一种pcba主板焊锡用浮动隔离式气流散热方法
技术领域
1.本发明涉及pcba主板领域,具体涉及pcba主板焊锡领域,特别涉及一种pcba主板焊锡用浮动隔离式气流散热方法。
背景技术:
2.pcba主板在生产过程中,一般是将二极管、三极管、电阻、电容、传感器等元器件的针脚插入pcba主板上的插孔内,在通过焊锡操作将元器件焊接在pcba主板上上,焊接过程中,焊锡是通过高温进行熔化,故而pcba主板以及元器件本身有时会产生烧焦损坏的情况,而且概率不低,因此,需要在焊锡过程中对pcba主板以及元器件进行散热,但直接对pcba主板的板面进行散热,会影响焊锡温度,使得焊锡过程受到影响,并且还会影响焊点的质量,因此,本发明提出了一种pcba主板焊锡用浮动隔离式气流散热方法,针对元器件本身进行散热,元器件本身与针脚是位于pcba主板的两侧,针对元器件本身进行散热,不仅不会对焊接过程造成影响,还能够快速降低焊接点处的温度,避免pcba主板、元器件本身受到损坏以及加快焊接点的凝固。
技术实现要素:
3.为解决现有技术的不足,本发明提供了一种pcba主板焊锡用浮动隔离式气流散热方法,针对元器件本身进行散热,元器件本身与针脚是位于pcba主板的两侧,针对元器件本身进行散热,不仅不会对焊接过程造成影响,还能够快速降低焊接点处的温度,避免pcba主板、元器件本身受到损坏以及加快焊接点的凝固。
4.为实现上述技术目的,本发明所采用的技术方案如下。
5.一种pcba主板焊锡用浮动隔离式气流散热方法,其步骤在于:
6.s1:根据pcba主板的尺寸调整安装在主架上的pcba承托装置的承托区距离,使承托区与pcba主板尺寸匹配;
7.s2:将pcba主板放置在pcba承托装置的承托区内;
8.s3:安装在主架上的散热装置包括安装在主架上的安装架以及安装在安装架上的三维移位机构与散热机构,在安装在主架上的焊锡装置移动至与待焊接元器件的针脚接触的同时,通过三维移位机构运行牵引散热机构移动,使pcba主板上待焊接的元器件位于散热机构的散热区内;
9.s4:所述的散热机构包括安装构件、进风构件、排风构件、抽吸构件,在焊锡装置对元器件针脚进行焊接的同时,抽吸构件中的高压风机a运行通过进风构件向散热区内提供散热风力,同时抽吸构件中的高压风机b运行通过排风构件将散热区内的热空气抽吸排走,在元器件的周围形成了一股由上至下的持续气流,气流带走元器件上因焊接产生的热量。
10.进一步的,所述的pcba承托装置包括间距调整机构与安装在主架上的固定架,间距调整机构包括承托构件,承托构件包括水平安装在固定架上的丝杆d与调整电机,调整电机与丝杆d动力连接,丝杆d的外部螺纹安装有连接支架,连接支架与固定架构成引导方向
平行于丝杆d轴向的滑动导向配合,连接支架朝向承托区的一侧设置有承托台;
11.所述的承托构件沿丝杆d的轴向设置有两组且两组承托构件对称布置,两组承托构件中的承托台之间的区域为pcba主板的承托区。
12.进一步的,所述的承托台的上端面设置有安装槽,安装槽内设置有输送构件与输送电机,输送构件为输送带结构,输送构件的输送方向平行于地面并垂直于丝杆d的轴向,输送电机与输送构件的输入端动力连接。
13.进一步的,上述步骤s1中的承托区调整步骤:
14.s11:调整电机运行驱使丝杆d转动,丝杆d转动牵引连接支架与承托台沿丝杆d的轴向移动;
15.s12:当两组承托构件中的承托台之间距离与pcba主板尺寸匹配时,调整电机停止运行;
16.上述步骤s2中的pcba主板放置步骤:
17.s21:将pcba主板放置在两个承托台之间,当pcba主板与输送构件接触后,输送电机运行通过输送构件牵引pcba主板移动;
18.s22:当pcba主板移动至预设位置时,输送电机停止运行。
19.进一步的,所述的散热装置包括安装在主架上的安装架以及安装在安装架上的三维移位机构与散热机构,散热机构安装在三维移位机构上并且三维移位机构用于牵引散热机构移动并使待焊接的元器件位于散热机构的散热区内,散热机构用于对元器件本身进行散热处理;
20.所述的散热机构包括安装构件、进风构件、排风构件、抽吸构件;
21.所述的安装构件包括安装在三维移位机构上的支撑支架,所述的排风构件包括竖直安装在支撑支架上的排风管,排风管的顶端同轴设置有呈漏斗结构的排风罩,排风罩的外圆面开设有避让缺口,避让缺口沿排风罩的圆周方向阵列设置有两个;
22.所述的安装构件还包括转轴、主轴、连接轴,转轴同轴套设在排风管的外部,主轴与连接轴均同轴套设在转轴的外部,且主轴的顶端与连接轴的底端连接;
23.所述的支撑支架上还安装有驱动电机a与驱动电机b,驱动电机a与转轴之间设置有用于实现两者之间动力传递的动力传递件a,驱动电机b与主轴之间设置有用于实现两者之间动力传递的动力传递件b,动力传递件a与动力传递件b的传动比相同。
24.进一步的,所述的连接轴的顶端设置有外置台阶,所述的进风构件包括进风组件与调整组件;
25.所述的调整组件包括安装在外置台阶上的连接座与安装在连接座上的调整部件,调整部件沿连接轴的径向设置有两组且两组调整部件对称布置;
26.所述的调整部件包括沿连接轴径向安装在连接座上的丝杆e,丝杆e的外部螺纹安装有承托座,承托座与连接座构成引导方向平行于丝杆e轴向的滑动导向配合,承托座的上端面向上延伸有连接体,连接体为内部中空的壳体结构,连接体朝向排风罩的侧面设置有出气接头,出气接头的末端穿过避让缺口位于排风罩内,出气接头的末端设置有吹风头,吹风头与连接体通过出气接头相互接通,吹风头背离出气接头的侧面开设有若干吹风孔,吹风头的顶端位于排风罩的上方;
27.两组调整部件中的吹风头之间的区域为散热区;
28.两组调整部件中的丝杆e与转轴之间通过动力连接件动力连接,动力连接件为锥齿轮组结构;
29.所述的进风组件包括连接主管,连接主管为同轴套设在连接轴外部的环形管道结构,连接主管的外圆面设置有进气嘴与出气嘴;
30.所述的连接体的侧面还设置有进气接头,进气接头与出气嘴之间设置有用于实现两者接通的连接支管,连接支管与出气嘴对应调整部件设置有两组。
31.进一步的,所述的抽吸构件包括高压风机a与高压风机b,高压风机a的出风端与进气嘴之间设置有用于实现两者接通的进风管道,高压风机b的进风端与排风管的底端之间设置有用于实现两者接通的出风管道,高压风机b的出风端连接有排放管道,排放管道远离高压风机a的进风端。
32.进一步的,上述步骤s3中的pcba主板上待焊接元器件位于散热机构散热区内的步骤:
33.s31:驱动电机a通过动力传递件a驱使转轴转动,转轴通过动力连接件驱使两组调整部件中的丝杆e转动,丝杆e转动牵引两组调整部件中的吹风头做相互远离或相互靠近的运动,使两个吹风头之间的散热区与待焊接的元器件匹配;
34.s32:三维移位机构运行驱使散热机构移动,使待焊接的元器件位于散热区内。
35.进一步的,上述步骤s4中的散热区内的元器件散热步骤:
36.s41:高压风机a运行通过吹风头向位于散热区内的元器件提供风力,高压风机b运行通过排风罩对散热区内的热空气进行抽吸排出,在高压风机a与高压风机b的配合运行下,在元器件的周围形成了一股由上至下的持续气流,气流带走元器件的热量;
37.s42:高压风机a与高压风机b运行的同时,驱动电机a与驱动电机b运行;
38.驱动电机b通过动力传递件b驱使主轴转动九十度,进而驱使两组调整部件、进风组件同步转动九十度,驱动电机b反向运行驱使主轴、两组调整部件、进风组件反转一百八十度;
39.在调整部件跟随主轴转动的过程中,丝杆e绕转轴公转的同时丝杆e发生自转,通过驱动电机b运行驱使转轴转动,抵消丝杆e的自转。
40.本发明与现有技术相比,有益效果在于:
41.1、本发明针对元器件本身进行散热,不仅不会对焊接过程造成影响,还能够快速降低焊接点处的温度,避免pcba主板、元器件本身受到损坏以及加快焊接点的凝固;
42.2、本发明中用于放置pcba主板的两组承托构件之间的距离是可调的,故而可放置不同型号的pcba主板,即本方案适用不同型号的pcba主板;
43.3、pcba主板放置过程中,在pcba主板与输送构件接触后,通过输送构件牵引pcba主板移动,进而使pcba主板放置在承托区中,设置输送构件的意义在于,一方面辅助pcba主板的放置,另一方面,通过输送构件牵引pcba主板位于预设位置,起定位作用,另一方面,通过两组输送构件对pcba主板进行夹持,在焊接过程中,防止pcba主板发生偏移影响焊接结果;
44.4、在元器件位于散热区后,通过吹风头向元器件本身提供冷却风,通过排风罩将元器件周围的热空气抽走排出,故而在元器件本身的周围形成了一股由上至下的持续气流,该气流不与pcba主板接触,直接带走元器件本身的热量,在不影响焊接结果的同时,避
免pcba主板、元器件本身受到损坏以及加快焊接点的凝固;
45.另外,两组吹风头转动配合能够完成对元器件的三百六十度无死角风冷,散热效果更佳;
46.5、排放管道的末端远离高压风机a的进风端,其意义在于,防止被排放管道抽吸排出的热空气又被高压风机a抽吸送回至散热区,影响散热效果;
47.6、焊锡过程中会产生异味,异味不仅难闻,长时间处于异味环境中还会影响工作人员的健康,因此,在排放管道的末端设置有储气设备或者净气设备,异味跟随空气一起被排放管道排出至储气设备内等待处理或直接被净气设备净化排放。
附图说明
48.图1为本发明的整体结构示意图;
49.图2为本发明的焊锡装置的结构示意图;
50.图3为本发明的pcba承托装置的结构示意图;
51.图4为本发明的间距调整机构的结构示意图;
52.图5为本发明的散热装置的结构示意图;
53.图6为本发明的三维移位机构的结构示意图;
54.图7为本发明的三维移位机构的爆炸图;
55.图8为本发明的散热机构的结构示意图;
56.图9为本发明的安装构件、进风构件、排风构件的结构示意图;
57.图10为本发明的安装构件、排风构件的结构示意图;
58.图11为本发明的排风构件、转轴、主轴、连接轴的结构示意图;
59.图12为本发明的驱动电机a、驱动电机b、转轴、主轴的结构示意图;
60.图13为本发明的进风构件的结构示意图;
61.图14为本发明的进风构件的结构示意图;
62.图15为本发明的抽吸构件的结构示意图。
63.附图中的标号为:
64.100、pcba承托装置;
65.110、固定架;
66.120、间距调整机构;121、丝杆d;122、调整电机;123、连接支架;124、承托台;125、输送电机;126、输送构件;
67.200、焊锡装置;
68.300、散热装置;
69.400、安装架;
70.500、三维移位机构;
71.510、x轴移位构件;511、移位电机a;512、丝杆a;513、底座;
72.520、y轴移位构件;521、移位电机b;522、丝杆b;523、活动座;
73.530、z轴移位构件;531、移位电机c;532、导杆;533、丝杆c;534、安装座;
74.600、散热机构;
75.610、安装构件;611、支撑支架;612、转轴;613、主轴;614、连接轴;615、驱动电机a;
616、动力传递件a;617、驱动电机b;618、动力传递件b;
76.620、进风构件;621、连接主管;622、连接嘴;623、连接支管;624、连接座;625、丝杆e;626、承托座;627、动力连接件;628、连接体;629、吹风头;
77.630、排风构件;631、排风管;632、排风罩;633、避让缺口;
78.640、抽吸构件;641、高压风机a;642、进风管道;643、高压风机b;644、出风管道;645、排放管道。
具体实施方式
79.为更进一步阐述本发明为实现预定发明目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本发明的具体实施方式、结构、特征及其功效,详细说明如后。
80.一种pcba主板焊锡用浮动隔离式气流散热方法,其步骤在于:
81.s1:根据pcba主板的尺寸调整安装在主架上的pcba承托装置100的承托区距离,使承托区与pcba主板尺寸匹配;
82.s2:将pcba主板放置在pcba承托装置100的承托区内;
83.s3:安装在主架上的散热装置300包括安装在主架上的安装架400以及安装在安装架400上的三维移位机构500与散热机构600,在安装在主架上的焊锡装置200移动至与待焊接元器件的针脚接触的同时,通过三维移位机构500运行牵引散热机构600移动,使pcba主板上待焊接的元器件位于散热机构600的散热区内;
84.s4:所述的散热机构600包括安装构件610、进风构件620、排风构件630、抽吸构件640,在焊锡装置200对元器件针脚进行焊接的同时,抽吸构件640中的高压风机a641运行通过进风构件620向散热区内提供散热风力,同时抽吸构件640中的高压风机b643运行通过排风构件630将散热区内的热空气抽吸排走,在元器件的周围形成了一股由上至下的持续气流,气流带走元器件上因焊接产生的热量。
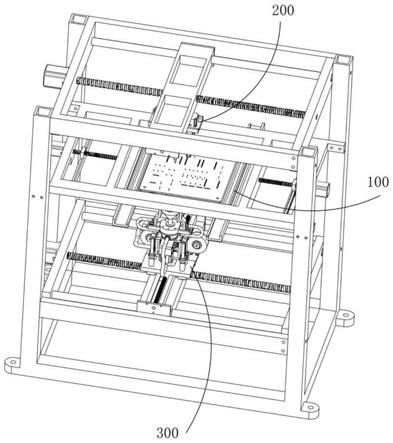
85.如图1
‑
15所示,一种数控单元件浮动隔离式定向气流散热pcba自动焊锡设备,其包括主架以及设置在主架上的pcba承托装置100、焊锡装置200、散热装置300,其中,pcba主板放置在pcba承托装置100上,焊锡装置200对pcba主板进行自动焊锡操作,焊锡装置200为现有焊锡技术可实现,焊锡装置200在对pcba主板进行焊锡时,焊锡一般是对pcba主板上的二极管、三极管、电阻、电容、传感器等元器件的针脚进行焊接,焊接过程中,焊锡是通过高温进行熔化,故而pcba主板以及元器件本身有时会产生烧焦损坏的情况,而且概率不低,因此,需要在焊锡过程中对pcba主板以及元器件进行散热,但直接对pcba主板的板面进行散热,会影响焊锡温度,使得焊锡过程受到影响,并且还会影响焊点的质量,故而本方案通过散热装置300对焊接过程进行散热,散热装置300主要是针对元器件本身进行散热,元器件本身与针脚是位于pcba主板的两侧,针对元器件本身进行散热,不仅不会对焊接过程造成影响,还能够快速降低焊接点处的温度,避免pcba主板、元器件本身受到损坏以及加快焊接点的凝固。
86.焊锡装置200位于pcba承托装置100的正上方,散热装置300位于pcba承托装置100的正下方。
87.如图3
‑
4所示,不同型号的pcba主板的尺寸是不一样的,为了能够使本方案适应不同型号的pcba主板,所述的pcba承托装置100包括间距调整机构120,间距调整机构120包括
承托构件,承托构件设置有两组且pcba主板是放置在两组承托构件之间的承托区内,两组承托构件之间的距离可调,故而可放置不同型号的pcba主板,即本方案适用不同型号的pcba主板。
88.pcba承托装置100包括安装在主架上的固定架110,承托构件包括水平安装在固定架110上的丝杆d121与调整电机122,调整电机122与丝杆d121动力连接。
89.丝杆d121的外部螺纹安装有连接支架123,连接支架123同时还与固定架110构成引导方向平行于丝杆d121轴向的滑动导向配合。
90.连接支架123朝向承托区的一侧设置有承托台124。
91.承托构件是沿丝杆d121的轴向设置有两组的,且两组承托构件对称布置,pcba主板是放置在两组承托构件中的承托台124上,故而通过丝杆d121转动调整两个承托台124之间的距离,即可适应不同型号的pcba主板。
92.优选的实施例,为了辅助pcba主板的放置,所述的承托台124的上端面设置有安装槽,安装槽内设置有输送构件126与输送电机125,输送构件126为输送带结构,输送构件126的输送方向平行于地面并垂直于丝杆d121的轴向,输送电机125与输送构件126的输入端动力连接;pcba主板放置过程中,在pcba主板与输送构件126接触后,输送电机125运行通过输送构件126牵引pcba主板移动,进而使pcba主板放置在承托区中,即两组承托台124上,设置输送构件126的意义在于,一方面辅助pcba主板的放置,另一方面,通过输送构件126牵引pcba主板位于预设位置,起定位作用,另一方面,通过两组输送构件126对pcba主板进行夹持,在焊接过程中,防止pcba主板发生偏移影响焊接结果。
93.如图5所示,所述的散热装置300包括安装架400以及位于安装架400上的三维移位机构500与散热机构600,其中,安装架400安装在主架上,散热机构600安装在三维移位机构500上并且三维移位机构500运行可以牵引散热机构600移动至三维坐标系中任一坐标点处,使正在焊接的元器件本身同时位于散热机构600的散热区内,通过散热机构600对元器件本身进行散热处理。
94.如图6
‑
7所示,所述的三维移位机构500包括x轴移位构件510、y轴移位构件520、z轴移位构件530,其中,x轴移位构件510的牵引方向为x轴,y轴移位构件520的牵引方向为y轴,z轴移位构件530的牵引方向为z轴,x轴与y轴垂直,z轴呈竖直布置。
95.具体的,x轴移位构件510包括水平安装在安装架400上的丝杆a512,丝杆a512的轴向为x轴,丝杆a512的的外部螺纹安装有底座513,底座513同时与安装架400构成引导方向平行于x轴的滑动导向配合,安装架400上还安装有与丝杆a512动力连接的移位电机a511,移位电机a511运行通过丝杆a512驱使底座513沿x轴方向移动。
96.y轴移位构件520包括水平安装在底座513上的丝杆b522,丝杆b522的轴向为y轴,丝杆b522的外部螺纹安装有活动座523,活动座523同时与底座513构成引导方向平行于y轴的滑动导向配合,底座513上还安装有与丝杆b522动力连接的移位电机b521,移位电机b521运行通过丝杆b522驱使活动座523沿y轴方向移动。
97.z轴移位构件530包括竖直安装在活动座523上的丝杆c533与导杆532,其中,导杆532固定,丝杆c533转动,丝杆c533的外部螺纹安装有安装座534,安装座534同时与导杆532构成滑动导向配合,活动座523上还安装有与丝杆c533动力连接的移位电机c531,移位电机c531运行通过丝杆c533驱使安装座534沿z轴方向移动,优化的,为了能够使安装座534的竖
直移动更加平稳顺利,可以将丝杆c533与导杆532以及移位电机c531设置有两组,分别位于安装座534的两侧。
98.通过移位电机a511、移位电机b521、移位电机c531三者的配合运行,可以牵引安装在安装座534上的散热机构600移动至三维坐标系中任一坐标点处,进而使正在焊接的元器件本身位于散热机构600的散热区内。
99.如图8
‑
15所示,所述的散热机构600包括安装构件610、进风构件620、排风构件630、抽吸构件640,其中,进风构件620向元器件本身提供风力,同时元器件本身周围的空气被排风构件630抽吸排出,以此对元器件本身进行风冷,另外,安装构件610可以调整进风构件620中的两个吹风头629之间的间距,使任意元器件本身都能够位于散热区内。
100.如图9、11
‑
12所示,所述的安装构件610包括与安装座534连接的支撑支架611,所述的排风构件630包括竖直安装在支撑支架611上的排风管631,排风管631的顶端同轴设置有呈漏斗结构的排风罩632,排风罩632的外圆面开设有避让缺口633,避让缺口633沿排风罩632的圆周方向阵列设置有两个。
101.安装构件610还包括转轴612、主轴613、连接轴614,其中,转轴612同轴套设在排风管631的外部,主轴613与连接轴614均同轴套设在转轴612的外部,且主轴613的顶端与连接轴614的底端连接。
102.支撑支架上还安装有驱动电机a615与驱动电机b617,其中,驱动电机a615与转轴612通过动力传递件a616动力连接,驱动电机b617与主轴613通过动力传递件b618动力连接,动力传递件a616与动力传递件b618的传动比相同。
103.如图13
‑
14所示,所述的连接轴614的顶端设置有外置台阶,所述的进风构件620包括进风组件与调整组件。
104.调整组件包括安装在外置台阶上的连接座624与安装在连接座624上的调整部件,调整部件沿连接轴614的径向设置有两组且两组调整部件对称布置。
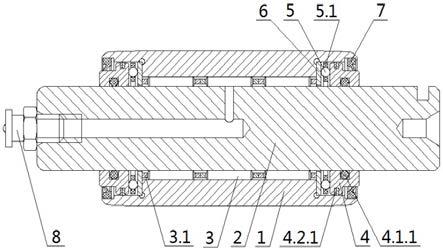
105.调整部件包括沿连接轴614径向安装在连接座624上的丝杆e625,丝杆e625的外部螺纹安装有承托座626,承托座626同时还与连接座624构成引导方向平行于丝杆e625轴向的滑动导向配合,承托座626的上端面向上延伸有连接体628,连接体628为内部中空的壳体结构,连接体628朝向排风罩632的侧面设置有出气接头,出气接头的末端穿过避让缺口633位于排风罩632内,出气接头的末端设置有吹风头629,吹风头629与连接体628通过出气接头相互接通,吹风头629背离出气接头的侧面开设有若干吹风孔,吹风头629的顶端位于排风罩632的上方。
106.两组调整部件中的吹风头629之间的区域为散热区,在元器件本身位于散热区后,通过吹风头629向元器件本身提供冷却风,通过排风罩632将元器件周围的空气抽走排出,故而在元器件本身的周围形成了一股由上至下的持续气流,该气流会带走元器件本身的热量,在不影响焊接结果的同时,避免pcba主板、元器件本身受到损坏以及加快焊接点的凝固。
107.两组调整部件中的丝杆e625与转轴612之间通过动力连接件627动力连接,动力连接件627为锥齿轮组结构。
108.进风组件包括连接主管621,连接主管621为同轴套设在连接轴614外部的环形管道结构,连接主管621的外圆面设置有连接嘴622,连接嘴622分为两类并分别为进气嘴与出
气嘴。
109.连接体628的侧面还设置有进气接头,进气接头与出气嘴之间通过连接支管623接通,由于调整部件设置有两组,故而连接支管623与出气嘴对应设置有两组。
110.如图15所示,所述的抽吸构件640包括高压风机,高压风机设置有两个并分别为高压风机a641与高压风机b643,其中,高压风机a641的出风端与进气嘴之间通过进风管道642接通,高压风机b643的进风端与排风管631的底端之间通过出风管道644接通,高压风机b643的出风端连接有排放管道645,排放管道645远离高压风机a641的进风端,以防止被排放管道645抽吸排出的热空气又被高压风机a641抽吸送回至散热区,影响散热效果。
111.优选的实施例,焊锡过程中会产生异味,异味不仅难闻,长时间处于异味环境中还会影响工作人员的健康,因此,在排放管道645的末端设置有储气设备或者净气设备,异味跟随空气一起被排放管道645排出至储气设备内等待处理或直接被净气设备净化排放。
112.散热装置300的具体工作过程为:
113.首先,驱动电机a615通过动力传递件a616驱使转轴612转动,转轴612通过动力连接件627驱使两组调整部件中的丝杆e625转动,丝杆e625转动最终牵引两组调整部件中的吹风头629做相互远离或相互靠近的运动,使得两个吹风头629之间的散热区与待焊接的元器件匹配;
114.接着,三维移位机构500运行驱使散热机构600移动,使待焊接的元器件位于散热区内;
115.接着,焊锡装置200运行对元器件进行焊接处理,与此同时,高压风机a621、高压风机b643、驱动电机a615、驱动电机b617运行,其中:
116.高压风机a621运行通过吹风头629向位于散热区内的元器件提供风力,高压风机b643运行通过排风罩632对散热区内的热空气进行抽吸排出,在高压风机a621与高压风机b643的配合运行下,可以在元器件的周围形成了一股由上至下的持续气流,该气流会带走元器件的热量,在不影响焊接结果的同时,避免pcba主板、元器件本身受到损坏以及加快焊接点的凝固;
117.驱动电机b617运行通过动力传递件b618驱使主轴613转动九十度,进而驱使两组调整部件、进风组件同步转动九十度,接着,驱动电机b617反向运行驱使主轴613、两组调整部件、进风组件反转一百八十度,简而言之,就是驱使两组调整部件中的吹风头629转动配合完成对元器件的三百六十度无死角风冷,散热效果更佳;
118.另外,在调整部件跟随主轴613转动的同时,若转轴612不动,则在动力连接件627的影响下,丝杆e625绕转轴612轴向公转的同时会使丝杆e625发生自转,会使两个吹风头629之间的距离增大或减小,影响散热过程,因此,在驱动电机b617运行的同时,驱动电机a615同步运行驱使转轴612转动,以抵消丝杆e625的自转,不影响散热过程。
119.以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭示如上,然而并非用以限定本发明,任何本领域技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简介修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。