达;9、筛分机构;91、支撑筒;92、筛盘;93、转轴;94、第三电机;95、第二锥齿轮组;96、斜板;10、底座;11、筛分箱;12、出料槽;13、风机;14、滤罩;15、控制面板;16、气泵;17、金属丝;18、漏料孔;19、三角海绵块;20、收集斗;201、缓冲海绵垫。
具体实施方式
44.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
45.请参阅图1
‑
2,本发明提供一种技术方案:一种石墨烯复合金属颗粒的生产工艺,包括以下步骤:
46.步骤一、上料:利用金属丝推送组件8将金属丝17推送进加工设备内部;
47.步骤二、石墨烯混溶:金属丝17被推进加工设备内部后,利用混溶机构2将金属丝17底端融化,并将研磨下的石墨烯粉末混溶进金属熔液中再甩出;
48.步骤三、石墨烯金属冷却成型:石墨烯金属熔液甩出后,通过风冷机构3风冷快速凝固成型;
49.步骤四、尺寸分类:成型后的金属颗粒经过筛分机构9多重筛分,按颗粒大小分类收集;
50.请参阅图1、3
‑
7,该加工设备包括安装有混溶机构2的成型箱1,混溶机构2包括上石墨烯柱组件21和下石墨烯柱22,且上石墨烯柱组件21和下石墨烯柱22的接触面呈锥形结构,下石墨烯柱22的下方设置有支撑座25,且支撑座25内腔的底部固定连接有第一电机26,下石墨烯柱22的中心固定连接有贯穿至支撑座25内部的驱动轴27,第一电机26与驱动轴27之间通过第一锥齿轮组28啮合传动,且驱动轴27与其上锥齿轮之间通过键与键槽滑动连接,支撑座25的顶部贯穿固定连接有承托下石墨烯柱22的多组支撑组件29。
51.上石墨烯柱组件21包括顶部与成型箱1内壁顶部固定连接的圆筒211,且圆筒211的内部固定连接有旋转隔离框架212,工作时旋转隔离框架212底部与下石墨烯柱22顶部之间留有间距,旋转隔离框架212将圆筒211内腔均匀分为若干个腔体,且每个腔体内部均滑动连接有石墨烯块213,分体的石墨烯块213与下石墨烯柱22摩擦,相对于平整面的研磨,其还有边缘剐蹭的效果,出粉量更大,成型箱1的顶部且位于各个石墨烯块213的顶部均固定连接有气缸23,气缸23的输出端贯穿成型箱1的顶部且抵接在石墨烯块213顶部,多个气缸23顶端的出气口之间通过环管210连通,成型箱1的正面固定连接有控制面板15和气泵16,且气泵16的出气口通过连接管17与环管210连通,通过将上石墨烯柱分成圆筒211、旋转隔离框架212和石墨烯块213三部分结构,使石墨烯块213底部形成旋转隔离框架212截面匹配的凹槽,凹槽内可容纳金属熔液,进而使石墨烯块213与下石墨烯柱22压紧研磨时,熔液也可顺畅流出,改变旋转隔离框架212的厚度和高度,还可改变形成的金属颗粒的规格,通用性强。
52.混溶机构2还包括贯穿固定连接在设置在成型箱1顶部中心且插入旋转隔离框架212内部的熔融组件24,熔融组件24包括套设在金属丝17外部的外筒241,外筒241的底端固定连接有端盖242,且端盖242内部绕接有线圈243,外筒241两侧的内部均固定连接有导电片244,且两个导电片244的底端分别与线圈243的两端电性连接,外筒241两侧的顶端均固定连接有与导电片244电性连接的接线座245,通过设置混溶机构2,利用电磁加热的方式可快速融化金属丝17,相对于现有技术利用电火花冲击的方式,其效率更高,可匹配研磨方式产生的大量石墨烯微粒,使石墨烯复合金属颗粒产量更大。
53.支撑组件29包括固定连接在支撑座25内表面顶部的弹簧管291,且弹簧管291的顶部滑动连接有贯穿支撑座25顶部的支撑杆292,支撑杆292的表面套设有弹簧293,且支撑杆292的顶端转动连接有钢珠294,下石墨烯柱22的底部固定套设有压在钢珠294顶部的托接盘。
54.请参阅图1
‑
2和8,风冷机构3包括固定连接在成型箱1内腔底部且套设在下石墨烯柱22外部的内风筒31,内风筒31的侧壁向外开设有向上倾斜的吹风口32,成型箱1内腔的外围从内到外依次固定连接有第一外风筒33和第二外风筒34,第一外风筒33外表面和成型箱1内表面之间斜向固定连接有若干组导风管35,导风管35设置有多层,每层环向设置有多个,且每层多个导风管35在水平面上同向倾斜设置,与径向方向形成一定夹角,竖直面上向第一外风筒33内侧上方倾斜,导风管35位于第二外风筒34外部一段的侧面开设有进风口,成型箱1左右两侧的底部均连通有外充气管36,内风筒31底部的中心连通有内充气管37,内风筒31内腔的底部固定连接有连通内风筒31侧壁和内充气管37的导气罩38,内充气管37的后端贯穿至成型箱1外部且与外充气管36底端之间连通有充气环管39,充气环管39内侧与筛分箱11外表面固定连接,筛分箱11的正面固定连接有风机13,风机13的出气口通过出气管310与充气环管39底部连通,风机13的进气口固定连接有滤罩14,通过在混溶机构2下方设置风冷机构3,在金属熔液甩出后,利用风冷的方式,可加快冷却凝固的速度,使其在落地前即可凝固,同时风冷机构3可形成向上螺旋的气流,可延长石墨烯复合金属颗粒下落的时间,使其凝固的更彻底,避免落下后摔变形,保证了产品质量。
55.成型箱1的顶部固定连接有套设在气缸23外部的集气罩4,且集气罩4顶部的中心向上延伸且套设在金属丝17外部,成型箱1的顶部固定连接有罩在熔融组件24外部的保护
罩5,成型箱1的顶部且位于保护罩5内侧开设有多个通孔,通过在成型箱1顶部设置集气罩4,在冷风对金属熔液冷却而吸收热量后,最终可从集气罩4排出,在排出时可对金属丝17进行简单预热,提高其热能,可延长其熔化的效率,合理的利用了多余的热量,还可提高加工效率。
56.成型箱1的右侧固定连接有卷绕金属丝17的收卷架6,且收卷架6正面固定连接有驱动内部收卷辊转动的第二电机7,金属丝推送组件8包括固定连接在环管210顶部且套在金属丝17外部的定位架81,定位架81内部且位于金属丝17的两侧均转动连接有尖齿轮82,且两个尖齿轮82的后侧均同轴固定连接有相啮合的平齿轮83,定位架81的正面固定连接有驱动左侧尖齿轮82和平齿轮83转动的马达84,通过设置金属丝推送组件8,可利用尖齿轮82挤压传送的方式,将金属丝17推送到熔融组件24,使其可持续工作,无需人工上料,工作效率高且使用更轻松方便。
57.请参阅图9,成型箱1的底部且位于第一外风筒33和内风筒31之间环向等距开设有若干个漏料孔18,成型箱1内腔的底部且位于漏料孔18之间粘贴有三角海绵块19,成型箱1的底部固定连接有罩住若干个漏料孔18的收集斗20,且收集斗20的中心开设有通孔,收集斗20的内表面粘贴有缓冲海绵垫201,通过在风冷机构3下方设置三角海绵块19,在金属颗粒排出成型箱1后,在下方再设置带有缓冲海绵垫201的收集斗20,可对刚成型的金属颗粒进行缓冲保护,进一步避免了其表面摔变形,有效的保证了产品质量。
58.请参阅图2,成型箱1的底部固定连接有筛分箱11,且筛分箱11的底部固定连接有底座10,筛分机构9安装在底座10的顶部,筛分机构9包括内外三层支撑筒91,且三层支撑筒91的顶部均转动连接有上下三层孔径逐渐减小的筛盘92,三个筛盘92的中心固定连接有与底座10顶部中心转动连接的转轴93,底座10的顶部固定连接有第三电机94,且第三电机94的输出端通过第二锥齿轮组95与转轴93啮合传动,三层支撑筒91和筛分箱11的内表面之间均固定连接有斜板96,且四个斜板96分别向四个方向倾斜,三层支撑筒91和筛分箱11的外表面且位于斜板96低端均固定连通有延伸至筛分箱11外部的出料槽12,通过设置筛分机构9,可进行三重筛分,进而筛分出四种规格的石墨烯金属颗粒,并可从不同方向分别排出,筛分结构简单直接,相对于现有技术的离心筛分装置,其筛分效果直接明显,还可降低颗粒碰撞的几率,也可保证产品质量。
59.同时本说明书中未作详细描述的内容均属于本领域技术人员公知的现有技术,且各电器的型号参数不作具体限定,使用常规设备即可。
60.使用时,先启动设备,第二电机7带动收卷架6内的收卷辊转动,将金属丝17放出,然后拉动金属丝17将其穿过金属丝推送组件8塞进熔融组件24内,金属丝推送组件8的马达84带动左侧平齿轮83及其上尖齿轮82转动,并利用相啮合的平齿轮83带动另一个尖齿轮82转动,将金属丝17主动推进熔融组件24内。
61.金属丝17进入熔融组件24内,线圈243通电产生磁场,使金属丝17底端快速融化;同时第一电机26通过第一锥齿轮组28带动驱动轴27转动,进而带动下石墨烯柱22转动,与石墨烯块213产生摩擦,进而产生细微石墨烯微粒,并使其混进金属熔液中,然后在石墨烯块213与旋转隔离框架212底部之间的通道内初步成型,最后向外侧甩出,气泵16通过连接管17向环管210内充气,使多根气缸23一起下压石墨烯块213,使其弥补损耗量,而支撑组件29内的弹簧293上推支撑杆292,使其上推托接盘和下石墨烯柱22来弥补下石墨烯柱22的损
耗。
62.风机13通过出气管310向充气环管39内充气,使冷空气部分通过外充气管36进入第二外风筒34与成型箱1之间的空腔内,然后空气进入导风管35内,经过导风管35的导流而向斜上方进入第一外风筒33内侧,产生螺旋向上的气流,同时另一部分空气通过内充气管37和导气罩38进入内风筒31内,然后通过吹风口32向斜上方吹出形成上升气流,对落下的金属熔液进行冷却使其凝固,同时对其进行缓冲减速,使其低速落下到成型箱1内腔底部,同时升温的空气进入集气罩4内,最后从顶部中间向上排出,并对其中的金属丝17进行预热。
63.部分金属颗粒直接穿过漏料孔18落到下方,部分落到三角海绵块19上也可进行缓冲,最后全部落进收集斗20内,并利用缓冲海绵垫201进行二次缓冲,然后金属颗粒从中心落到筛分机构9顶部,第三电机94通过第二锥齿轮组95带动转轴93转动,进而带动三层筛盘92一起转动,金属颗粒经过三层筛盘92筛分,不同尺寸的颗粒从四侧的出料槽12分别排出进行收集。
64.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
65.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。