1.本实用新型属于汽配零件模具制造领域,具体涉及一种汽车中央通道后横梁冲压模具组。
背景技术:
2.国内汽车工业的高速发展对模具工业提出了越来越高的要求,也为其发展提供了巨大动力。在这种行业背景下,如何抓住机遇,应对市场,就看哪家企业在技术实力上更强,在产品质量上更好,在企业竞争力上更高。汽车中央通道后横梁为汽车的一个重要部件,一般采用冲压模具进行生产,中央通道后横梁在形状以及结构上有特殊要求,其中,一种通道横梁整体呈长方形形状,横梁四边向下折弯,横梁四个角有缺口,中间部分为凹槽,该凹槽凹面设置一通孔,横梁整体结构复杂,在生产时生产质量和效率低。
技术实现要素:
3.本实用新型目的是提供一种能够快速稳定生产一种汽车中央通道后横梁的模具套,以解决该种汽车中央通道后横梁生产效率和质量低的问题。
4.为解决上述技术问题,根据本实用新型的一个方面,本实用新型提供了如下技术方案:一种汽车中央通道后横梁冲压模具组,包括落料模具、成型模具和冲孔模具,所述落料模具包括落料模具下模板、落料模具凸模垫板、落料模具凸模、压料板、落料模具凹模、落料模具冲头固定板、落料模具冲头垫板、落料模具上模板,所述落料模具凸模垫板安装在落料模具下模板上方、落料模具凸模安装在所述落料模具凸模垫板上方,所述压料板安装在落料模具凸模上方,所述落料模具凹模安装在压料板上方,所述落料模具冲头固定板安装在落料模具凹模上方,所述落料模具冲头垫板与所述落料模具凹模连接固定,所述落料模具冲头垫板安装在落料模具上模板下方,所述落料模具冲压出的工件呈十字形,十字形的四个凹角凹向十字交叉点且凹的边缘为弧形。所述成型模具包括成型模具下模板、成型模具凹模、成型模具凹模垫板、凹模框、成型模具凸模和成型模具上模板,所述成型模具凹模垫板安装在成型模具下模板上方,所述成型模具凹模安装在成型模具凹模垫板上方,凹模框安装在所述成型模具凹模外围,所述成型模具凸模安装在成型模具凹模上方,所述成型模具上模安装在成型模具凸模上方,所述成型模具凸模的凸起部分形状相互对称,冲压出的工件形状具有四个侧边和翻边。所述冲孔模具包括冲孔模具下模板、冲孔模具凸模、冲孔模具压料板、冲头固定板、冲头垫板和冲孔模具上模板,所述冲孔模具凸模安装在孔模具下模板上方,所述冲孔模具压料板安装在冲孔模具凸模上方,所述冲头固定板安装在冲孔模具压料板上方,所述冲孔模具上模板安装在冲头固定板上方,冲孔模具上模板与冲头固定板设置冲头垫板,所述冲孔模具凸模中央设置有一个方形冲孔,冲孔四周设置有侧边。
5.作为本实用新型所述汽车中央通道后横梁冲压整体工序模具的一种优选方案,所述落料模具凸模垫板上设置有十二个弹簧孔,所述弹簧孔直径为42mm,整体布局呈椭圆形。
6.作为本实用新型所述汽车中央通道后横梁冲压整体工序模具的一种优选方案,所
述落料模具凸模和落料模具凹模为长方形,宽度为340mm,长度为450mm。
7.作为本实用新型所述汽车中央通道后横梁冲压整体工序模具的一种优选方案,所述成型模具凹模包括凹模镶块和退料芯,所述退料芯安装在所述凹模镶块下方,所述退料芯上端穿入凹模镶块的工件槽底部与工件槽相通。
8.作为本实用新型所述汽车中央通道后横梁冲压整体工序模具的一种优选方案,所述成型模具凹模整体形状为长方形,长度为330mm,宽度为 260mm。
9.作为本实用新型所述汽车中央通道后横梁冲压整体工序模具的一种优选方案,所述成型模具上模板和下模板为长方形,长度为640mm,宽度为420mm。
10.作为本实用新型所述汽车中央通道后横梁冲压整体工序模具的一种优选方案,所述冲孔模具上模板和下模板为长方形,长度为450mm,宽度为360mm。
11.作为本实用新型所述汽车中央通道后横梁冲压整体工序模具的一种优选方案,所述冲孔模具凸模为正方形,边长为250mm。
12.作为本实用新型所述汽车中央通道后横梁冲压整体工序模具的一种优选方案,所述成型模具下模板下方安装有垫脚,垫脚下方设置托板。
13.本实用新型的有益效果:本实用新型提供了一种汽车中央通道后横梁冲压模具组,该工序模具设布局设计合理,工序简单,能有效的提高汽车中央通道后横梁的生产质量和效率。
附图说明
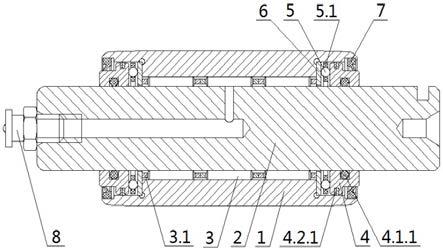
14.图1是本实用新型所述落料模具的结构示意图;
15.图2是本实用新型所述落料模具凸模垫板的示意图;
16.图3是本实用新型所述落料模具凸模的示意图;
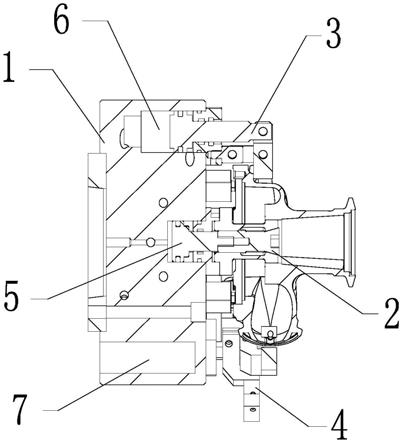
17.图4是本实用新型所述成型模具的结构示意图;
18.图5是本实用新型所述成型模具的截面示意图;
19.图6本实用新型所述成型模具凹模框的示意图;
20.图7本实用新型所述成型模具凹模镶块的正视图;
21.图8本实用新型所述成型模具凹模镶块的俯视图;
22.图9本实用新型所述冲孔模具的结构示意图;
23.图9本实用新型所述冲孔模具的结构示意图;
24.图10本实用新型所述冲孔模具凸模的示意图;
25.附图标记:1
‑
落料模具上模板,2
‑
落料模具冲头垫板,3
‑
落料模具冲头固定板,4
‑
落料模具凹模,401
‑
弹簧孔,5
‑
压料板,6
‑
落料模具凸模,7
‑
落料模具凸模垫板,8
‑
落料模具下模板,11
‑
成型模具上模板,21
‑
成型模具凸模,31
‑
成型模具凹模,311
‑
凹模框,312
‑
凹模镶块,313
‑
退料芯, 41
‑
成型模具凹模垫板,51
‑
成型模具下模板,61
‑
垫脚,71
‑
托板,12
‑
冲孔模具上模板,22
‑
冲头垫板,32
‑
冲头固定板,42
‑
冲孔模具压料板,52
‑
冲孔模具凸模,62
‑
冲孔模具下模板。
具体实施方式
26.在本部分以及本技术的说明书摘要和实用新型名称中可能会做些简化或省略以
避免使本部分、说明书摘要和实用新型名称的目的模糊,而这种简化或省略不能用于限制本实用新型的范围。
27.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。
28.如图1至10所示的一种汽车中央通道后横梁冲压模具组,包括包括落料模具、成型模具和冲孔模具。
29.所述落料模具包括落料模具下模板8、落料模具凸模垫板7、落料模具凸模6、压料板5、落料模具凹模4、落料模具冲头固定板3、落料模具冲头垫板2、落料模具上模板1,所述落料模具凸模垫板7安装在落料模具下模板8上方、落料模具凸模6安装在所述落料模具凸模垫板7上方,所述压料板5安装在落料模具凸模6上方,所述落料模具凹模4安装在压料板5上方,所述落料模具冲头固定板3安装在落料模具凹模4上方,所述落料模具冲头垫板2与所述落料模具凹模4连接固定,所述落料模具冲头垫板2安装在落料模具上模板1下方,所述落料模具冲压出的工件呈十字形,十字形的四个凹角凹向十字交叉点且凹的边缘为弧形。
30.所述成型模具包括成型模具下模板51、成型模具凹模31、成型模具凹模垫板41、凹模框311、成型模具凸模21和成型模具上模板11,所述成型模具凹模垫板41安装在成型模具下模板51上方,所述成型模具凹模 31安装在成型模具凹模垫板上41方,凹模框311安装在所述成型模具凹模31外围,所述成型模具凸模21安装在成型模具凹模31上方,所述成型模具上模板11安装在成型模具凸模21上方,所述成型模具凸模21的凸起部分形状相互对称,冲压出的工件形状具有四个侧边和翻边。
31.所述冲孔模具包括冲孔模具下模板62、冲孔模具凸模52、冲孔模具压料板42、冲头固定板32、冲头垫板22和冲孔模具上模板12,所述冲孔模具凸模52安装在孔模具下模62板上方,所述冲孔模具压料板42安装在冲孔模具凸模52上方,所述冲头固定板32安装在冲孔模具压料板 42上方,所述冲孔模具上模板12安装在冲头固定板32上方,冲孔模具上模板12与冲头固定板32设置冲头垫板22,所述冲孔模具凸模52中央设置有一个方形冲孔,冲孔四周设置有侧边。
32.优选的,所述落料模具凸模垫板7上设置有十二个弹簧孔,所述弹簧孔直径为42mm,整体布局呈椭圆形。
33.优选的,所述落料模具凸模6和落料模具凹模4为长方形,宽度为 340mm,长度为450mm。
34.优选的,所述成型模具凹模31包括凹模镶块312和退料芯313,所述退料芯313安装在所述凹模镶块312下方,所述退料芯313上端穿入凹模镶块312的工件槽底部与工件槽相通。
35.优选的,所述成型模具凹模31整体形状为长方形,长度为330mm,宽度为260mm。
36.优选的,所述成型模具上模板11和成型模具下模板51为长方形,长度为640mm,宽度为420mm。
37.优选的,所述冲孔模具上模板12和冲孔模具下模板62为长方形,长度为450mm,宽度为360mm。
38.优选的,所述冲孔模具凸模52为正方形,边长为250mm。
39.优选的,所述成型模具下模板51下方安装有垫脚61,垫脚下方设置托板71。
40.本实用新型提供了一种汽车中央通道后横梁冲压模具组,该工序模具设布局设计合理,工序简单,能有效的提高汽车中央通道后横梁的生产质量和效率。
41.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。