1.本实用新型涉及一种夹具,尤其涉及一种应用于轴承生产用双端面磨床夹具。
背景技术:
2.双端面磨床是一种高效率的平面加工机床,在一次加工过程同时磨削出两个平行端面,采用双端面磨床,能快速提升轴承内、外套圈端面的加工效率,目前,现有标配的双端面磨床上,没有设置轴承内、外套圈夹具,没法用现有双端面磨床直接加工轴承内、外套圈端面。
技术实现要素:
3.本实用新型所要解决的技术问题是:提供一种应用于轴承生产用双端面磨床夹具,解决了现有标配的双端面磨床上,没有设置轴承内、外套圈夹具,没法用现有双端面磨床直接加工轴承内、外套圈端面的问题。
4.本实用新型为解决上述提出的问题所采用的技术方案是:
5.一种应用于轴承生产用双端面磨床夹具,包括双端面磨床本体1、砂轮101、放置平台102,双端面磨床本体1中部设置两个砂轮101,所述双端面磨床本体1后部设置放置平台102,还包括连接板2、导向块3、导向板4、凹槽a401、支撑板a5、油缸6、导向杆7、支撑板b8、压紧块9、凹槽b901、内六角螺栓10、手电钻11、六角块12,连接板2前侧壁与所述放置平台102后侧壁固定连接,所述连接板2上表面前部固定设置导向块3,所述导向块3上滑动贯穿导向板4,位于导向块3前侧导向板4的上表面前部开设凹槽a401,所述连接板2上表面后部固定设置支撑板a5,所述支撑板a5后侧壁固定设置油缸6,所述油缸6的主轴滑动贯穿支撑板a5,所述油缸6主轴端与所述导向板4后侧壁固定连接,所述导向板4上表面后部固定设置导向杆7,导向杆7滑动贯穿支撑板b8,所述支撑板b8中部贯穿螺接内六角螺栓10,所述内六角螺栓10下端与所述导向板4旋转连接,所述支撑板b8前端固定设置压紧块9,所述压紧块9下表面开设凹槽b901,且所述凹槽b901与所述凹槽a401相对设置,所述双端面磨床本体1一侧放置手电钻11,所述手电钻11主轴端固定设置六角块12,所述六角块12可配合插入所述内六角螺栓10上的沉孔内。
6.所述的凹槽a401右侧设置固定在放置平台102上的限位板13,且所述限位板13左侧壁略偏向右侧的所述砂轮101左侧壁右侧,便于快速把轴承圈定位放置凹槽a401上。
7.所述的双端面磨床本体1、连接板2下部之间固定设置加强板14,加强板14防止连接板2后部下沉。
8.本实用新型的工作原理:开启双端面磨床本体,双端面磨床本体上的砂轮旋转,把需要磨削的轴承内圈或外圈放置在导向板上开设的凹槽a上,轴承圈右侧壁紧贴限位板左侧壁,六角块插入内六角螺栓上的沉孔内,顺时针开启手电钻,手电钻主轴带动六角块顺时针旋转,支撑板b后部经导向杆导向下行,支撑板b带动压紧块下行,压紧块上的凹槽b把轴承圈压紧在导向板上的凹槽a上,手电钻远离内六角螺栓,前伸油缸,油缸主轴带动导向板,
导向板沿导向块向前滑动,导向板带动轴承圈向前运行并经两个砂轮磨削,磨削结束后,回缩油缸,油缸主轴带动导向板,导向板沿导向块向后滑动至初始位置,六角块插入内六角螺栓上的沉孔内,逆时针开启手电钻,手电钻主轴带动六角块逆时针旋转,支撑板b后部经导向杆导向上行至初始位置,支撑板b带动压紧块上行至初始位置,压紧块上的凹槽b远离轴承圈,手电钻远离内六角螺栓,取下加工好的轴承圈。
9.本实用新型的有益效果在于:1、能用直接加工轴承内、外套圈端面。2、凹槽a右侧设置固定在放置平台上的限位板,且所述限位板左侧壁略偏向右侧的所述砂轮左侧壁右侧,便于快速把轴承圈定位放置凹槽a上。3、双端面磨床本体、连接板下部之间固定设置加强板,加强板防止连接板后部下沉。
附图说明
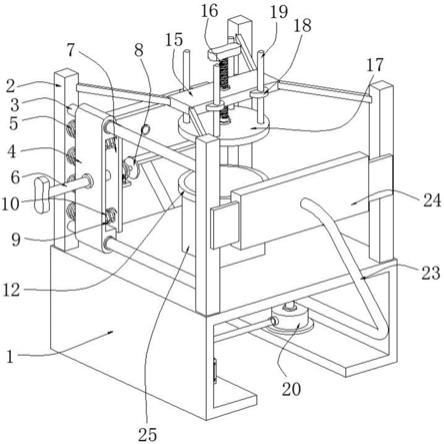
10.图1是本实用新型的结构示意图;
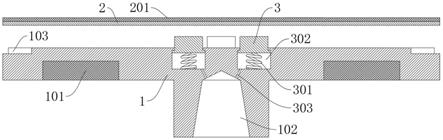
11.图2是本实用新型的主视图。
12.其中,1
‑
双端面磨床本体、101
‑
砂轮、102
‑
放置平台、2
‑
连接板、3
‑
导向块、4
‑
导向板、401
‑
凹槽a、5
‑
支撑板a、6
‑
油缸、7
‑
导向杆、8
‑
支撑板b、9
‑
压紧块、901
‑
凹槽b、10
‑
内六角螺栓、11
‑
手电钻、12
‑
六角块、13
‑
限位板、14
‑
加强板。
具体实施方式
13.下面结合附图进一步说明本实用新型的实施例。
14.参照图1
‑
2,本具体实施方式所述的一种应用于轴承生产用双端面磨床夹具,包括双端面磨床本体1、砂轮101、放置平台102,双端面磨床本体1中部设置两个砂轮101,所述双端面磨床本体1后部设置放置平台102,还包括连接板2、导向块3、导向板4、凹槽a401、支撑板a5、油缸6、导向杆7、支撑板b8、压紧块9、凹槽b901、内六角螺栓10、手电钻11、六角块12,连接板2前侧壁与所述放置平台102后侧壁固定连接,所述连接板2上表面前部固定设置导向块3,所述导向块3上滑动贯穿导向板4,位于导向块3前侧导向板4的上表面前部开设凹槽a401,所述连接板2上表面后部固定设置支撑板a5,所述支撑板a5后侧壁固定设置油缸6,所述油缸6的主轴滑动贯穿支撑板a5,所述油缸6主轴端与所述导向板4后侧壁固定连接,所述导向板4上表面后部固定设置导向杆7,导向杆7滑动贯穿支撑板b8,所述支撑板b8中部贯穿螺接内六角螺栓10,所述内六角螺栓10下端与所述导向板4旋转连接,所述支撑板b8前端固定设置压紧块9,所述压紧块9下表面开设凹槽b901,且所述凹槽b901与所述凹槽a401相对设置,所述双端面磨床本体1一侧放置手电钻11,所述手电钻11主轴端固定设置六角块12,所述六角块12可配合插入所述内六角螺栓10上的沉孔内。
15.所述的凹槽a401右侧设置固定在放置平台102上的限位板13,且所述限位板13左侧壁略偏向右侧的所述砂轮101左侧壁右侧,便于快速把轴承圈定位放置凹槽a401上。
16.所述的双端面磨床本体1、连接板2下部之间固定设置加强板14,加强板14防止连接板2后部下沉。
17.本具体实施方式的工作原理:开启双端面磨床本体,双端面磨床本体上的砂轮旋转,把需要磨削的轴承内圈或外圈放置在导向板上开设的凹槽a上,轴承圈右侧壁紧贴限位板左侧壁,六角块插入内六角螺栓上的沉孔内,顺时针开启手电钻,手电钻主轴带动六角块
顺时针旋转,支撑板b后部经导向杆导向下行,支撑板b带动压紧块下行,压紧块上的凹槽b把轴承圈压紧在导向板上的凹槽a上,手电钻远离内六角螺栓,前伸油缸,油缸主轴带动导向板,导向板沿导向块向前滑动,导向板带动轴承圈向前运行并经两个砂轮磨削,磨削结束后,回缩油缸,油缸主轴带动导向板,导向板沿导向块向后滑动至初始位置,六角块插入内六角螺栓上的沉孔内,逆时针开启手电钻,手电钻主轴带动六角块逆时针旋转,支撑板b后部经导向杆导向上行至初始位置,支撑板b带动压紧块上行至初始位置,压紧块上的凹槽b远离轴承圈,手电钻远离内六角螺栓,取下加工好的轴承圈。
18.本实用新型的有益效果在于:1、能用直接加工轴承内、外套圈端面。2、凹槽a右侧设置固定在放置平台上的限位板,且所述限位板左侧壁略偏向右侧的所述砂轮左侧壁右侧,便于快速把轴承圈定位放置凹槽a上。3、双端面磨床本体、连接板下部之间固定设置加强板,加强板防止连接板后部下沉。
19.本实用新型的具体实施例不构成对本实用新型的限制,凡是采用本实用新型的相似结构及变化,均在本实用新型的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。