1.本发明一种铸造模具免切割浇铸口属于浇铸配件领域,特别涉及模具浇铸过后、浇铸口的位置可以免切割。
背景技术:
2.浇铸口、一种用于防止铸造沙塌陷及铁水流入模具内部的漏斗。现有铸造企业在对沙箱浇铸时,大部分使用的是陶瓷材质的漏斗状浇铸口,在浇铸过后、浇铸口的位置留有铁桩、需要另行将其割掉,费工费时。因此,需要一种免切割浇铸口来替代现有的浇铸口。
技术实现要素:
3.本发明一种铸造模具免切割浇铸口解决了上述困难,采用圆锥形的座圈,在座圈的上面放置圆锥形的底漏、在底漏的底板上面设置溢漏孔、在底漏的上口的外侧两边对称部位设置d型的底漏支耳、在底漏的上面放置圆锥形的浇铸口、在浇铸口的底板上面设置过滤孔、在浇铸口的上口的外侧两边对称部位设置d型的浇铸口支耳,在浇铸时、工人将座圈和底漏及浇铸口放置在沙箱上面的中央、然后将铁水倒入浇铸口、铁水经过滤孔及溢漏孔流入沙箱内部、待浇铸完毕后工人使用卡钳卡住底漏支耳及浇铸口支耳使浇铸口旋转30-45
°
、过滤孔与溢漏孔之间彻底关闭将浇铸口与沙箱内部的铁水截断、然后快速将底漏及浇铸口一并提起后倒掉浇铸口里面的铁水、待铸件冷却后浇铸口的位置不会留下铁桩。
4.一种铸造模具免切割浇铸口,其特征是包括,座圈、底漏、底漏支耳、浇铸口、浇铸口支耳、溢漏孔、过滤孔;所述座圈为陶瓷制作的中空圆锥形、垂直设置于沙箱中央的铸造沙的上面,上下均为圆形开口,底部与铸造沙内部的聚苯乙烯模具连接;所述底漏为陶瓷制作的中空圆锥形、设置于座圈的里面,外壁的锥度与座圈内壁的锥度相等,外壁与座圈的内壁贴合,上口左右两边的外面分别水平对称设置了一个d型的底漏支耳,底板上面均匀对称垂直设置了4-6个直径相等的溢漏孔、溢漏孔的总面积<底板上面未开孔部位总面积的3/5;所述浇铸口为陶瓷制作的中空圆锥形、设置于底漏的里面,外壁的锥度与底漏内壁的锥度相等,外壁与底漏的内壁贴合,上口前后两边的外面分别水平对称设置了一个长方形的浇铸口支耳,底板上面均匀对称垂直设置了4-6个直径与溢漏孔相等的过滤孔、所有过滤孔均与正下方的溢漏孔对称且重合,底部与底漏底板的上面贴合。
5.有益效果:现有铸造企业在对沙箱浇铸时,大部分使用的是陶瓷材质的漏斗状浇铸口,在浇铸过后、浇铸口的位置留有铁桩、需要另行将其割掉,费工费时。一种铸造模具免切割浇铸口,在浇铸时、工人将座圈和底漏及浇铸口放置在沙箱上面的中央、然后将铁水倒入浇铸口、铁水经过滤孔及溢漏孔流入沙箱内部、待浇铸完毕后工人使用卡钳卡住底漏支耳及浇铸口支耳使浇铸口旋转30-45
°
、过滤孔与溢漏孔之间彻底关闭将浇铸口与沙箱内部的铁水截断、然后快速将底漏及浇铸口一并提起后倒掉浇铸口里面的铁水、待铸件冷却后
浇铸口的位置不会留下铁桩。
附图说明
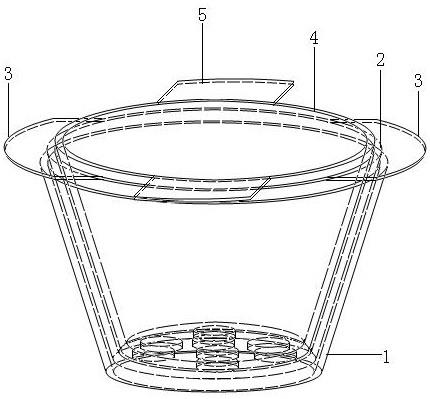
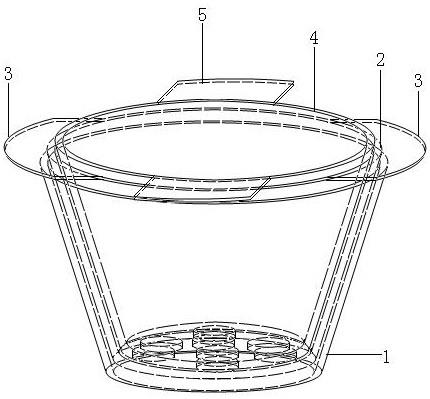
6.图1为一种铸造模具免切割浇铸口的结构示意图;图2为座圈的结构示意图;图3为底漏、底漏支耳、溢漏孔的结构示意图;图4为浇铸口、浇铸口支耳、、过滤孔的结构示意图;以上附图中的标记为,座圈1、底漏2、底漏支耳3、浇铸口4、浇铸口支耳5、溢漏孔6、过滤孔7。
具体实施方式
7.现结合附图及附图标记、对本发明的形状、构造进行详细描述:一种铸造模具免切割浇铸口,其特征是包括,座圈1、底漏2、底漏支耳3、浇铸口4、浇铸口支耳5、溢漏孔6、过滤孔7;所述座圈1为陶瓷制作的中空圆锥形、垂直设置于沙箱中央的铸造沙的上面,上下均为圆形开口,底部与铸造沙内部的聚苯乙烯模具连接;所述底漏2为陶瓷制作的中空圆锥形、设置于座圈1的里面,外壁的锥度与座圈1内壁的锥度相等,外壁与座圈1的内壁贴合,上口左右两边的外面分别水平对称设置了一个d型的底漏支耳3,底板上面均匀对称垂直设置了4-6个直径相等的溢漏孔6、溢漏孔6的总面积<底板上面未开孔部位总面积的3/5;所述浇铸口4为陶瓷制作的中空圆锥形、设置于底漏2的里面,外壁的锥度与底漏2内壁的锥度相等,外壁与底漏2的内壁贴合,上口前后两边的外面分别水平对称设置了一个长方形的浇铸口支耳5,底板上面均匀对称垂直设置了4-6个直径与溢漏孔6相等的过滤孔7、所有过滤孔7均与正下方的溢漏孔6对称且重合,底部与底漏2底板的上面贴合。
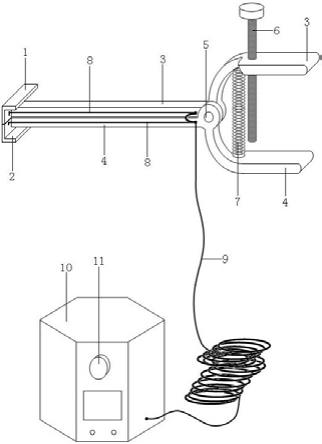
8.根据上述一种铸造模具免切割浇铸口在使用时,工人先向沙箱内部铺设铸造沙、然后放入聚苯乙烯模具、再向沙箱内部装填高于聚苯乙烯模具10cm的铸造沙并且震实,工人使用专用工具将铸造沙的中央挖出与浇铸口座圈外部直径相等的孔洞、然后放入座圈使座圈的底部与聚苯乙烯模具的表面结合、将座圈四周锤实、再将座圈内部的底部露出的聚苯乙烯模具表面隔热层用割刀清除干净、露出白色的聚苯乙烯,工人使用排刷将底漏的外部及内部和底板的上面均匀涂抹滑石粉浆、将底漏放置于座圈的里面、然后再将浇铸口放置于底漏的里面、工人认真检查过滤孔是否与溢漏孔为重合、若有偏差旋转浇铸口将过滤孔与溢漏孔完全重合,然后将浇铸锅里面的铁水准确倒入浇铸口、铁水经过滤孔及溢漏孔流入铸造沙的内部将聚苯乙烯模具融化形成铸件,待浇铸完毕后工人使用专用卡钳卡住底漏支耳及浇铸口支耳使浇铸口旋转30-45
°
(底漏及浇铸口上面为4个孔将浇铸口旋转45
°
、如果为6个孔将浇铸口旋转30
°
)、此时过滤孔与溢漏孔之间错位后过滤孔旁边的浇铸口底板将溢漏孔堵住、并且截断浇铸口内部的铁水与溢漏孔内部铁水之间的连接,然后工人快速使用专用工具将底漏及浇铸口一并提起后倒掉浇铸口里面的铁水,此时座圈里面的铁水会自行流动平整,待沙箱内部的铸件冷却后浇铸口的位置为平整状态、不会留下铁桩。
9.上述未详细描述部分为现有技术。
10.以上所述仅为本发明的常规揭示,并非对本发明作任何形式上的限制;凡熟悉本行业的技术人员在未脱离本发明的技术方案范围内、实施对以上所述技术作出的任何等同变化的调整、修饰与演变等,均仍属于本发明的技术方案的保护范围内。
技术特征:
1.一种铸造模具免切割浇铸口,其特征是包括,座圈、底漏、底漏支耳、浇铸口、浇铸口支耳、溢漏孔、过滤孔;所述座圈为陶瓷制作的中空圆锥形、垂直设置于沙箱中央的铸造沙的上面,上下均为圆形开口,底部与铸造沙内部的聚苯乙烯模具连接;所述底漏为陶瓷制作的中空圆锥形、设置于座圈的里面,外壁的锥度与座圈内壁的锥度相等,外壁与座圈的内壁贴合,上口左右两边的外面分别水平对称设置了一个d型的底漏支耳,底板上面均匀对称垂直设置了4-6个直径相等的溢漏孔、溢漏孔的总面积<底板上面未开孔部位总面积的3/5;所述浇铸口为陶瓷制作的中空圆锥形、设置于底漏的里面,外壁的锥度与底漏内壁的锥度相等,外壁与底漏的内壁贴合,上口前后两边的外面分别水平对称设置了一个长方形的浇铸口支耳,底板上面均匀对称垂直设置了4-6个直径与溢漏孔相等的过滤孔、所有过滤孔均与正下方的溢漏孔对称且重合,底部与底漏底板的上面贴合。
技术总结
本发明一种铸造模具免切割浇铸口属于浇铸配件领域,在座圈的上面放置圆锥形的底漏、在底漏的底板上面设置溢漏孔、在底漏的上口的外侧两边对称部位设置D型的底漏支耳、在底漏的上面放置圆锥形的浇铸口、在浇铸口的底板上面设置过滤孔、在浇铸口的上口的外侧两边对称部位设置D型的浇铸口支耳,工人将座圈和底漏及浇铸口放置在沙箱上面的中央、然后将铁水倒入浇铸口、铁水经过滤孔及溢漏孔流入沙箱内部、待浇铸完毕后工人使用卡钳卡住底漏支耳及浇铸口支耳使浇铸口旋转30-45
技术研发人员:高龙生 吴刚 何毅
受保护的技术使用者:湖北卡斯工业科技有限公司
技术研发日:2020.05.17
技术公布日:2021/11/23
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。