1.本实用新型属于飞机零组件表面防护技术,涉及一种不锈钢管类零件酸洗钝化工装。
背景技术:
2.现有不锈钢酸洗钝化生产中,通常使用不锈钢丝或胶线手工栓挂管类零件,而后将钢丝或胶线栓挂在槽液上方的铜杠,在工序间每一槽液中需从铜杠上拆卸下来,转移至另一槽中。或将不锈钢管盛装在不锈钢或钛合金筐中,将筐栓挂在吊车挂钩上,在酸洗钝化工序中运行吊车在槽液中浸泡并在生产线各槽间移动。操作者手工装夹栓挂工件生产效率低;另外在不锈钢酸洗钝化过程中,为保证槽液浓度及工作温度的均匀性,开启风力搅拌,导致不锈钢管在溶液中漂浮晃动、管与管之间互相碰撞,管基体表面产生磕、划、碰伤;装筐零件的挤压和叠放极易使零件表面局部无法生成完整的钝化膜,清洗不干净,在高温除氢箱中烘干或除氢时零件表面产生流痕印迹,直接影响零件酸洗钝化后最终的耐蚀性及外观。
技术实现要素:
3.本技术提供一种不锈钢管类零件酸洗钝化工装,用于解决使用不锈钢丝及胶线手工栓挂生产效率低;在不锈钢酸洗钝化工序中不锈钢管漂浮、晃动,互相之间碰撞产生磕、划、碰伤;栓挂及筐装管类零件互相之间叠放、挤压、碰撞导致零件表面局部钝化膜不完整,影响钝化膜耐蚀性和外观的问题。
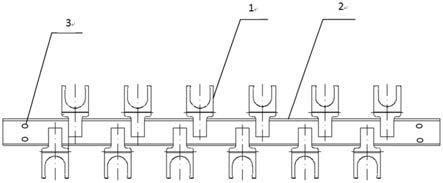
4.本技术提供一种不锈钢管类零件酸洗钝化工装,所述工装包括零件夹持支座(1)、底座(2)、吊装孔(3)、夹持支座固定块(4),其中:
5.底座(2)为板状结构,底座(2)上设置有多个零件夹持支座(1);零件夹持支座(1)一端为固定端,另一端为夹持端,每个零件夹持支座(1)的固定端通过夹持支座固定块(4)固定在底座(2)上,零件夹持支座(1)的夹持端用于夹持不锈钢管;零件夹持支座(1)的数量可以根据酸洗钝化工装的长度设置,酸洗钝化工装的长度与生产线中不锈钢酸洗钝化槽长度相匹配;
6.底座(2)的两端设置有吊装孔(3),用于在进行不锈钢酸洗钝化工艺流程时,将底座(2)吊装在酸洗钝化生产用槽上;在进行除氢或烘干时,将底座(2)吊装在高温除氢箱中。
7.具体的,不锈钢管类零件酸洗钝化工装为钛合金酸洗钝化工装。
8.具体的,零件夹持支座(1)、底座(2)、夹持支座固定块(4)焊接在一起。
9.具体的,零件夹持支座(1)夹持端的开口直径由内向外逐渐减小。
10.具体的,零件夹持支座(1)夹持端的开口直径根据不锈钢管直径尺寸进行调整。
11.具体的,零件夹持支座(1)的夹持端为半环形凹槽结构。
12.综上所述,本实用新型专利是一种不锈钢管类零件酸洗钝化用工装,专用于不锈钢管类零件在酸洗钝化处理及除氢、烘干过程中的装夹。装夹方便,只需将不锈钢管逐一安
装摆放在工装的夹持支座上即可,解决以往管类零件采用不锈钢丝或胶丝工序前手工栓挂及工序后逐一拆卸效率低的问题;固定后的不锈钢管不会受溶液搅拌、零件周转的影响而晃动,互相碰撞造成表面磕、划、碰伤;不锈钢管装夹在工装上,管与管之间固定后有一定间距,不会发生挤压和叠压的现象,保证酸洗钝化后钝化膜层的完整性。
附图说明
13.图1为本技术提供的一种不锈钢管类零件酸洗钝化工装的结构示意图;
14.图2为本技术提供的夹持支座固定块的结构示意图;
15.其中:1
‑
零件夹持支座,2
‑
底座,3
‑
吊装孔,4
‑
夹持支座固定块。
具体实施方式
16.本实用新型提出一种能够同时装挂并固定多根不锈钢管类零件,周转及拆卸方便的工装,整体采用耐酸碱腐蚀好的钛合金材料加工焊接而成,专门用于不锈钢管类零件酸洗钝化处理。
17.技术解决方案是:不锈钢管类零件酸洗钝化用工装材料为钛合金,包括底座(2)、零件夹持支座(1)、吊装孔(3)、夹持支座固定块(4)。零件夹持支座固定在工装底座上,不锈钢管安装放置在工装的夹持支座上。零件夹持支座设计为收口结构,防止管在酸洗钝化过程中脱落,掉入槽中。零件夹持支座可根据不锈钢管直径尺寸进行调整,以满足不同规格不锈钢管酸洗钝化的装夹要求。当需要处理零件较多时,该工装可以设计加工为并联结构,满足多个不锈钢管装夹需求。使用该工装可一次性固定装夹多个不锈钢管。工装上夹持支座的数量可以随工装长度增加,工装长度与生产线中不锈钢酸洗钝化槽长度相匹配。该工装同样适合在不锈钢酸洗钝化后高温除氢箱中除氢或烘干时使用。
18.在酸洗钝化前将不锈钢管安装摆放在工装上的每一夹持支座内,用吊车挂钩吊起工装,放置在生产线的除油槽内,从除油工序开始按照不锈钢酸洗钝化工艺流程及相应的工艺参数要求,依次进行流动热水洗、流动冷水洗、酸洗、流动冷水洗、钝化、流动冷水洗、中和、流动冷水洗、补充处理、烘干、除氢等工序。补充处理前工序是在不锈钢酸洗钝化生产线上进行的,由吊车吊装本工装在每一溶液处理槽及槽间周转;烘干工序是在高温除氢箱中进行,可将出槽后的工装连同不锈钢管一起周转,放置在高温除氢箱内,整个工装直接悬挂放置在高温除氢箱中,不会造成零件的叠压和拥挤。烘干后降至室温,将工装连同零件取出,拆卸。
19.下面结合附图1
‑
2,对本专利做详细说明。本专利涉及一种不锈钢管类零件酸洗钝化工装,由底座1、零件夹持支座2、底座3、吊装孔4、夹持支座固定块组成;夹持支座固定块与底座、夹持支座三者焊接在一起,将零件夹持支座固定在中间;待酸洗钝化的不锈钢管安装放置在工装夹持支座上。夹持支座可根据管直径大小进行调整。
20.使用该工装实施管类不锈钢零件酸洗钝化操作时,操作者启动吊车吊起工装,将有机溶剂除油擦拭后待酸洗钝化的不锈钢管逐一安装放置在夹持支座上,启动吊车将工装连同不锈钢管放入除油槽中,随后按照不锈钢酸洗钝化工艺流程,在不锈钢酸洗钝化生产线上依次进行流动热水洗、流动冷水洗、氟硝酸酸洗、流动冷水洗、钝化、流动冷水洗、中和、流动冷水洗、补充处理等操作。不锈钢管随工装一起在生产线各槽溶液中进行处理,在槽间
周转。不锈钢酸洗钝化后需要除氢或对补充处理后的零件进行烘干处理的零件,在酸洗钝化后将工装随同零件一起转移至高温箱中。不锈钢管类零件在不锈钢酸洗钝化及除氢或烘干处理过程中,由于工装的固定和支撑作用,零件之间无磕划碰伤、挤压、叠放的发生,保证了零件表面及其钝化膜层的完整性,零件的外观颜色均匀表面无流痕等现象。除氢或烘干结束后,打开高温箱,待温度降低至室温,戴上洁净的纯棉布手套将零件逐一从工装夹持支座上取下,经检验合格后包装放置或周转交付。
21.实施例一:
22.sa型机发动机启动管路,材料为不锈钢0cr18ni9,一端焊接扩口,按照设计数模要求进行高耐蚀性不锈钢酸洗钝化处理。
23.在不锈钢酸洗钝化前,根据不锈钢酸洗钝化常用工艺流程,使用有机溶剂酒精擦拭不锈钢管表面,去除零件在机械加工及焊接、钣金成型等工序后残留的切削液、冷却液,以及在工序间周转过程中涂覆的防锈油等。操作者启动吊车吊起工装,将不锈钢管逐一安装放置在工装的夹持支座上,吊车启动将安装放置好的不锈钢管同工装一起吊装放置于不锈钢酸洗钝化生产线的化学除油槽中,进行化学除油处理。后续依据不锈钢酸洗钝化工艺流程及其工艺参数,在不锈钢酸洗钝化生产线的溶液槽中逐步进行流动热水洗、流动冷水洗、氟硝酸酸洗、钝化、流动冷水洗、中和、流动冷水洗、补充处理等操作。在补充处理后烘干前,用吊车将工装从槽液中取出,转移挂在高温除氢箱内进行≥120min烘干处理,到达烘干时间后,关闭电源打开除氢箱门,待高温箱内温度降至室温时,戴上洁净的纯棉布手套,从除氢箱取出零件送交检验,经检验合格后交付。
24.可见,本技术提供一种不锈钢管类零件酸洗钝化工装,将管类不锈钢零件直接摆放并固定在工装夹持支座上,零件互相之间隔离定位,操作简便。可解决使用不锈钢丝及胶线手工栓挂生产效率低;在不锈钢酸洗钝化工序中不锈钢管漂浮、晃动,互相之间碰撞产生磕、划、碰伤;栓挂及筐装管类零件互相之间叠放、挤压、碰撞导致零件表面局部钝化膜不完整,影响钝化膜耐蚀性和外观的问题。
25.实施例二:
26.为满足型号批产需求,将不锈钢管类零件酸洗钝化专用工装根据槽体尺寸,增加装夹支座并设计为多个工装并联焊接在一起的结构,工装材料使用耐酸碱性溶液腐蚀效果好的钛合金tc4。
27.在酸洗钝化生产前将多根不锈钢管逐一安装放置在夹持支座上。启动吊车吊起工装,将安装放置好的不锈钢管同工装一起吊装放置于不锈钢酸洗钝化生产线的化学除油槽中,进行化学除油。后续按照不锈钢酸洗钝化工艺流程及其工艺参数,在不锈钢酸洗钝化生产线的溶液槽中逐步进行水洗、酸洗、钝化、补充处理等操作。补充处理后烘干时,用吊车将工装从槽液中取出,转移放置于除氢箱内进行≥120min烘干处理,到达烘干时间后,关闭电源打开除氢箱,待除氢箱降至室温,取出零件经检验合格后交付。
28.综上所述,本使用新型中涉及的不锈钢酸洗钝化工装已应用于sa、sh、直九、运十二、zm、zu等型号飞机不锈钢管类零件的生产。本专利设计的不锈钢酸洗钝化工装替代传统的手工栓挂和装夹操作方法,将管类零件直接摆放并固定在工装上,互相之间隔离定位。可解决使用不锈钢丝及胶线手工栓挂生产效率低,在酸洗钝化工序中管与管互相之间擦碰产生材料表面磕、划、碰伤,同时还可以解决栓挂及筐装管类零件互相之间叠压、碰撞导致酸
洗钝化后零件表面局部钝化膜不完整,存在流痕等影响膜层外观及耐蚀性的问题。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

