1.本发明涉及金属陶瓷复合材料制备技术领域,尤其涉及一种金属陶瓷复合材料及其制备方法。
背景技术:
2.随着经济的腾飞以及航空航天、冶金等行业的快速发展,人们对于使用材质的要求也越来越高,金属陶瓷是由陶瓷硬质相与金属或合金粘结相组成的结构材料。金属陶瓷既保持了陶瓷的高强度、高硬度、耐磨损、耐高温、抗氧化和化学稳定性等特性,又具有较好的金属韧性和可塑性。但是现有的金属陶瓷材料依然存在生产工艺复杂、生产成本高、耐腐蚀强度弱的缺点。并且,腐蚀给人类的生产、生活带来的危害和损失,远远超过火灾、风灾、水灾和地震等自然灾害所造成的损失总和,其中因腐蚀造成的金属损失占金属总产量的30%,其中20%是无法回收的,经济损失占国民经济总值的2%
‑
8%,因此研究开发耐腐蚀金属陶瓷复合材料刻不容缓。
技术实现要素:
3.本发明是为了克服上述技术问题,提出了一种金属陶瓷复合材料及其制备方法。
4.为了实现上述目的,本发明采用以下技术方案:
5.一种金属陶瓷复合材料,按质量份计,包括以下粉末组份:
6.60
‑
90份硬质相;
[0007]1‑
5份ni;
[0008]1‑
5份cr;
[0009]1‑
5份mo;
[0010]1‑
2份cu;
[0011]
0.5
‑
1份ag;
[0012]
0.1
‑
0.5份y;
[0013]1‑
1.5份zrc;
[0014]1‑
1.5份vc,
[0015]
0.1
‑
0.3份c。
[0016]
本发明中的硬质相粉末在熔覆过程中不进行熔融,其能够均匀的分散于熔池中,作为硬质相,增加了复合材料的强度和硬度。
[0017]
ni在熔覆时能够彻底熔融,添加后能够增加复合材料的韧性,降低其内应力,从而能够消除裂纹的产生。
[0018]
mo的添加则能够促进晶体的细化,从而提高材料的抗摩擦能力。
[0019]
cr的添加则能够提高材料的强度、硬度和耐腐蚀能力。
[0020]
ag和y的添加能够形成yag合金,提高材料的耐腐蚀能力。
[0021]
zrc和vc的添加能够有效的抑制晶粒的长大,提高了材料的强度及抗腐蚀能力。
[0022]
本发明通过组份间的配合,制备得到的金属陶瓷复合材料强度高,腐蚀能力好。
[0023]
作为优选,所述硬质相粉末包括cr3c2。
[0024]
作为优选,所述复合材料粉末的平均粒度为10
‑
20微米。
[0025]
一种金属陶瓷复合材料的制备方法,包括以下制备步骤:
[0026]
(1)将各原料粉末进行真空干燥;
[0027]
(2)将各原料粉末混合;
[0028]
(3)采用同步送粉法,在保护气体下进行激光熔覆,制备得到抗腐蚀金属陶瓷复合材料。
[0029]
作为优选,步骤(1)所述真空干燥为在100
‑
120℃下干燥1
‑
3h。
[0030]
作为优选,步骤(3)中所述激光熔覆的激光功率为2200
‑
2400w。
[0031]
作为优选,步骤(3)中所述激光熔覆的扫描速度为5
‑
7mm/s。
[0032]
作为优选,步骤(3)中所述激光熔覆矩形光斑的尺寸为(10
‑
13)mm
×
(1
‑
2)mm。
[0033]
作为优选,步骤(2)中ag和y以聚合物负载物混合添加,所述聚合物负载物制备方法为将ag、y粉末和聚苯乙烯基础造粒,制备得到聚合物负载物。
[0034]
由于ag、y粉末在产生yag合金时具有更好的耐腐蚀性能,且由于含量较低,在于其余粉末一同加入时,无法有效产生合金,因此通过聚合物负载物的形式添加,在形成熔覆层时,聚合物聚苯乙烯快速挥发,此时ag、y粉末能够得到释放,且更加靠近,更容易形成yag合金,从而提升抗腐蚀能力。
[0035]
作为优选,所述ag、y粉末和聚苯乙烯质量比为1
‑
3:5。
[0036]
因此,本发明具有如下有益效果:本发明通过组份间的配合,制备得到的金属陶瓷复合材料强度高,耐腐蚀能力好。
具体实施方式
[0037]
下面结合具体实施方式对本发明做进一步的描述。
[0038]
实施例1:
[0039]
一种金属陶瓷复合材料,按质量份计,包括以下粉末组份:
[0040]
80份硬质相cr3c2;
[0041]
3份ni;
[0042]
2份cr;
[0043]
3份mo;
[0044]
1.5份cu;
[0045]
0.8份ag;
[0046]
0.3份y;
[0047]
1.2份zrc;
[0048]
1.3份vc,
[0049]
0.2份c;
[0050]
粉末的平均粒度为15微米;
[0051]
一种金属陶瓷复合材料的制备方法,包括以下制备步骤:
[0052]
(1)将各原料粉末在110℃下干燥2h;
[0053]
(2)将各原料粉末混合;其中ag和y以聚合物负载物混合添加,所述聚合物负载物制备方法为将ag、y粉末和聚苯乙烯基础造粒,制备得到聚合物负载物,所述ag、y粉末和聚苯乙烯质量比为1
‑
4;
[0054]
(3)采用同步送粉法,在保护气体下进行激光熔覆,激光熔覆的激光功率为2300w,扫描速度为6mm/s,矩形光斑的尺寸为11mm
×
1.5mm,制备得到抗腐蚀金属陶瓷复合材料。
[0055]
实施例2:
[0056]
一种金属陶瓷复合材料,按质量份计,包括以下粉末组份:
[0057]
60份硬质相cr3c2;
[0058]
1份ni;
[0059]
1份cr;
[0060]
1份mo;
[0061]
1份cu;
[0062]
0.5份ag;
[0063]
0.1份y;
[0064]
1份zrc;
[0065]
1份vc,
[0066]
0.1份c;
[0067]
粉末的平均粒度为10微米;
[0068]
一种金属陶瓷复合材料的制备方法,包括以下制备步骤:
[0069]
(1)将各原料粉末在100℃下干燥3h;
[0070]
(2)将各原料粉末混合;其中ag和y以聚合物负载物混合添加,所述聚合物负载物制备方法为将ag、y粉末和聚苯乙烯基础造粒,制备得到聚合物负载物,所述ag、y粉末和聚苯乙烯质量比为1
‑
3;
[0071]
(3)采用同步送粉法,在保护气体下进行激光熔覆,激光熔覆的激光功率为2200w,扫描速度为5mm/s,矩形光斑的尺寸为10mm
×
1mm,制备得到抗腐蚀金属陶瓷复合材料。
[0072]
实施例3:
[0073]
一种金属陶瓷复合材料,按质量份计,包括以下粉末组份:
[0074]
90份硬质相cr3c2;
[0075]
5份ni;
[0076]
5份cr;
[0077]
5份mo;
[0078]
2份cu;
[0079]
1份ag;
[0080]
0.5份y;
[0081]
1.5份zrc;
[0082]
1.5份vc,
[0083]
0.3份c;
[0084]
粉末的平均粒度为20微米;
[0085]
一种金属陶瓷复合材料的制备方法,包括以下制备步骤:
[0086]
(1)将各原料粉末在120℃下干燥1h;
[0087]
(2)将各原料粉末混合;其中ag和y以聚合物负载物混合添加,所述聚合物负载物制备方法为将ag、y粉末和聚苯乙烯基础造粒,制备得到聚合物负载物,所述ag、y粉末和聚苯乙烯质量比为1
‑
5;
[0088]
(3)采用同步送粉法,在保护气体下进行激光熔覆,激光熔覆的激光功率为2400w,扫描速度为7mm/s,矩形光斑的尺寸为13mm
×
2mm,制备得到抗腐蚀金属陶瓷复合材料。
[0089]
实施例4:
[0090]
一种金属陶瓷复合材料,按质量份计,包括以下粉末组份:
[0091]
60份硬质相cr3c2;
[0092]
5份ni;
[0093]
3份cr;
[0094]
2份mo;
[0095]
2份cu;
[0096]
0.5份ag;
[0097]
0.3份y;
[0098]
1.5份zrc;
[0099]
1份vc,
[0100]
0.2份c;
[0101]
粉末的平均粒度为10微米;
[0102]
一种金属陶瓷复合材料的制备方法,包括以下制备步骤:
[0103]
(1)将各原料粉末在110℃下干燥1h;
[0104]
(2)将各原料粉末混合;其中ag和y以聚合物负载物混合添加,所述聚合物负载物制备方法为将ag、y粉末和聚苯乙烯基础造粒,制备得到聚合物负载物,所述ag、y粉末和聚苯乙烯质量比为1
‑
4;
[0105]
(3)采用同步送粉法,在保护气体下进行激光熔覆,激光熔覆的激光功率为2400w,扫描速度为7mm/s,矩形光斑的尺寸为13mm
×
2mm,制备得到抗腐蚀金属陶瓷复合材料。
[0106]
实施例5:
[0107]
一种金属陶瓷复合材料,按质量份计,包括以下粉末组份:
[0108]
90份硬质相cr3c2;
[0109]
5份ni;
[0110]
3份cr;
[0111]
2份mo;
[0112]
1份cu;
[0113]
1份ag;
[0114]
0.5份y;
[0115]
1份zrc;
[0116]
1.5份vc,
[0117]
0.2份c;
[0118]
粉末的平均粒度为10微米;
[0119]
一种金属陶瓷复合材料的制备方法,包括以下制备步骤:
[0120]
(1)将各原料粉末在110℃下干燥3h;
[0121]
(2)将各原料粉末混合;其中ag和y以聚合物负载物混合添加,所述聚合物负载物制备方法为将ag、y粉末和聚苯乙烯基础造粒,制备得到聚合物负载物,所述ag、y粉末和聚苯乙烯质量比为1
‑
5;
[0122]
(3)采用同步送粉法,在保护气体下进行激光熔覆,激光熔覆的激光功率为2300w,扫描速度为6mm/s,矩形光斑的尺寸为11mm
×
1.5mm,制备得到抗腐蚀金属陶瓷复合材料。
[0123]
实施例6:
[0124]
一种金属陶瓷复合材料,按质量份计,包括以下粉末组份:
[0125]
80份硬质相cr3c2;
[0126]
2份ni;
[0127]
3份cr;
[0128]
4份mo;
[0129]
2份cu;
[0130]
1份ag;
[0131]
0.4份y;
[0132]
1.4份zrc;
[0133]
1.2份vc,
[0134]
0.1份c;
[0135]
粉末的平均粒度为20微米;
[0136]
一种金属陶瓷复合材料的制备方法,包括以下制备步骤:
[0137]
(1)将各原料粉末在120℃下干燥1h;
[0138]
(2)将各原料粉末混合;其中ag和y以聚合物负载物混合添加,所述聚合物负载物制备方法为将ag、y粉末和聚苯乙烯基础造粒,制备得到聚合物负载物,所述ag、y粉末和聚苯乙烯质量比为1
‑
3;
[0139]
(3)采用同步送粉法,在保护气体下进行激光熔覆,激光熔覆的激光功率为2300w,扫描速度为6mm/s,矩形光斑的尺寸为11mm
×
1.5mm,制备得到抗腐蚀金属陶瓷复合材料。
[0140]
实施例7:
[0141]
一种金属陶瓷复合材料,按质量份计,包括以下粉末组份:
[0142]
75份硬质相cr3c2;
[0143]
3份ni;
[0144]
3份cr;
[0145]
4份mo;
[0146]
2份cu;
[0147]
0.5份ag;
[0148]
0.1份y;
[0149]
1.5份zrc;
[0150]
1.5份vc,
[0151]
0.3份c;
[0152]
粉末的平均粒度为20微米;
[0153]
一种金属陶瓷复合材料的制备方法,包括以下制备步骤:
[0154]
(1)将各原料粉末在100℃下干燥1h;
[0155]
(2)将各原料粉末混合;其中ag和y以聚合物负载物混合添加,所述聚合物负载物制备方法为将ag、y粉末和聚苯乙烯基础造粒,制备得到聚合物负载物,所述ag、y粉末和聚苯乙烯质量比为1
‑
4;
[0156]
(3)采用同步送粉法,在保护气体下进行激光熔覆,激光熔覆的激光功率为2300w,扫描速度为6mm/s,矩形光斑的尺寸为11mm
×
1.5mm,制备得到抗腐蚀金属陶瓷复合材料。
[0157]
实施例8:
[0158]
一种金属陶瓷复合材料,按质量份计,包括以下粉末组份:
[0159]
70份硬质相cr3c2;
[0160]
1份ni;
[0161]
3份cr;
[0162]
5份mo;
[0163]
2份cu;
[0164]
0.5份ag;
[0165]
0.4份y;
[0166]
1.5份zrc;
[0167]
1.3份vc,
[0168]
0.2份c;
[0169]
粉末的平均粒度为15微米;
[0170]
一种金属陶瓷复合材料的制备方法,包括以下制备步骤:
[0171]
(1)将各原料粉末在100℃下干燥3h;
[0172]
(2)将各原料粉末混合;其中ag和y以聚合物负载物混合添加,所述聚合物负载物制备方法为将ag、y粉末和聚苯乙烯基础造粒,制备得到聚合物负载物,所述ag、y粉末和聚苯乙烯质量比为1
‑
3;
[0173]
(3)采用同步送粉法,在保护气体下进行激光熔覆,激光熔覆的激光功率为2300w,扫描速度为6mm/s,矩形光斑的尺寸为11mm
×
1.5mm,制备得到抗腐蚀金属陶瓷复合材料。
[0174]
对比例1:
[0175]
一种金属陶瓷复合材料,按质量份计,包括以下粉末组份:
[0176]
80份硬质相cr3c2;
[0177]
3份ni;
[0178]
2份cr;
[0179]
3份mo;
[0180]
1.5份cu;
[0181]
0.3份y;
[0182]
1.2份zrc;
[0183]
1.3份vc,
[0184]
0.2份c;
[0185]
粉末的平均粒度为15微米;
[0186]
一种金属陶瓷复合材料的制备方法,包括以下制备步骤:
[0187]
(1)将各原料粉末在110℃下干燥2h;
[0188]
(2)将各原料粉末混合;其中ag和y以聚合物负载物混合添加,所述聚合物负载物制备方法为将ag、y粉末和聚苯乙烯基础造粒,制备得到聚合物负载物,所述ag、y粉末和聚苯乙烯质量比为1
‑
4;
[0189]
(3)采用同步送粉法,在保护气体下进行激光熔覆,激光熔覆的激光功率为2300w,扫描速度为6mm/s,矩形光斑的尺寸为11mm
×
1.5mm,制备得到抗腐蚀金属陶瓷复合材料。
[0190]
对比例2:
[0191]
一种金属陶瓷复合材料,按质量份计,包括以下粉末组份:
[0192]
80份硬质相cr3c2;
[0193]
3份ni;
[0194]
2份cr;
[0195]
3份mo;
[0196]
1.5份cu;
[0197]
0.8份ag;
[0198]
1.2份zrc;
[0199]
1.3份vc,
[0200]
0.2份c;
[0201]
粉末的平均粒度为15微米;
[0202]
一种金属陶瓷复合材料的制备方法,包括以下制备步骤:
[0203]
(1)将各原料粉末在110℃下干燥2h;
[0204]
(2)将各原料粉末混合;其中ag和y以聚合物负载物混合添加,所述聚合物负载物制备方法为将ag、y粉末和聚苯乙烯基础造粒,制备得到聚合物负载物,所述ag、y粉末和聚苯乙烯质量比为1
‑
4;
[0205]
(3)采用同步送粉法,在保护气体下进行激光熔覆,激光熔覆的激光功率为2300w,扫描速度为6mm/s,矩形光斑的尺寸为11mm
×
1.5mm,制备得到抗腐蚀金属陶瓷复合材料。
[0206]
对比例3:
[0207]
一种金属陶瓷复合材料,按质量份计,包括以下粉末组份:
[0208]
100份硬质相cr3c2;
[0209]
3份ni;
[0210]
4份cr;
[0211]
2份mo;
[0212]
3份cu;
[0213]
0.5份ag;
[0214]
0.5份y;
[0215]
1.5份zrc;
[0216]
2份vc,
[0217]
0.5份c;
[0218]
粉末的平均粒度为15微米;
[0219]
一种金属陶瓷复合材料的制备方法,包括以下制备步骤:
[0220]
(1)将各原料粉末在100
‑
120℃下干燥1
‑
3h;
[0221]
(2)将各原料粉末混合;其中ag和y以聚合物负载物混合添加,所述聚合物负载物制备方法为将ag、y粉末和聚苯乙烯基础造粒,制备得到聚合物负载物,所述ag、y粉末和聚苯乙烯质量比为1
‑
3:5;
[0222]
(3)采用同步送粉法,在保护气体下进行激光熔覆,激光熔覆的激光功率为2300w,扫描速度为6mm/s,矩形光斑的尺寸为11mm
×
1.5mm,制备得到抗腐蚀金属陶瓷复合材料。
[0223]
对比例4:
[0224]
一种金属陶瓷复合材料,按质量份计,包括以下粉末组份:
[0225]
50份硬质相cr3c2;
[0226]
8份ni;
[0227]
2份cr;
[0228]
1份mo;
[0229]
0.5份cu;
[0230]
2份ag;
[0231]
0.1份y;
[0232]
0.5份zrc;
[0233]
2份vc,
[0234]
0.2份c;
[0235]
粉末的平均粒度为13微米;
[0236]
一种金属陶瓷复合材料的制备方法,包括以下制备步骤:
[0237]
(1)将各原料粉末在110℃下干燥3h;
[0238]
(2)将各原料粉末混合;其中ag和y以聚合物负载物混合添加,所述聚合物负载物制备方法为将ag、y粉末和聚苯乙烯基础造粒,制备得到聚合物负载物,所述ag、y粉末和聚苯乙烯质量比为1
‑
3;
[0239]
(3)采用同步送粉法,在保护气体下进行激光熔覆,激光熔覆的激光功率为2300w,扫描速度为6mm/s,矩形光斑的尺寸为11mm
×
1.5mm,制备得到抗腐蚀金属陶瓷复合材料。
[0240]
对比例5:
[0241]
一种金属陶瓷复合材料,按质量份计,包括以下粉末组份:
[0242]
70份硬质相cr3c2;
[0243]
3份ni;
[0244]
0.5份cr;
[0245]
7份mo;
[0246]
0.3份cu;
[0247]
2份ag;
[0248]
0.1份y;
[0249]
1.5份zrc;
[0250]
1.5份vc,
[0251]
0.2份c;
[0252]
粉末的平均粒度为15微米;
[0253]
一种金属陶瓷复合材料的制备方法,包括以下制备步骤:
[0254]
(1)将各原料粉末在110℃下干燥2h;
[0255]
(2)将各原料粉末混合;其中ag和y以聚合物负载物混合添加,所述聚合物负载物制备方法为将ag、y粉末和聚苯乙烯基础造粒,制备得到聚合物负载物,所述ag、y粉末和聚苯乙烯质量比为1
‑
4;
[0256]
(3)采用同步送粉法,在保护气体下进行激光熔覆,激光熔覆的激光功率为2300w,扫描速度为6mm/s,矩形光斑的尺寸为11mm
×
1.5mm,制备得到抗腐蚀金属陶瓷复合材料。
[0257]
对比例6:
[0258]
一种金属陶瓷复合材料,按质量份计,包括以下粉末组份:
[0259]
80份硬质相cr3c2;
[0260]
3份ni;
[0261]
2份cr;
[0262]
3份mo;
[0263]
1.5份cu;
[0264]
0.8份ag;
[0265]
0.3份y;
[0266]
1.2份zrc;
[0267]
1.3份vc,
[0268]
0.2份c;
[0269]
粉末的平均粒度为15微米;
[0270]
一种金属陶瓷复合材料的制备方法,包括以下制备步骤:
[0271]
(1)将各原料粉末在110℃下干燥2h;
[0272]
(2)将各原料粉末混合;
[0273]
(3)采用同步送粉法,在保护气体下进行激光熔覆,激光熔覆的激光功率为2300w,扫描速度为6mm/s,矩形光斑的尺寸为11mm
×
1.5mm,制备得到抗腐蚀金属陶瓷复合材料。
[0274]
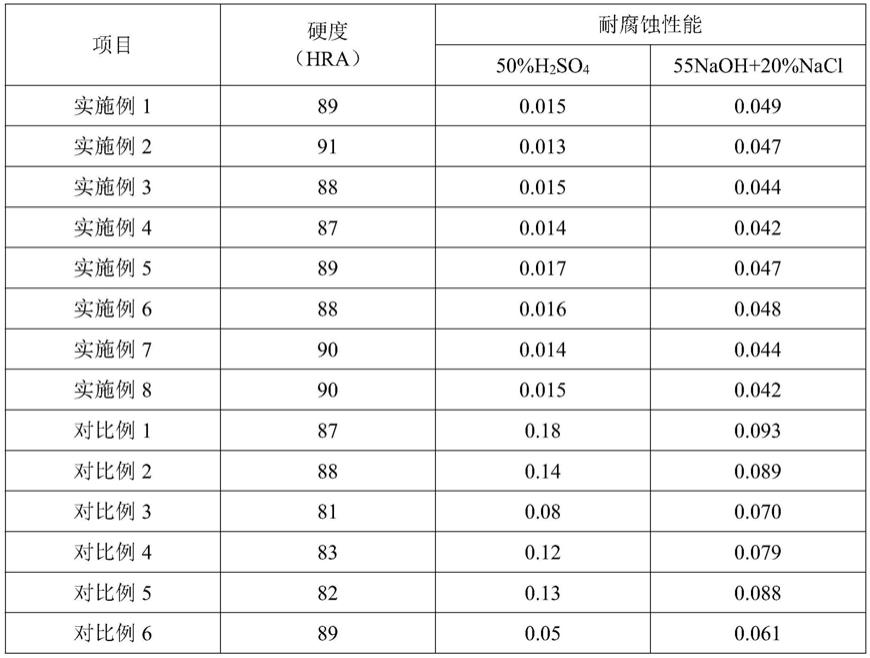
将实施例和对比例制备得到的金属陶瓷复合材料进行硬度和耐腐蚀性能表征,结果如下表所示。
[0275][0276]
由上述数据可知,本发明实施例制备得到的金属陶瓷复合材料具有优异的硬度和抗腐蚀性能,由对比例可知,缺少ag、y中的一种,或不以聚合物负载物形式添加,或配比不在本发明限定范围内时,硬度和耐腐蚀性能较差。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

