1.本实用新型涉及铸造模具技术领域,具体是一种防错型、跑火的铸造模具。
背景技术:
2.在生产平面产品时因铸造很容易产生错型,传统的做法采取砂胎四角做四个砂胎定位,但因砂胎四角的定位拔模斜度的设计和湿型黏土砂自身的特点,砂胎定位因较小且易在四周形成死角掉砂脱落,错型问题还是未得到解决,而且跑火也无法解决。
3.公告号为cn 204262285 u的专利文献公开了一种防错箱造型模具,包括上模和下模,在上模分型线对应的上模内设置有合箱定位凹槽,在下模分型线对应的下模内设置有合箱定位凸台。该实用新型合箱时确保砂箱不发生错箱,不仅适用于有箱造型而且适用于无箱造型,经过现场操作合箱时上下砂型可以准确的配合,避免了设备老化导致合箱时引起的错箱,而且提高了生产效率,减低了废品率,降低了生产成本,为公司创造了良好的经济效益。但是,该实用新型在使用湿型黏土砂胎定位时,仍存在定位凸台较小且易在四周形成死角掉砂脱落的情况,从而造成错型和跑火问题仍未得到解决。
技术实现要素:
4.有鉴于此,本实用新型针对现有技术的不足,提供的一种能够解决错型以及跑火问题的防错型、跑火的铸造模具。
5.为解决上述技术问题,本实用新型所采取的技术方案是:一种防错型、跑火的铸造模具,包括上模具和下模具,上模具产品模型分型面处于第一模具分型面之下,模具中部呈凹陷状,下模具产品模型分型面处于第二模具分型面之上,模具中部呈凸起状,模具分型面与产品模型分型面由环形曲面连接;上模具在上砂型上形成上型腔,下模具在下砂型上形成下型腔,上、下型腔对接形成浇注产品铸件的型腔。
6.进一步的,产品模型的分型面被密封在上、下型腔对接形成浇注产品铸件的型腔内。
7.进一步的,所述模具分型面、所述产品模型分型面与所述曲面连接部以圆弧过渡连接,所述产品模型分型面上设置所述产品的模型及其浇注系统。
8.进一步的,所述曲面与所述产品模型分型面形成一定的拔模角度,围绕所述产品模型一周。
9.进一步的拔模角度设置,是依据产品模型分型面与模具分型面距离的远近而设置,距离近时角度小些,距离远时角度大些。
10.进一步的,连接所述产品模型分型面与所述模具分型面的曲面圆周成多边形设置,拐角处圆弧过渡。
11.与现有技术相比,本实用新型的有益效果如下:
12.1、本实用新型防错型、跑火的铸造模具采用在产品模型圆周设置拔模角度,增加了上下模型制作的砂型在上下型合型时榫接面积及强度,确保了上下型腔对接的精度,使
之不易产生错型。
13.2、本实用新型防错型、跑火的铸造模具采用将上模具产品模型的分型面设置在模具分型面之下,下模具产品模型的分型面设置在模具分型面之上的设计,使上下模具形成的上下砂型对接合型后,产品模型的分型面被密封于砂型中,在铸件浇注过程中,有效的防止了浇注跑火(产品分型面跑铁)问题。
14.3、本实用新型防错型、跑火的铸造模具的这种设计,不仅适用于无箱造型技术,同时适用于有箱造型技术,都能很好的起到放错型和防跑火问题。
附图说明
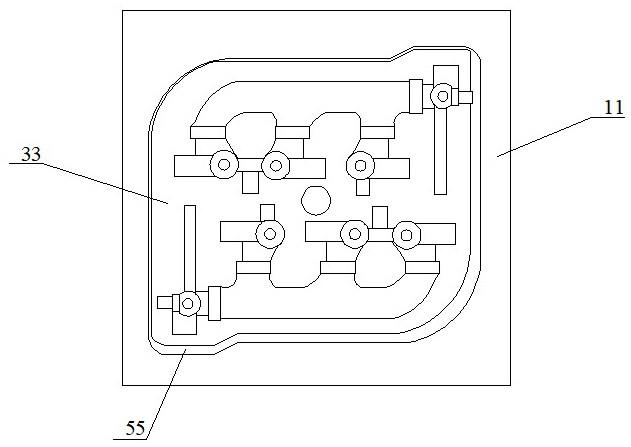
15.图1是本实用新型实施例中上模具的结构示意图;
16.图2是本实用新型实施例中下模具的结构示意图。
具体实施方式
17.为了更好地理解本实用新型,下面结合实施例进一步清楚阐述本实用新型的内容,但本实用新型的保护内容不仅仅局限于下面的实施例。在下文的描述中,给出了大量具体的细节以便提供对本实用新型更为彻底的理解。然而,对于本领域技术人员来说显而易见的是,本实用新型可以无需一个或多个这些细节而得以实施。
18.实施例一
19.如图1~2所示,一种防错型、跑火的铸造模具,其特征在于:包括上模具和下模具,所述上模具产品模型分型面33处于第一模具分型面11之下,模具中部呈凹陷状,所述下模具产品模型分型面44处于第二模具分型面22之上,模具中部呈凸起状,模具分型面与产品模型分型面由环形曲面55连接;所述上模具在上砂型上形成上型腔,所述下模具在下砂型上形成下型腔,上、下型腔对接形成浇注产品铸件的型腔。
20.具体的,产品模型的分型面被密封在上、下型腔对接形成浇注产品铸件的型腔内。
21.所述模具分型面、所述产品模型分型面与所述曲面连接部以圆弧过渡连接,所述产品模型分型面上设置所述产品的模型及其浇注系统。
22.所述曲面与所述产品模型分型面形成一定的拔模角度(15度),围绕所述产品模型一周;产品模型分型面与模具分型面距离为25mm。
23.连接所述产品模型分型面与所述模具分型面的曲面圆周成多边形设置,拐角处圆弧过渡。
24.实施例二
25.如图1~2所示,一种防错型、跑火的铸造模具,其特征在于:包括上模具和下模具,所述上模具产品模型分型面33处于第一模具分型面11之下,模具中部呈凹陷状,所述下模具产品模型分型面44处于第二模具分型面22之上,模具中部呈凸起状,模具分型面与产品模型分型面由环形曲面55连接;所述上模具在上砂型上形成上型腔,所述下模具在下砂型上形成下型腔,上、下型腔对接形成浇注产品铸件的型腔。
26.具体的,产品模型的分型面被密封在上、下型腔对接形成浇注产品铸件的型腔内。
27.所述模具分型面、所述产品模型分型面与所述曲面连接部以圆弧过渡连接,所述产品模型分型面上设置所述产品的模型及其浇注系统。
28.所述曲面与所述产品模型分型面形成一定的拔模角度(10度),围绕所述产品模型一周;产品模型分型面与模具分型面距离为15mm。
29.拔模角度设置,是依据产品模型分型面与模具分型面距离的远近而设置,距离近时角度小些,距离远时角度大些。
30.连接所述产品模型分型面与所述模具分型面的曲面圆周成多边形设置,拐角处圆弧过渡。
31.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,本领域普通技术人员对本实用新型的技术方案所做的其他修改或者等同替换,只要不脱离本实用新型技术方案的精神和范围,均应涵盖在本实用新型的权利要求范围当中。
技术特征:
1.一种防错型、跑火的铸造模具,其特征在于:包括上模具和下模具,上模具产品模型分型面处于第一模具分型面之下,模具中部呈凹陷状,下模具产品模型分型面处于第二模具分型面之上,模具中部呈凸起状,模具分型面与产品模型分型面由环形曲面连接;上模具在上砂型上形成上型腔,下模具在下砂型上形成下型腔,上、下型腔对接形成浇注产品铸件的型腔。2.如权利要求1所述的防错型、跑火的铸造模具,其特征在于:产品模型的分型面被密封在上、下型腔对接形成浇注产品铸件的型腔内。3.如权利要求1
‑
2任一项所述的防错型、跑火的铸造模具,其特征在于:所述模具分型面、所述产品模型分型面与所述环形曲面以圆弧过渡连接,所述产品模型分型面上设置所述产品的模型及其浇注系统。4.如权利要求3所述的防错型、跑火的铸造模具,其特征在于:所述曲面与所述产品模型分型面形成一定的拔模角度,围绕所述产品模型一周。5.如权利要求4所述的防错型、跑火的铸造模具,其特征在于:连接所述产品模型分型面与所述模具分型面的曲面圆周成多边形设置,拐角处圆弧过渡。
技术总结
本实用新型公开了一种防错型、跑火的铸造模具,属于铸造模具技术领域。其包括上模具和下模具,上模具产品模型分型面处于模具分型面之下,模具中部呈凹陷状,下模具产品模型分型面处于模具分型面之上,模具中部呈凸起状,模具分型面与产品模型分型面由环形曲面连接;上模具在上砂型上形成上型腔,下模具在下砂型上形成下型腔,上、下型腔对接形成浇注产品铸件的型腔。本实用新型可以用于有箱造型,也可以用于无箱造型,通过上模具和下模具形成的上砂型与下砂型相互榫接,解决了现有铸造模具易错型的问题,同时解决了铸造过程中的跑火问题。同时解决了铸造过程中的跑火问题。同时解决了铸造过程中的跑火问题。
技术研发人员:乔艳芳 苗春旺 李小娟 朱磊 申辉 张森淼 王其 李富民 王金双 杜玉锋
受保护的技术使用者:西峡县内燃机进排气管有限责任公司
技术研发日:2020.12.02
技术公布日:2021/10/8
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

